Спосіб вирощування профільованих сапфірових виробів з внутрішньою порожниною (варіанти)
Номер патенту: 28715
Опубліковано: 16.10.2000
Автори: Жилін Олександр Михайлович, Литвинов Леонід Аркадійович, Коваль Юрій Миколайович
Формула / Реферат
1. Спосіб вирощування профільованих сапфірових виробів з внутрішньою порожниною, який включає плавлення сировини, затравлення і витягування з означеною швидкістю, який відрізняється тим, що після формування завданого діаметра виробу збільшують швидкість витягування на величину![]() де
де ![]()
![]() - величина зміни швидкості, мм/год.,
- величина зміни швидкості, мм/год.,
![]() - різниця між початковим та кінцевим внутрішніми діаметрами виробу, мм,
- різниця між початковим та кінцевим внутрішніми діаметрами виробу, мм,
при цьому одночасно знижують величину напруги, що підводиться до нагрівача, величина якої пропорційна величині зовнішнього діаметра виробу.
2. Спосіб вирощування профільованих сапфірових виробів з внутрішньою порожниною, який включає плавління сировини, затравлення і витягування з означеною швидкістю, який відрізняється тим, що після формування завданого діаметра виробу чергують витягування з постійною швидкістю та з перемінною в різній послідовності, при цьому при витягуванні виробу зі змінною швидкістю одночасно змінюють величину напруги, що підводиться до нагрівача, величина якої пропорційна величині зовнішнього діаметра виробу, а зміну швидкості витягування здійснюють на величину ![]()
![]()
![]() - величина зміни швидкості, мм/год.,
- величина зміни швидкості, мм/год.,
![]() - різниця між початковим та кінцевим внутрішніми діаметрами виробу, мм.
- різниця між початковим та кінцевим внутрішніми діаметрами виробу, мм.
Текст
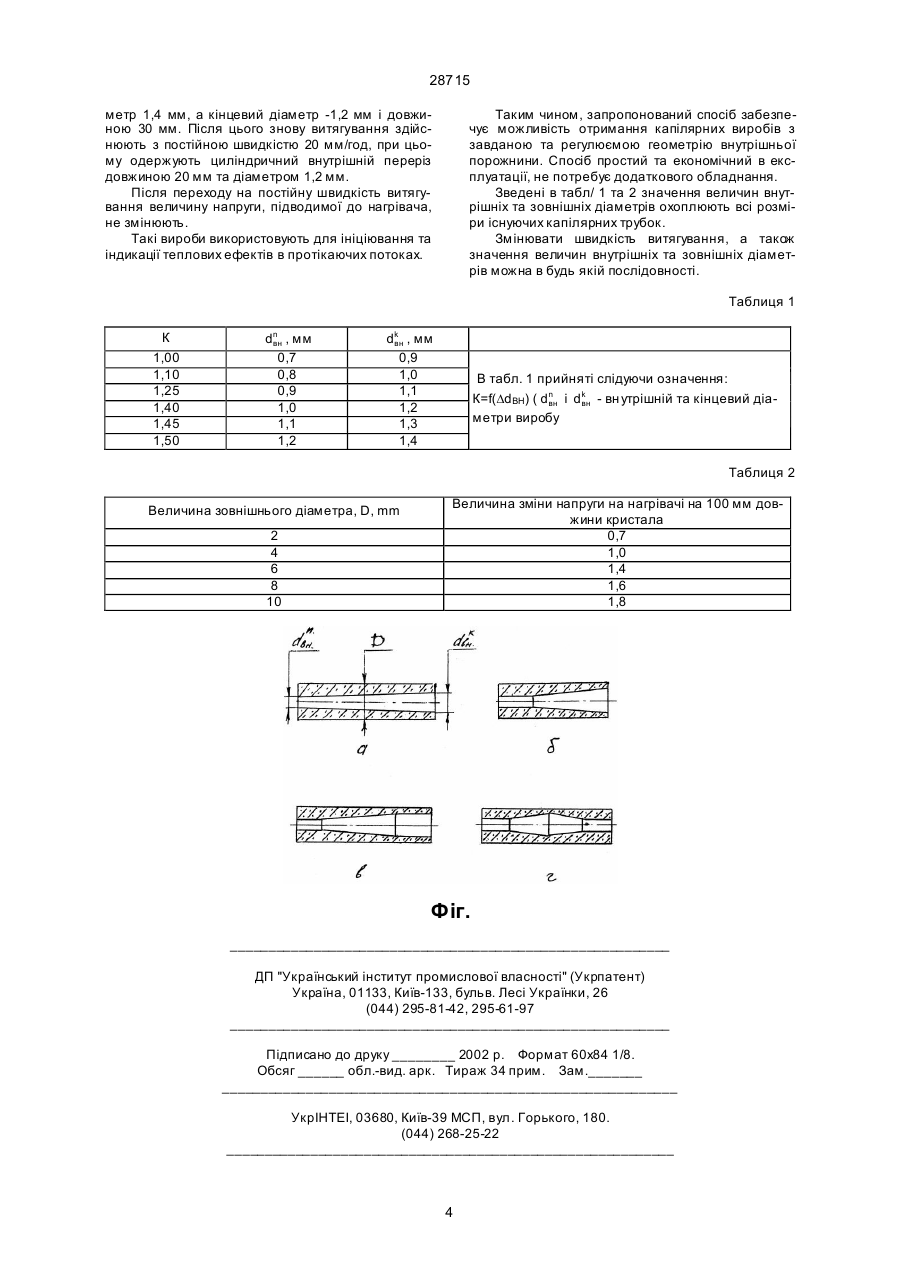
1.Спосіб вирощування профільованих сапфірових виробів з внутрішньою порожниною, який включає плавлення сировини, затравлення і витягування з означеною швидкістю, який відрізняється тим, що після формування заданого діаметра виробу збільшують швидкість витягування на величину К×DV, де К=f(Ddвн.), DV - величина зміни швидкості, мм/год., Ddвн - різниця між початковим та кінцевим внутрішніми діаметрами виробу, мм, 28715 вача на певний розмір вниз осі верхнього торцю зовнішнього елемента формостворювача й продовжують вирощування з постійною швидкістю. В мить зниження внутрішнього елемента формостворювача в системі вирощуваний кристалформостворювач виникає замкнутий об'єм, в якому по мірі збільшення довжини виробу виникає розряження за рахунок збільшення ізольованого об'єму. Різниця зовнішнього (постійного) та внутрішнього (зменшуваного) тиску зводить до неконтрольованої зміни внутрішнього перерізу виробу. Крім того, осьове зміщення внутрішнього елементу формостворювача в процесі росту виробу змінює температурні умови на межі кристалізації, що заводить до порушення форми виробу та збільшення структурних де фектів, а саме зниження якості виробу. Зміна внутрішнього перерізу вирощуємого виробу протікає неконтрольовано, тому отримати якісний вироб з внутрішньою порожниною зі змінним перерізом звісним способом неможливо. Цей спосіб забезпечує вирощування виробів типу тиглів або пробірок. Отворів малого діаметра цим способом отримати неможливо, тому що при зміні тиску отвір "схлопується". Звісний спосіб (пат. РФ № 1313027, кл. С30В15/34) вирощування профільованих виробів з внутрішньою порожниною, складаючий з плавлення сировини, затравлення й витягування з постійною швидкістю. При цьому забезпечують збіг або не збіг отворів, виконаних в зовнішньому та внутрішньому елементах формостворювача, з отворами зовнішнього перфорованого кільця, встановленого соосно формостворювача. При умові збігу вказаних отворів забезпечують рівняння тиску внутрішньої порожнини розрощуваного кристала зовнішньому. Завдяки цьому забезпечується постійність геометрії виробу й теплових умов росту, як наслідок висока якість виробу. Потім здійснюють поворіт перфорованого кільця. При цьому ізолюють внутрішню порожнину від зовнішньої атмосфери, в ній по мірі росту виробу виникає розрядження, різниця тиску змінює форму розрощуємого виробу до повного змикання порожнини. Після цього здійснюють поворот перфорованого кільця, забезпечують збіг вказаних отворів й тягнуть з постійною швидкістю. Таким чином за один цикл вирощування можна здобути кілька виробів типу тиглів й пробірок. Однак, також як і попередній аналог, даний спосіб не забезпечує можливості вирощування виробів з порожниною змінного перерізу із-за неконтрольованості (неуправління) зміною перерізу внутрішньої порожнини. Як і в попередньому випадку, неможливо цим способом одержати капілярні отвори. При повороті одного з елементів формостворювача капілярні отвори "схлопуються". До основи чинного винаходу ставиться задача розробки способу вирощування профільованих сапфірових виробів з внутрішньою прожниною, який забезпечив би можливість отримання капілярних виробів з регулюємою й з заданою геометрією внутрішньої порожнини, був би простий та економічний. Рішення задачі забезпечується тим, що в способі вирощування профільованих сапфірових виробів з внутрішньою порожниною, складаючим з плавлення сировини, затравлення й витягування з означеною швидкістю, згідно винаходу, після формування завданого діаметру виробу збільшують швидкість витягування на величину К×DV, де К= =f(Ddвн), DV - величина зміни швидкості, мм/год, Ddвн - різниця між початковим й кінцевим внутрішніми діаметрами виробу, мм, при цьому одночасно знижують величину напруги, підводимої до нагрівача, величина якої пропорційна величині зовнішнього діаметра виробу. Рішення поставленої задачі забезпечується також й іншим варіантом запропонованого способу, який складається з плавлення сировини, затравлення й витягування з означеного швидкістю з різницею в тому , що після формування завданого діаметра виробу чередують витягування з постійною швидкістю та змінною в будь який послідовності, при цьому при витягуванні виробу з змінною швидкістю одночасно змінюють величину напруги, підводимої до нагрівача, величина якої пропорційна величині зовнішнього діаметра виробу, а зміну швидкості витягування здійснюють на величину К×DV, де К=f(Ddвн), DV - величина зміни швидкості, мм/год; Ddвн - різниця між початковим та кінцевим внутрішніми діаметрами виробу, мм. Експериментально встановлено, що якщо збільшувати (на різницю від звісних засобів, де витягування здійснюють з постійною швидкістю) швидкість витягування на величину К×DV, то можливо отримати рівномірно змінюючий внутрішній переріз виробу, зокрема конусообразний (фіг. а ). При цьому, як показали експерименти, чим більше початковий внутрішній діаметр виробу, тим з більшою зміною швидкості необхідне витягування. Ця залежність відзначається коефіцієнтом К, який є таким чином функцією різниці внутрішніх діаметрів напочатку ( d n ) та наприкінці ( d k ) витягування. вн вн Коефіцієнт К знайдено експериментально, бо точність теплофізичних розрахунків систем роблячих при температурі 2100°С недостатня і теоретично встановити коефіцієнт з завданою точністю неможливо. Зміна величин швидкості DV також підібрано експериментально й для всього діапазону існуючих капілярних трубок (капілярів), а саме з внутрішнім початковим ( d n ) та кінцевим ( d k ) дівн вн аметрами відповідно 0,7-1,2 мм та 0,9-1,4 мм, на довжині 100 мм, складає 5 мм/год. Однак, при збільшенні швидкості витягування та, відповідно, збільшення внутрішнього діаметра зменшується зовнішній діаметр виробу, тому що температура в середині капіляру завжди більша ніж зовні через перевипромінювання світлового потоку в середині капіляра. Тепло розсіюється в навколишнє середовище, здебільшого, боковою поверхнею, що й зводить до зменшення зовнішнього діаметра (D) виробу. Для запобігання зменшення зовнішнього діаметра виробу одночасно із збільшенням швидкості витягування, необхідно знизити величину напруги, підводимої до нагрівача тигля з розплавом. Через те що вимірювання температури розплава неможливе, то визначають величину підводимої напруги до нагрівача, яка корелює з температурою розплава. Величина зовнішнього діаметру виробу залежить від величини зміни підводимої напруги під час формування кристалу. За вказаних величинах вн утрішніх діаметрів величина зовнішнього ді 2 28715 аметра капіляра може бути в межах 2-10 мм в залежності від тієї або іншої галузі техніки. Зміна в будь якій послідовності витягування з постійною або змінною швидкістю забезпечує можливість отримання внутрішнього змінного перерізу; циліндричний внутрішній переріз, поволі переходячи в конусний (фіг. б) циліндричний переходячий в конусний та далі знову в циліндричне (фіг. в); циліндричне переходячий в конусний із збільшенням внутрішнього перерізу, далі з зменшенням внутрішнього перерізу та далі в циліндричний (фіг. г). Для запобігання зміни зовнішнього діаметру виробу змінюють величину напруги підводимої до нагрівача: при збільшенні швидкості витягування знижають напруги, при зменьшенні - збільшують напругу на величину пропорційну зовнішнього діаметра (табл. 2). В табл. 1 зведені значення коефіцієнта k відповідно з величинами початкового та кінцевого внутрішніх діаметрів виробів; в табл. 2 зведена залежність зміни напруги підводимої до нагрівача від величини зовнішнього діаметра виробу; На фігурі зведені профілі отриманих виробів при умові: а - збільшення швидкості витягування зразу після формування завданого зовнішнього діаметра; б, в, г - чергування постійної та змінної швидкості витягування після формування завданого зовнішнього діаметру. Спосіб може бути реалізований на промисловій установці "Кристал-606". Приклад 1. Вирощування капілярної трубки довжиною 100 мм з зовнішнім діаметром 4 мм та з початковим та кінцевим діаметром 0,7 мм та 0,9 мм (фіг. а). Після відкачки та заповнення ростової камери інертним газом, температуру тигля піднімають до розплавлення сировини в тиглі (Т=2100°С), подаючи напругу у 44,6 В до нагрівача. До вер хнього торцю формостворювача підводять затравочний кристал у вигляді циліндра діаметром 3 мм й починають формування завданого діаметру 4 мм звісним способом витягування з постійною швидкістю (20 мм/год). Після сформування зовнішнього діаметру, рівного 4 мм та внутрішнього початкового діаметра рівного 0,7 мм збільшують швидкість витягування на величину K×DV=1,0×5 мм/г=5 мм/год. (табл. 1). Таким чином за першу годину було вирощено 25 мм виробу, за другу годину 30 мм, за третю годину ще 35 мм, та за 0,25 год. ще 10 мм. Таким чином за 3,25 години була вирощена капілярна трубка з конусним внутрішнім перерізом з кінцевим діаметром рівним 0,9 мм (фіг. а). При цьому для запобігання зміни зовнішнього діаметру одночасно плавно (за допомогою програмного регулювача) знижують величину напруги підводимої до нагрівача за ці ж 3,25 години на один вольт (табл. 2). В результаті отримана капілярна трубка з зовнішнім постійним діаметром 4 мм, довжиною 100 мм та конусним поперечним перерізом з початковим та кінцевим діаметрами відповідно 0,7 мм та 0,9 мм. Такий виріб потім розрізають на частини та використовують як фил'єри для зміни розміру протягуємих через них металевих дротинок (золотих, срібних, мідних та ін.). Приклад 2. Вирощування капілярної трубки довжиною 100 мм, та з зовнішнім діаметром циліндричної частини рівним 0,7 мм, переходячим в конусну частину з кінцевим внутрішнім діаметром рівним 0,9 мм (фіг. б). З аналогією прикладу 1 з тією різницею що після формування завданого зовнішнього діаметру рівного 4 мм й величиною початкового внутрішнього діаметру рівного 0,7 мм з постійною швидкістю 20 мм/год витягують завданий час - в цьому випадку 1 годину. Одержують циліндричний внутрішній переріз довжиною 20 мм. Далі збільшують швидкість витягування на величину K×DV=1 ,0×5 мм/год= =5 мм/год (табл. 1). При цьому одночасно знижують величину підвідної напруги до нагрівача на 0,8 В за в 2,25 години за який витягують залишившихся 80 мм капілярної трубки з конусною частиною з початковим внутрішнім діаметром 0,7 мм та кінцевим внутрішнім діаметром 0,9 мм. Такі вироби використовуються для гідравлічного розрізання металевих конструкцій (наприклад, балістичних ракет). Приклад 3. Вирощування капілярної трубки довжиною 100 мм, зовнішнім діаметром 8 мм, з внутрішньою циліндричною частиною 1,0 мм, переходячу в конусну частину з кінцевим внутрішнім діаметром 1,2 мм, переходячим в циліндричну частину з діаметром 1,2 мм (фіг. б). За аналогією прикладу 1 з тією різницею що після формування зовнішнього діаметру 8 мм, та внутрішнім діаметром 1,0 мм витягують з постійною швидкістю 20 мм/год. на протязі 1 години. При цьому одержують циліндричну частину довжиною 20 мм. Потім збільшують швидкість витягування на величину K×DV=1,4×5 мм/ч=7,0 мм/год. (табл. 1). При цьому для збереження зовнішнього діаметра постійним одночасно знижують величину напруги підводної до нагрівача на 0,43 В (табл. 2) на протязі однієї години, при цьому одержують конусний внутрішній переріз довжиною 27 мм з кінцевим діаметром 1,2 мм. За ці дві години одержують капілярну тр убку довжиною 47 мм. Потім залишившихся 53 мм витягують виріб з постійною швидкістю 20 мм/год (табл. 2), при цьому одержують циліндричний внутрішній отвір діаметром 1,2 мм. Такі вироби потрібні для зниження турбулентності гідравлічного потоку на виході з сопла. Приклад 4. Вирощування сапфірової капілярної трубки з зовнішнім діаметром 6 мм та змінними циліндричними та конічними частинами внутрішнього перерізу (фіг. г). Згідно прикладу 1, після отримання циліндричної частини внутрішнього отвору діаметром 1,2 мм та довжиною 20 мм при постійній швидкості витягування 20 мм/год, збільшують швидкість витягування на величину K×DV=1,5×5 мм/год=7,5 мм/ч (табл. 1). Одночасно знижують напругу, підведену до нагрівача на 0,24 В (табл. 2) на протязі 0,23 години (»13,75 хвилини). При цьому одержують конусний отвір довжиною 30 мм з кінцевим внутрішнім діаметром 1,4 мм. Потім знижують швидкість витягування на 7,5 мм/год, й одночасно збільшують напругу, підводиму до нагрівача на 0,42 В також на протязі 0,23 години. При цьому одержують конусний внутрішній отвір в якому початковий діа 3 28715 метр 1,4 мм, а кінцевий діаметр -1,2 мм і довжиною 30 мм. Після цього знову витягування здійснюють з постійною швидкістю 20 мм/год, при цьому одержують циліндричний внутрішній переріз довжиною 20 мм та діаметром 1,2 мм. Після переходу на постійну швидкість витягування величину напруги, підводимої до нагрівача, не змінюють. Такі вироби використовують для ініціювання та індикації теплових ефектів в протікаючих потоках. Таким чином, запропонований спосіб забезпечує можливість отримання капілярних виробів з завданою та регулюємою геометрію внутрішньої порожнини. Спосіб простий та економічний в експлуатації, не потребує додаткового обладнання. Зведені в табл/ 1 та 2 значення величин внутрішніх та зовнішніх діаметрів охоплюють всі розміри існуючих капілярних трубок. Змінювати швидкість витягування, а також значення величин внутрішніх та зовнішніх діаметрів можна в будь якій послідовності. Таблиця 1 К 1,00 1,10 1,25 1,40 1,45 1,50 d n , мм вн 0,7 0,8 0,9 1,0 1,1 1,2 d k , мм вн 0,9 1,0 1,1 1,2 1,3 1,4 В табл. 1 прийняті слідуючи означення: К=f(DdВН) ( d n і d k - вн утрішній та кінцевий діавн вн метри виробу Таблиця 2 Величина зовнішнього діаметра, D, mm 2 4 6 8 10 Величина зміни напруги на нагрівачі на 100 мм довжини кристала 0,7 1,0 1,4 1,6 1,8 Фіг. __________________________________________________________ ДП "Український інститут промислової власності" (Укрпатент) Україна, 01133, Київ-133, бульв. Лесі Українки, 26 (044) 295-81-42, 295-61-97 __________________________________________________________ Підписано до друку ________ 2002 р. Формат 60х84 1/8. Обсяг ______ обл.-вид. арк. Тираж 34 прим. Зам._______ ____________________________________________________________ УкрІНТЕІ, 03680, Київ-39 МСП, вул. Горького, 180. (044) 268-25-22 ___________________________________________________________ 4
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for growing of profiled sapphire articles with internal cavity (variants)
Автори англійськоюLytvynov Leonid Arkadiovych, Koval Yurii Mykolaiovych, Zhylin Oleksandr Mykhailovych
Назва патенту російською?????? ??????????? ??????????????? ?????????? ??????? ? ?????????? ?олостью (????????)
Автори російськоюЛитвинов Леонид Аркадьевич, Коваль Юрий Николаевич, Жилин Александр Михайлович
МПК / Мітки
МПК: C30B 15/34
Мітки: виробів, варіанти, спосіб, профільованих, внутрішньою, вирощування, сапфірових, порожниною
Код посилання
<a href="https://ua.patents.su/4-28715-sposib-viroshhuvannya-profilovanikh-sapfirovikh-virobiv-z-vnutrishnoyu-porozhninoyu-varianti.html" target="_blank" rel="follow" title="База патентів України">Спосіб вирощування профільованих сапфірових виробів з внутрішньою порожниною (варіанти)</a>
Пристрій для вирощування профільованих кристалів з внутрішньою порожниною
Номер патенту: 16728
Опубліковано: 29.08.1997
Автори: Андрєєв Євген Павлович, Литвинов Леонід Аркадійович, Пищик Валер'ян Володимирович
МПК: C30B 15/34
Мітки: порожниною, профільованих, кристалів, пристрій, вирощування, внутрішньою
Формула / Реферат:
Устройство для выращивания профилированных кристаллов с внутренней полостью, включающее тигель с размещенным в нем пучком капилляров, и расположенный на его верхнем торце формпобразователь в виде коаксиальных колец с капиллярным зазором между ними, отличающееся тем, что, с целью улучшения качества кристаллов и повышения производительности процесса, формообразователь снабжен соосным перфорированным кольцом, установленным с капиллярным...
Спосіб виготовлення вогнетривких виробів з внутрішньою порожниною
Номер патенту: 19243
Опубліковано: 25.12.1997
Автори: Примаченко Володимир Васильович, Горюшко Георгій Борисович, Устіченко Володимир Андрійович
МПК: C04B 35/622, B28B 7/34, B28B 21/00
Мітки: порожниною, виробів, вогнетривких, внутрішньою, виготовлення, спосіб
Формула / Реферат:
Способ изготовления огнеупорных изделий с внутренней полостью, включающий установку пуансона - пустотообразователя в форму, заполнение ее огнеупорной массой, извлечение заготовки с пуансоном из формы, сушку и обжиг, отличающийся тем, что в качестве материала пустотообразователя используют пенополистирол с кажущейся плотностью 0,021-0,040 г/см3, сушку осуществляют при температуре 100-150°С с последующим удалением пуансона перед обжигом.
Спосіб виготовлення фільтруючих елементів із порошків олов’янистої бронзи з внутрішньою кільцевою порожниною
Номер патенту: 14271
Опубліковано: 25.04.1997
Автори: Кондратенко Віктор Федорович, Антіпов Альберт Іванович, Сутирин Сергій Васильович
МПК: B22F 3/11, B22F 3/12, B22F 3/10, B21K 21/00
Мітки: елементів, виготовлення, кільцевою, фільтруючих, олов'янистої, спосіб, бронзи, внутрішньою, порожниною, порошків
Формула / Реферат:
Способ изготовления фильтрующих элементов из порошков оловянистой бронзы с внутренней кольцевой полостью, включающий формование дисков из порошка бронзы и их спекание в форме, герметичное их соединение по наружной поверхности, отличающийся тем, что, с целью повышения эксплуатационных характеристик, формуют диски диаметром меньше диаметра элемента, проводят предварительное спекание их при температуре 0,90-0,95 температуры спекания в...
Пристрій для вирощування профільованих кристалів
Номер патенту: 21775
Опубліковано: 30.04.1998
Автори: Литвинов Леонід Аркадійович, Добровинська Олена Рувимівна, Піщік Валеріан Володимирович
МПК: C30B 13/00
Мітки: пристрій, вирощування, кристалів, профільованих
Формула / Реферат:
Устройство для вмращивания профилированных кристаллов, содержащее тигель, пучок капилляров й установленный на его верхнем торце капиллярнуй формообразователь, состоящий из двух злементов, отличающееся тем, что формообразователь выполнен из плоского злемента с капиллярным отверстием, на котором жестко закроплена резьбовая насадка, профиль резьбы которой в нижней части представляет собой резьбу с укороченной на (0,06-0,08) мм высотой зуба, а в...
Спосіб формування профільованих з композицій виробів на основі крохмалю
Номер патенту: 7109
Опубліковано: 30.06.1995
Автори: Іван Томка, Маркус Тома, Роберт Фредерік Томас Степто
МПК: B29C 67/24, C08J 3/12, C08J 5/00, B29C 47/00, B29C 45/73, B29B 9/12, B29B 13/00, B29C 45/00, B29C 49/00, C08L 3/00
Мітки: основі, спосіб, композицій, виробів, крохмалю, профільованих, формування
Формула / Реферат:
Способ формования профилированных изделий из композиций на основе крахмала, содержащих 10-20 мас.% воды, включающий нагревание композиций до получения расплава и инжекционное прессование в форме, отличающийся тем, что, с целью улучшения физико-механических характеристик изделий, до инжекционного прессования расплав экструдируют с получением зерен, которые кондиционируют до указанного содержания влаги и подвергают расплавлению.
Попередній патент: Пакувальний матеріал з пристроєм для розкривання та спосіб його виготовлення
Наступний патент: Спосіб обробки розплаву
Випадковий патент: Конструкція напірних сталезалізобетонних (залізобетонних) водоводів в м'яких ґрунтах