Пластичне мастило для важконавантажених вузлів тертя
Формула / Реферат
Пластичне мастило для важконавантажених вузлів тертя, що містить оливу веретенну АУ, 12-гідрооксистеаринову кислоту, гідроксид літію, дисульфід молібдену та Фторопласт-4, яке відрізняється тим, що додатково містить нафтову оливу або суміш нафтових олив з рівнем в'язкості кінематичної 16,5-22 мм2/с при 100 °С, протизадирну присадку Хайтек-312 та антиокиснювальну присадку Борін, при наступному співвідношенні компонентів, мас. %:
12-гідрооксистеаринова кислота
9,5-10,5
антиокиснювальна присадка Борін
0,7-1,0
гідроксид літію
0,85-0,95
дисульфід молібдену
2,0-4,0
Фторопласт-4
1,5-2,5
присадка Хайтек-312
1,2-2,0
олива веретенна АУ
20-25
нафтова олива або суміш нафтових олив з рівнем в'язкості кінематичної 16,5-22 мм2/с при 100 °С
до 100.
Текст
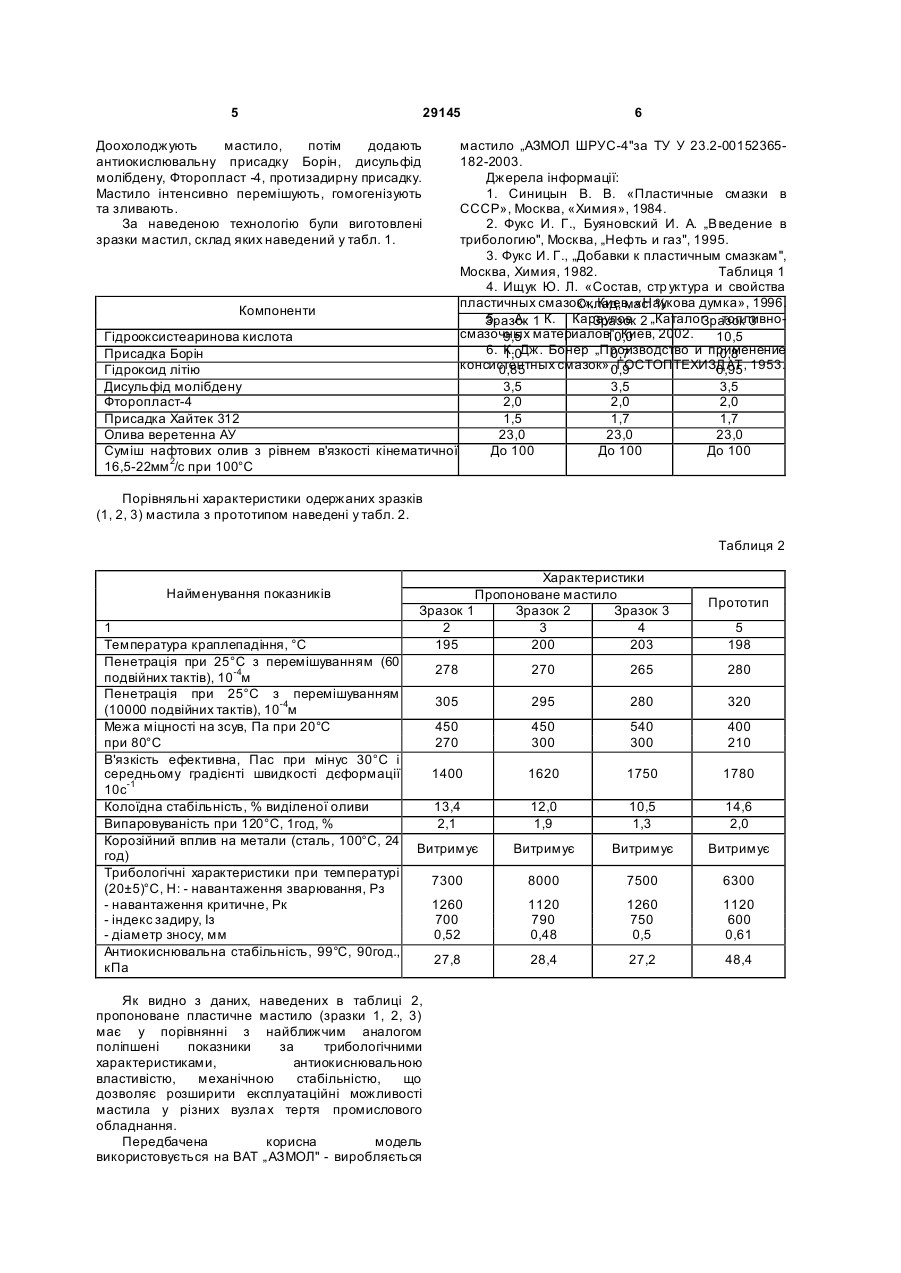
Пластичне мастило для важконавантажених вузлів тертя, що містить оливу веретенну АУ, 12гідрооксистеаринову кислоту, гідроксид літію, 3 29145 дисульфіду молібдену, політетрафторетілену (Фторопласту-4) та протизадирної присадки КИНХ2 забезпечує мастилу значне зниження коефіцієнту тертя. Проте протизадирна присадка КИНХ-2 не забезпечує високих вимог до сучасних мастил за трибологічними характеристиками (навантаження зварювання 6300Н), що не дозволяє її використовувати при більш високих навантаженнях у вузлах тертя. Також мастило має недостатню антиокиснювальні стабільність. Присадка Нафтам-2 має температуру плавлення 108°С, що змушує додавати її в процесі виготовлення мастила при підвищених температурах (120-130°С). А як відомо, збільшення температури введення присадки до складу мастила на кожні 9,7°С знижує індукційний період окислення мастила, що приводить до погіршення реологічних, трибологічних та антикорозійних властивостей мастила [6]. В основу корисної моделі поставлено задачу створити пластичне мастило, яке б мало більш високі протизносні, протизадирні та антиокислювальні властивості. Поставлена задача вирішується тим, що мастило на основі оливи веретенної АУ, загущеної літієвими милами 12-гідрооксистеаринової кислоти, з додаванням дисульфіду молібдену та Фторопласту-4, відповідно до винаходу, додатково містить, як дисперсійне середовище, нафтова олива або суміш нафтови х олив з рівнем в'язкості кінематичної 16,5-22мм 2/с при 100°С, протизадирна присадка Хайтек 312 та антиокиснювальна присадка Борін. В цілому усі складові мастила в наступному співвідношенні, мас. %: 12-гідрооксистеаринова кислота 9,5-10,5 антиокиснювальна присадка Борін 0,5-1,0 гідроксид літію 0,85-0,95 дисульфід молібдену 2,0-4,0 Фторопласт-4 1,5-2,5 присадка Хайтек-312 1,2-2,0 олива веретенна АУ 20-25 нафтова олива або суміш нафтови х олив з рівнем в'язкості кінематичної 16,5-22мм 2/с при 100°С до 100 Відомо, що змащувальна здібність мастил залежить від складу та властивостей дисперсійного середовища. При однаковому загуснику трибологічні властивості мастил поліпшуються в тій же послідовності, як і змащувальні властивості їх дисперсійних середовищ [3]. Використання високов'язких очищених олив значно поліпшує трибологічні властивості мастила. Дослідження показали рівнозначний механізм змащувальної дії дисперсійного середовища з рівнем в'язкості кінематичної 16,5-22мм 2/с при 100°С. Мастила, виготовлені із літієвого мила з використанням високов'язких очищених на фтови х олив володіють високими стабільністю на зсув, гідравлічним опором, в процесі експлуатації зберігають свою початкову консистенцію, захищають від створення іржі [5]. Протизадирні присадки запобігають руйнуванню поверхні і пом'якшують процес тертя. 4 При жорстких умовах тертя молекули присадки розкладаються і активна сірка, що відділяється, вступає в хімічну взаємодію з поверхнею тертя, створюючи так звані модифіковані шари, що володіють нижчою (по зрівнянню з основним металом) міцністю на зсув. Це приводить до значного зниження коефіцієнту тертя та поліпшенню протизадирних властивостей мастила [2]. Найбільш ефективною серед досліджених присадок виявилась протизадирна присадка Хайтек 312 (специфікація фірми „Ethyl"), яка містить сульфосполуки аліфатичних вуглеводів з вмістом активної сірки більш 46% (46-49,5%), що значно підвищує трибологічні властивості мастила. Очевидно, це пов'язано не тільки з реакційною здібністю протизадирної присадки, а також здібністю створювати термостійку плівку, яка підвищує адгезію до поверхні металу. Як відомо, використання в якості протизадирних присадок органічних сполук знижують межу міцності на зсув, погіршуючи часто їх захисні властивості, механічну стабільність [3]. Висока активність присадки Хайтек 312 дозволила ввести її до складу мастила в оптимальній концентрації, що незначно руйнує механічну стабільність мастила та реологічні властивості (межу міцності на зсув). Окиснення мастила у процесі експлуатації негативно відбивається не тільки на структурі та реологічних властивостя х мастила, але і значно погіршує антикорозійні та трибологічні реакції мастила [4]. В результаті проведених досліджень найбільш ефективною присадкою виявилась антиокиснювальна присадка Борін - модифікована борною кислотою сумішно біс-, транс-, моно-, і діалкіл-4-оксибензіламінів ТУ 38. 10111003, яка вводиться до складу мастила при низьких температурах (60-80°С). Підвищення стабільності мастила до окислення знизило величину діаметру зносу і підвищило показник навантаження заїдання. Використання високов'язких очищених олив, протизадирної присадки Хайтек 312 та антиокиснювальної присадки Борін у складі мастила, що містить дисульфід молібдену та полімерну присадку Фторопласт-4 показали сумісність їх функціональної дії та дозволили одержати високоефективне мастило для важко навантажених вузлів тертя з високими експлуатаційними характеристиками. Мастило виго товляють за наступною технологією: до варника, забезпеченого нижнім і боковим обігрівом з перемішуючим пристроєм, завантажують наступні компоненти: 2/3 розрахункової кількості нафтової оливи, необхідну кількість (розрахункову) 12-гідрооксисеаринової кислоти. Суміш нагрівають та проводять омилення водним розчином гідроокису літію. Після проведення омилення, проводять зневоднення суміші і поступово підвищують температуру до досягнення однорідного розплаву мила в оливі. Додають решту (1/3) нафтової оливи, при цьому температура в апараті знижується. 5 29145 Доохолоджують мастило, потім додають антиокислювальну присадку Борін, дисульфід молібдену, Фторопласт -4, протизадирну присадку. Мастило інтенсивно перемішують, гомогенізують та зливають. За наведеною технологію були виготовлені зразки мастил, склад яких наведений у табл. 1. Компоненти Гідрооксистеаринова кислота Присадка Борін Гідроксид літію Дисульфід молібдену Фторопласт-4 Присадка Хайтек 312 Олива веретенна АУ Суміш нафтових олив з рівнем в'язкості кінематичної 16,5-22мм 2/с при 100°С 6 мастило „АЗМОЛ ШРУС-4"за ТУ У 23.2-00152365182-2003. Джерела інформації: 1. Синицын В. В. «Пластичные смазки в СССР», Москва, «Химия», 1984. 2. Фукс И. Г., Буяновский И. А. „Введение в трибологию", Москва, „Нефть и газ", 1995. 3. Фукс И. Г., „Добавки к пластичным смазкам", Москва, Химия, 1982. Таблиця 1 4. Ищук Ю. Л. «Состав, стр уктура и свойства пластичных смазок», Киев, «Наукова думка», 1996. Склад, мас. % 5. А. Зразок 1 К. Караулов 2 „Каталог топливноЗразок Зразок 3 смазочных материалов", Киев, 2002. 9,5 10,0 10,5 6. К. Дж. Бонер „Производство и применение 1,0 0,7 0,8 консистентных смазок»,0,9 ГОСТОПТЕХИЗДАТ, 1953. 0,85 0,95 3,5 2,0 1,5 23,0 До 100 3,5 2,0 1,7 23,0 До 100 3,5 2,0 1,7 23,0 До 100 Порівняльні характеристики одержаних зразків (1, 2, 3) мастила з прототипом наведені у табл. 2. Таблиця 2 Найменування показників 1 Температура краплепадіння, °С Пенетрація при 25°С з перемішуванням (60 подвійних тактів), 10-4м Пенетрація при 25°С з перемішуванням (10000 подвійних тактів), 10-4м Межа міцності на зсув, Па при 20°С при 80°С В'язкість ефективна, Пас при мінус 30°С і середньому градієнті швидкості дєформації 10с-1 Колоїдна стабільність, % виділеної оливи Випаровуваність при 120°С, 1год, % Корозійний вплив на метали (сталь, 100°С, 24 год) Трибологічні характеристики при температурі (20±5)°С, Н: - навантаження зварювання, Рз - навантаження критичне, Рк - індекс задиру, Із - діаметр зносу, мм Антиокиснювальна стабільність, 99°С, 90год., кПа Характеристики Пропоноване мастило Зразок 1 Зразок 2 Зразок 3 2 3 4 195 200 203 Прототип 5 198 278 270 265 280 305 295 280 320 450 270 450 300 540 300 400 210 1400 1620 1750 1780 13,4 2,1 12,0 1,9 10,5 1,3 14,6 2,0 Витримує Витримує Витримує Витримує 7300 8000 7500 6300 1260 700 0,52 1120 790 0,48 1260 750 0,5 1120 600 0,61 27,8 28,4 27,2 48,4 Як видно з даних, наведених в таблиці 2, пропоноване пластичне мастило (зразки 1, 2, 3) має у порівнянні з найближчим аналогом поліпшені показники за трибологічними характеристиками, антиокиснювальною властивістю, механічною стабільністю, що дозволяє розширити експлуатаційні можливості мастила у різних вузлах тертя промислового обладнання. Передбачена корисна модель використовується на ВАТ „АЗМОЛ" - виробляється
ДивитисяДодаткова інформація
Назва патенту англійськоюPaste lubricant for heavy-duty dope friction units
Автори англійськоюShestopalova Valentyna Yakivna, Polukova Yevheniia Oleksiivna, Borysova Vera Volodymyrivna, Stakhurskyi Oleksandr Dmytrovych, Serhiiev Serhii Leonidovych, Makedonskyi Oleh Oleksandrovych, Shaposhnyk Oleksandr Vasyliovych, Tykhomyrov Oleksandr Hennadiiovych
Назва патенту російськоюПластичная смазка для тяжелонагруженных узлов трения
Автори російськоюШестопалова Валентина Яковлевна, Полукова Евгения Алексеевна, Борисова Вера Владимировна, Стахурский Александр Дмитриевич, Сергиев Сергей Леонидович, Македонский Олег Александрович, Шапошник Александр Васильевич, Тихомиров Александр Геннадиевич, Тихомиров Александр Геннадьевич
МПК / Мітки
МПК: C10M 151/00, C10N 30/00, C10M 101/00, C10M 135/00, C10M 119/00
Мітки: мастило, вузлів, важконавантажених, пластичне, тертя
Код посилання
<a href="https://ua.patents.su/3-29145-plastichne-mastilo-dlya-vazhkonavantazhenikh-vuzliv-tertya.html" target="_blank" rel="follow" title="База патентів України">Пластичне мастило для важконавантажених вузлів тертя</a>
Середньотемпературне мастило для важконавантажених вузлів тертя

Номер патенту: 24433
Опубліковано: 17.07.1998
Автори: Чередніченко Петро Георгійович, Букін Віктор Євгенович
МПК: C10M 125/02, C10M 117/00, C10M 101/02, C10M 159/24, C10M 137/00
Мітки: вузлів, важконавантажених, тертя, середньотемпературне, мастило
Текст:
...верхня температурна межа працездатності мастила підвищується до 150-180°С, а в поєднанні з наповнювачами - графітом та дисульфідом молібдену - 35 200°С. Ф о с ф о р о р г а н і ч н а присадка являє собою суміш Ізомерів, що одержані шляхом взаємодії діетилфосфіту та арилсульфонілхіноніміну по реакції: II + (Формула 1) Присадку одержують таким чином: до 1,25 моля діетилфосфіту при перемішуванні та температурі 125°С порціями додають 1 моль...
Середньотемпературне мастило для важконавантажених вузлів тертя кочення та ковзання
Номер патенту: 44571
Опубліковано: 16.05.2005
Автори: Чередніченко Петро Георгієвич, Букін Віктор Євгенович
МПК: C10M 125/02, C10M 125/04
Мітки: важконавантажених, вузлів, кочення, тертя, ковзання, мастило, середньотемпературне
Формула / Реферат:
1. Середньотемпературне мастило для важконавантажених вузлів тертя кочення та ковзання на основі загущених милами олій, що містить багатофункціональну присадку, яке відрізняється тим, що додатково містить графіт і дисульфід молібдену, а як багатофункціональну присадку містить 1,4-ді(N-арилсульфоніл)-2-(тіобезтіазол)бензол при такому співвідношенні компонентів, мас. %: графіт 4-15 дисульфід ...
Середньотемпературне мастило для важконавантажених вузлів тертя катання та ковзання
Номер патенту: 44571
Опубліковано: 15.02.2002
Автори: Чередніченко Петро Георгієвич, Букін Віктор Євгенович
МПК: C10M 125/02, C10M 125/04
Мітки: тертя, мастило, вузлів, важконавантажених, середньотемпературне, катання, ковзання
Формула / Реферат:
1. Середньотемпературне мастило для важконавантажених вузлів тертя кочення та ковзання на основі загущених милами олій, що містить багатофункціональну присадку, яке відрізняється тим, що додатково містить графіт і дисульфід молібдену, а як багатофункціональну присадку містить 1,4-ді(N-арилсульфоніл)-2-(тіобезтіазол)бензол при такому співвідношенні компонентів, мас. %: графіт 4-15 дисульфід ...
Індустріальна олива для важконавантажених вузлів тертя

Номер патенту: 49526
Опубліковано: 16.08.2004
Автори: Македонський Олег Олександрович, Стахурський Олександр Дмитрович, Гаврюшенко Раїса Іванівна, Оверко Тетяна Олександрівна, Сергієва Оксана Валеріївна, Котляр Євдокія Єгорівна, Загубигорілка Валерій Леонідович
МПК: C10M 157/00, C10M 159/00, C10M 125/02, C10M 101/02
Мітки: олива, індустріальна, вузлів, важконавантажених, тертя
Формула / Реферат:
Індустріальна олива для важконавантажених вузлів тертя, що містить нафтову оливу та присадки, яка відрізняється тим, що як присадку вона містить поліфункціональну присадку алкеніламінного типу, яка містить сірку, фосфор і азот, поліметакрилат-Д, блокспівполімер окисів етилену і пропілену, що містить азот, недиспергуючий модифікатор в'язкості поліметакрилатного типу при наступному співвідношенні компонентів, мас. %: ...
Мастило для вузлів тертя ковзання
Номер патенту: 17216
Опубліковано: 15.09.2006
Автори: Македонський Олег Олександрович, Шапошник Олександр Васильович, Полукова Євгенія Олексіївна, Шестопалова Валентина Яківна, Сергієв Сергій Леонідович, Стахурський Олександр Дмитрович, Борисова Вера Володимирівна
МПК: C10M 171/00
Мітки: мастило, тертя, ковзання, вузлів
Формула / Реферат:
Мастило для вузлів тертя ковзання, що містить нафтову оливу, дисульфід молібдену, загусник та антикорозійну присадку, яке відрізняється тим, що містить нафтову оливу або суміш нафтових олив з кінематичною в'язкістю в межах 17-24мм2/с при 100°С, а як антикорозійну присадку містить триетаноламін, як антисинерезисну присадку - алюмінію окис, як загусник - асил-метилкремнезем AM-1-300 при наступному співвідношенні компонентів, мас.%: ...
Попередній патент: Установка комплексного неруйнівного контролю бурильних труб
Наступний патент: Спосіб охолодження сільськогосподарської сировини при транспортуванні та зберіганні
Випадковий патент: Пристрій для контролю ізоляторів, що знаходяться під напругою