Спосіб пресування виробів із сумішей
Номер патенту: 30151
Опубліковано: 15.02.2002
Автори: Романенко Тетяна Миколаївна, Древетняк Ігор Вікторович
Формула / Реферат
Спосіб пресування виробів із сумішей, який включає засипку суміші багатомісну прес-форму, прикладення до неї двостороннього зусилля пресування, який відрізняється тим, що заповнювач суміші перед засипкою роздрібнюють до фракцій, не більше як 1,25 мм, двостороннє зусилля пресування прикладають у два етапи з витримкою кожного з них, причому зусилля пресування другого етапу прикладають з питомим тиском на поверхню виробу 30 - 32 МПа, вироби піддають тепловій та вологій обробці при температурі 80 - 90°С протягом 7 - 9 годин.
Текст
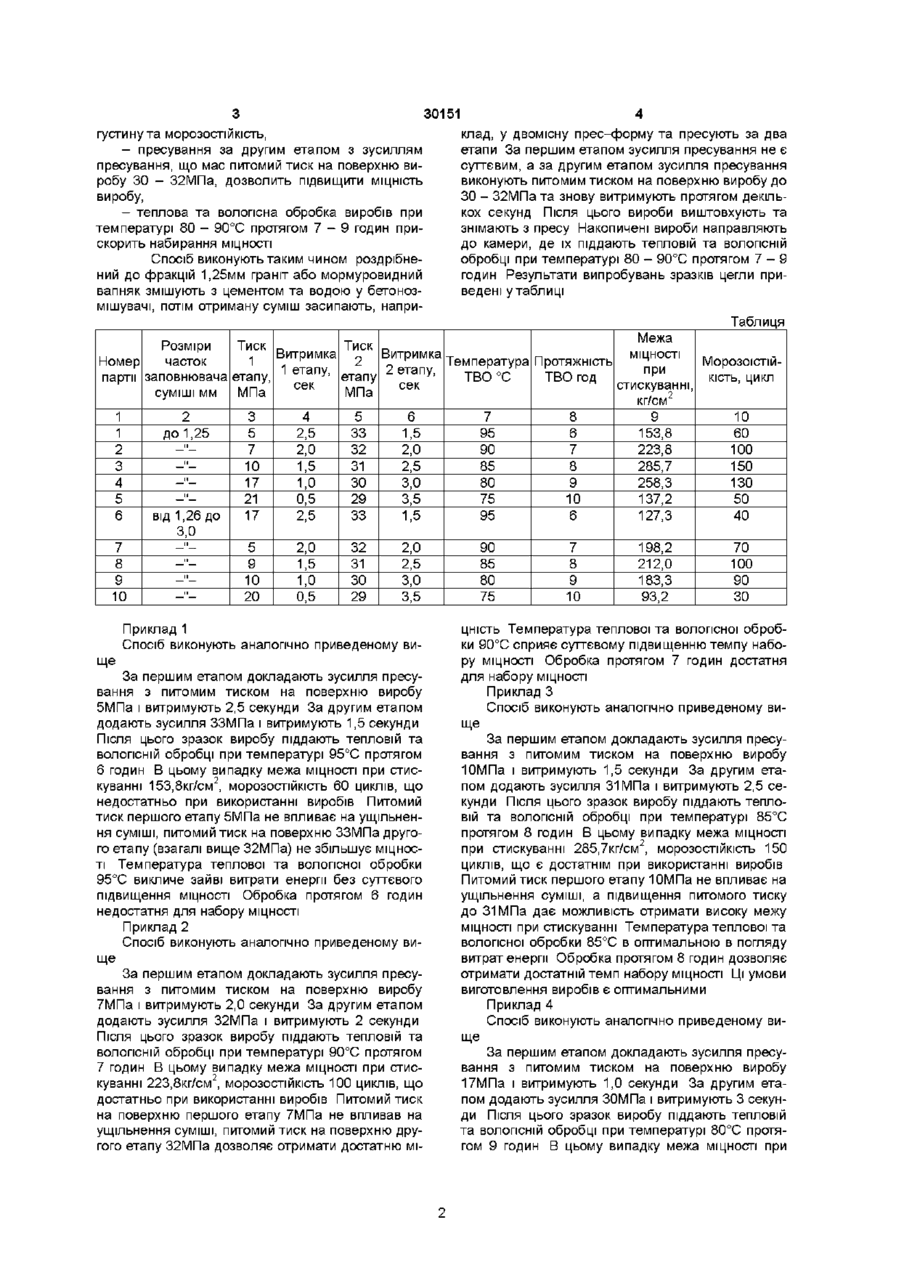
Спосіб пресування виробів із сумішей, який включає засипку суміші багатомісну прес-форму, прикладення до неї двостороннього зусилля пресування, який відрізняється тим, що заповнювач суміші перед засипкою роздрібнюють до фракцій, не більше як 1,25 мм, двостороннє зусилля пресування прикладають у два етапи з витримкою кожного з них, причому зусилля пресування другого етапу прикладають з питомим тиском на поверхню виробу ЗО - 32 МПа, вироби піддають тепловій та вологій обробці при температурі 80 - 90°С протягом 7 - 9 годин Винахід стосується виробництва виробів із сумішей, зокрема, виробництва будівельних виробів методом пресування, наприклад, цегли Відомим Є спосіб пресування виробів із сумішей (патент України 3796 С 1 В 28 В 3/02 1994 р), який прийнято за прототип Спосіб пресування виробів із сумішей включає засипку в багатомісну прес-форму, замикання прес-форми з наступним прикладенням до неї двостороннього зусилля пресування, яке на кожний виріб здійснюють почергово циклами При цьому відношення сумарного зусилля пресування, яке прикладається за один цикл з однієї із сторін до зусилля пресування з іншої сторони дорівнюю не менше двох Це зусилля прикладають з питомим тиском на поверхню виробу не менше ЮМПа (згідно приведених прикладів не більше 15МПа) Ознаками прототипу, які співпадають з суттєвими ознаками винаходу с наявність у способі пресування виробів із сумішей засипки їх у багатомісну прес-форму, прикладення до сумішей двостороннього зусилля пресування Причинами, які перешкоджають досягненню технічного результату винаходу (підвищення МІЦНОСТІ, густини та морозостійкості виробів, а також прискорення набирання МІЦНОСТІ) у прототипі при його використанні є - 10 - 15МПа недостатній тиск на поверхню, він не дозволяє отримати марку цегли вище 200 (межа МІЦНОСТІ при стискуванні у прототипу від 38,8 до212,4кг/см ), - недостатня МІЦНІСТЬ виробу не дає можливості отримати достатню густину та морозостійкість, - в прототипі довго набирається МІЦНІСТЬ, тому що природне набирання МІЦНОСТІ - процес взагалі тривалий У основу винаходу поставлено задачу удосконалення способу пресування виробів із сумішей, в якому за рахунок додаткового роздрібнення початкового матеріалу, підвищення питомого тиску на поверхню виробу, пресування у два етапи з витримкою кожного під навантаженням, теплової та волопсної обробки виробів технічний результат буде досягнуто Поставлену задачу вирішують тим, що у способі пресування виробів із сумішей, який включає засипку сумішей в багатомісну прес-форму, прикладення до них двостороннього зусилля пресування, згідно винаходу, заповнювач сумішей перед засипкою роздрібнюють до фракцій не більше, як 1,25 мм, двостороннє зусилля пресування прикладають у два етапи з витримкою кожного з них, причому зусилля пресування другого етапу прикладають з питомим тиском на поверхню виробу ЗО 32МПа, вироби піддають тепловій та волопсній обробці при температурі 80 - 90°С протягом 7 - 9 годин Між сукупністю суттєвих ознак винаходу і технічним результатом, якого можна досягти, існує такий причинно-наслідковий зв'язок - роздрібнення до фракцій не більше, як 1,25мм, дозволить ліквідувати зайву вологу, що підвищить густину, а як наслідок, морозостійкість виробу, - пресування за першим етапом дозволить додатково роздрібнити, ущільнити суміш, підвищити о ю о со 30151 густину та морозостійкість, - пресування за другим етапом з зусиллям пресування, що мас питомий тиск на поверхню виробу ЗО - 32МПа, дозволить підвищити МІЦНІСТЬ виробу, - теплова та волопсна обробка виробів при температурі 80 - 90°С протягом 7 - 9 годин прискорить набирання МІЦНОСТІ Спосіб виконують таким чином роздрібнений до фракцій 1,25мм граніт або мормуровидний вапняк змішують з цементом та водою у бетонозмішувачі, потім отриману суміш засипають, напри клад, у двомісну прес-форму та пресують за два етапи За першим етапом зусилля пресування не є суттєвим, а за другим етапом зусилля пресування виконують питомим тиском на поверхню виробу до ЗО - 32МПа та знову витримують протягом декількох секунд Після ЦЬОГО вироби виштовхують та знімають з пресу Накопичені вироби направляють до камери, де їх піддають тепловій та волопсній обробці при температурі 80 - 90°С протягом 7 - 9 годин Результати випробувань зразків цегли приведені у таблиці Таблиця Межа Розміри Тиск Тиск Витримка Витримка МІЦНОСТІ часток 1 2 Номер Температура Протяжність Морозоістій1 етапу, 2 етапу, при заповнювача етапу, етапу партії ТВО°С ТВО год КІСТЬ, ЦИКЛ сек сек стискуванні, суміші мм МПа МПа кг/см2 1 2 3 4 5 6 7 8 9 10 1 до 1,25 5 2,5 33 95 6 153,8 60 1,5 2 -"7 2,0 32 2,0 90 7 223,8 100 3 -"10 31 2,5 85 8 285,7 150 1,5 4 -"17 1,0 ЗО 3,0 80 9 258,3 130 5 -"21 0,5 29 3,5 75 10 137,2 50 6 від 1,26 до 17 2,5 33 95 6 127,3 40 1,5 3,0 7 -"5 2,0 32 2,0 90 7 198,2 70 8 -"9 31 2,5 85 8 212,0 100 1,5 9 -"10 1,0 ЗО 3,0 80 9 183,3 90 10 20 0,5 29 3,5 75 10 93,2 ЗО -" ще Приклад 1 Спосіб виконують аналогічно приведеному ви За першим етапом докладають зусилля пресування з питомим тиском на поверхню виробу 5МПа і витримують 2,5 секунди За другим етапом додають зусилля ЗЗМПа і витримують 1,5 секунди Після ЦЬОГО зразок виробу піддають тепловій та волопсній обробці при температурі 95°С протягом 6 годин В цьому випадку межа МІЦНОСТІ при стискуванні 153,8кг/см2, морозостійкість 60 циклів, що недостатньо при використанні виробів Питомий тиск першого етапу 5МПа не впливає на ущільнення суміші, питомий тиск на поверхню ЗЗМПа другого етапу (взагалі вище 32МПа) не збільшує МІЦНОСТІ Температура теплової та волопсної обробки 95°С викличе зайві витрати енергії без суттєвого підвищення МІЦНОСТІ Обробка протягом 6 годин недостатня для набору МІЦНОСТІ Приклад 2 Спосіб виконують аналогічно приведеному вище За першим етапом докладають зусилля пресування з питомим тиском на поверхню виробу 7МПа і витримують 2,0 секунди За другим етапом додають зусилля 32МПа і витримують 2 секунди Після ЦЬОГО зразок виробу піддають тепловій та волопсній обробці при температурі 90°С протягом 7 годин В цьому випадку межа МІЦНОСТІ при стискуванні 223,8кг/см2, морозостійкість 100 циклів, що достатньо при використанні виробів Питомий тиск на поверхню першого етапу 7МПа не впливав на ущільнення суміші, питомий тиск на поверхню другого етапу 32МПа дозволяє отримати достатню МІ ЦНІСТЬ Температура теплової та волопсної обробки 90°С сприяє суттєвому підвищенню темпу набору МІЦНОСТІ Обробка протягом 7 годин достатня для набору МІЦНОСТІ ще Приклад З Спосіб виконують аналогічно приведеному ви За першим етапом докладають зусилля пресування з питомим тиском на поверхню виробу ЮМПа і витримують 1,5 секунди За другим етапом додають зусилля 31 МПа і витримують 2,5 секунди Після ЦЬОГО зразок виробу піддають тепловій та волопсній обробці при температурі 85°С протягом 8 годин В цьому випадку межа МІЦНОСТІ при стискуванні 285,7кг/см2, морозостійкість 150 циклів, що є достатнім при використанні виробів Питомий тиск першого етапу ЮМПа не впливає на ущільнення суміші, а підвищення питомого тиску до 31 МПа дає можливість отримати високу межу МІЦНОСТІ при стискуванні Температура теплової та волопсної обробки 85°С в оптимальною в погляду витрат енергії Обробка протягом 8 годин дозволяє отримати достатній темп набору МІЦНОСТІ ЦІ умови виготовлення виробів є оптимальними ще Приклад 4 Спосіб виконують аналогічно приведеному ви За першим етапом докладають зусилля пресування з питомим тиском на поверхню виробу 17МПа і витримують 1,0 секунди За другим етапом додають зусилля ЗОМПа і витримують 3 секунди Після ЦЬОГО зразок виробу піддають тепловій та волопсній обробці при температурі 80°С протягом 9 годин В цьому випадку межа МІЦНОСТІ при 30151 стискуванні 258,3кг/см , морозостійкість 130 циклів, що є достатнім при використанні виробів Але теплова та волопсна обробка протягом 9 годин і більше викликає зайві витрати енергії без суттєвого підвищення темпу набору МІЦНОСТІ Температура 80°С достатня для досягнення необхідної МІЦНОСТІ ще Приклад 5 Спосіб виконують аналогічно приведеному ви За першим етапом докладають зусилля пресування з питомим тиском на поверхню виробу 21МПа і витримують 0,5 секунди За другим етапом додають зусилля 29МПа і витримують 3,5 секунди Після ЦЬОГО зразок виробу піддають тепловій та волопсній обробці при температурі 75°С протягом 10 годин В цьому випадку межа МІЦНОСТІ при стискуванні 137,2кг/см , морозостійкість 50 циклів, що недостатньо при використанні виробів, Питомий тиск на поверхню першого етапу 21МПа не є суттєвим для досягнення необхідного результату, але питомий тиск на поверхню другого етапу 29МПа не дозволяє отримати необхідну межу МІЦНОСТІ при стискуванні Тепловата волопсна обробка при температурі 75°С не дозволяє досягти необхідної МІЦНОСТІ та викликає зайві витрати енергії Протяжність обробки 10 годин є зайвою, тому що оптимальний результат може бути досягнутим уже після 7 - 9 годин Тривалість витримки під навантаженням обох етапів не є суттєвою, достатніми є декілька секунд, наприклад 1 - 3 Порівняльний аналіз результатів проведених експериментів партий, що мають частки заповнювача суміші з фракціями до 1,25мм, (партії 1 - 5), із фракціями від 1,26 до Змм (партії 6 - 1 0 ) , в яких були дотримані однакові умови і параметри, показав, що при збільшенні розмірів часток заповнювача понизилась морозостійкість та межа МІЦНОСТІ ДП "Український інститут промислової власності "(Укрпатент) Україна, 04119, Киів-119, вул сім'ї Хохлових, 15 (044) 456-20-90
ДивитисяДодаткова інформація
МПК / Мітки
МПК: B28B 3/02
Мітки: виробів, спосіб, пресування, сумішей
Код посилання
<a href="https://ua.patents.su/3-30151-sposib-presuvannya-virobiv-iz-sumishejj.html" target="_blank" rel="follow" title="База патентів України">Спосіб пресування виробів із сумішей</a>
Керамічна маса для виготовлення виробів способом напівсухого пресування
Номер патенту: 7266
Опубліковано: 30.06.1995
Автори: Чернікова Ірина Валеріївна, Дигдалович Андрій Михайлович, Бек Юрій Маркіянович, Бек Маркіян Васильович
МПК: C04B 18/10, C04B 33/00
Мітки: керамічна, виробів, способом, пресування, виготовлення, напівсухого, маса
Формула / Реферат:
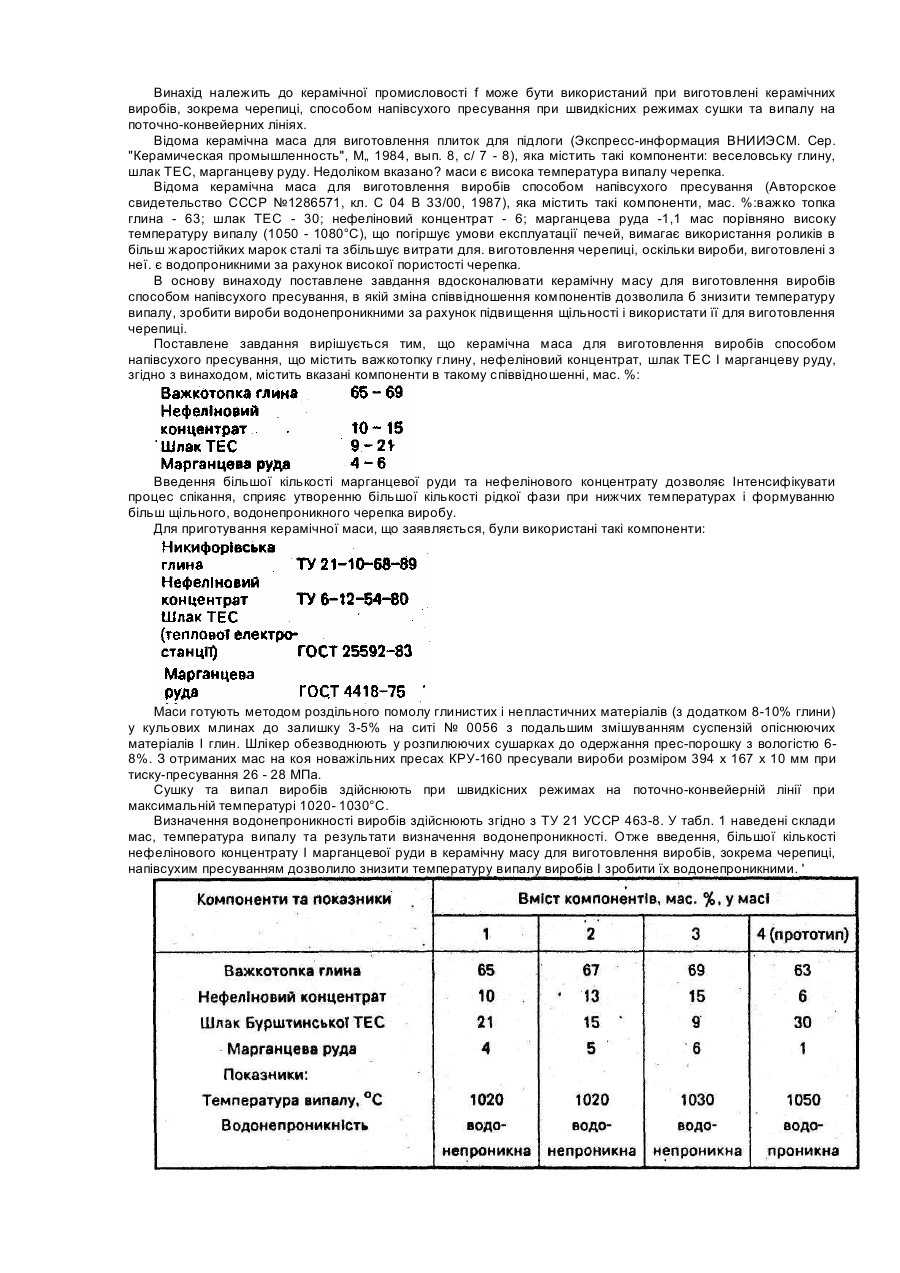
Керамічна маса для виготовлення виробів способом напівсухого пресування, що містить важ-котопку глину, нефеліновий концентрат, шлак ТЕС і марганцеву руду, яка відрізняється тим, що вона містить вказані компоненти в такому співвідношенні, мас.%:важкотопка глина 65-69 нефеліновий концентрат 10-15 шлак ТЕС 9-21 марганцева руда...
Касетна форма для формування виробів з пінобетонних сумішей
Номер патенту: 41050
Опубліковано: 15.08.2001
Автори: Шастун Володимир Нестерович, Мартиненко Володимир Олександрович
МПК: B28B 7/00
Мітки: форма, сумішей, касетна, пінобетонних, виробів, формування
Формула / Реферат:
Касетна форма для формування виробів з пінобетонних сумішей, що містить знімну бортоснастку, складену з двох секцій з поперечними перегородками, шарнірно з'єднаних між собою тягою із закріпленими на ній поздовжніми перегородками, яка відрізняється тим, що поперечні перегородки встановлені впритул до поздовжніх і зафіксовані в нижній частині форми за допомогою пластин, каліброваних по розміру виробу.
Керамічна маса для виготовлення виробів способом напівсухого пресування при швидкісному режимі сушки та випалу
Номер патенту: 15378
Опубліковано: 30.06.1997
Автори: Чернікова Ірина Валеріївна, Ящук Оксана Богданівна, Бек Маркіян Васильович, Дигдалович Андрій Михайлович, Бек Юрій Маркіянович
МПК: C04B 33/00, C04B 14/10
Мітки: швидкісному, напівсухого, маса, сушки, виробів, режимі, пресування, способом, виготовлення, випалу, керамічна
Формула / Реферат:
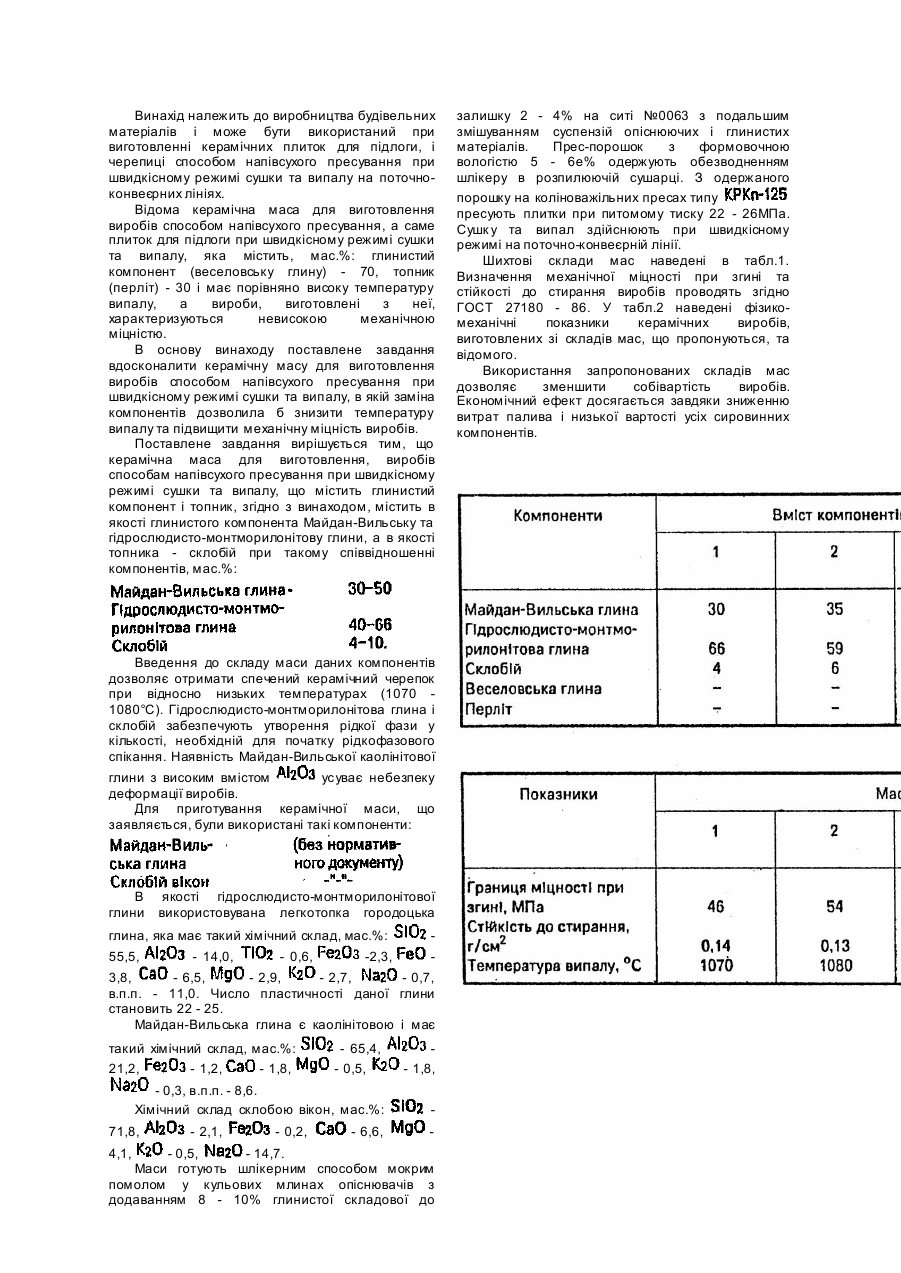
Керамічна маса для виготовлення виробів способом напівсухого пресування при швидкісному режимі сушки та випалу, що містить глинистий компонент і топник, яка відрізняється тим, що містить в якості глинистого компонента Майдан-Вильську та гідрослюдисто-монтморилонітову глини, а в якості топника - склобій, при такому співвідношенні компонентів, мас.%:Майдан-Вильська глина ...
Пристрій для формування виробів з бетонних сумішей
Номер патенту: 33971
Опубліковано: 15.02.2001
Автори: Зайченко Стефан Володимирович, Гарнець Володимир Миколайович
МПК: B28B 13/00
Мітки: формування, бетонних, сумішей, виробів, пристрій
Текст:
...14. До збігання рукава розподіляючого бункеру 7 з початком форми, стінка форми 12 збирається повністю, після чого починається другий етап формування, який супроводжується поданням бетонної суміші з бункеру 3 крізь розподіляючий бункер 5 у форму 11, після чого вмикається гідроциліндр 15 приводу горизонтально рухомої рами 5, на якій розташовано укочуючий ролик 9. Горизонтально-рухома рама 5 разом з укочуючим роликом 9 здійснює...
Спосіб обробки скляних виробів та листового скла
Номер патенту: 28933
Опубліковано: 16.10.2000
Автор: Магєрамов Рафік Іскандеровіч
МПК: C03C 23/00, C03C 15/00
Мітки: листового, виробів, спосіб, скляних, обробки, скла
Формула / Реферат:
Спосіб обробки скляних виробів та листового скла, що полягає у хімічній обробці поверхневої плівки скляного виробу, який відрізняється тим, що скляні вироби та листове скло обробляють у насиченому лужному розчині при температурі за Цельсієм від 76 до 80 градусів з урахуванням витримки виробу у розчині при зазначеній температурі від 6 до 8 годин.
Попередній патент: Система для визначення та виміру змін в опорі зарядженого тіла
Наступний патент: Спосіб управління роботою ерліфта та ерліфтна установка.
Випадковий патент: Спосіб виробництва желейного мармеладу