Спосіб обробки молібдену і вольфраму та їх сплавів
Номер патенту: 30238
Опубліковано: 15.11.2000
Автори: Бочар Ігор Йосипович, Сміян Олег Дмитрович, Горбатюк Роман Михайлович, Дзядикевич Юрій Володимирович
Формула / Реферат
Спосіб обробки молібдену і вольфраму та їх сплавів шляхом дифузійного насичення, який відрізняється тим, що тугоплавкі метали попередньо рафінують, а потім молібденують (вольфрамують) у порошковій суміші при такому співвідношенні компонентів, мас. %:
молібден (вольфрам)
60-80
фтористий натрій
3-5
оксид алюмінію
решта.
Текст
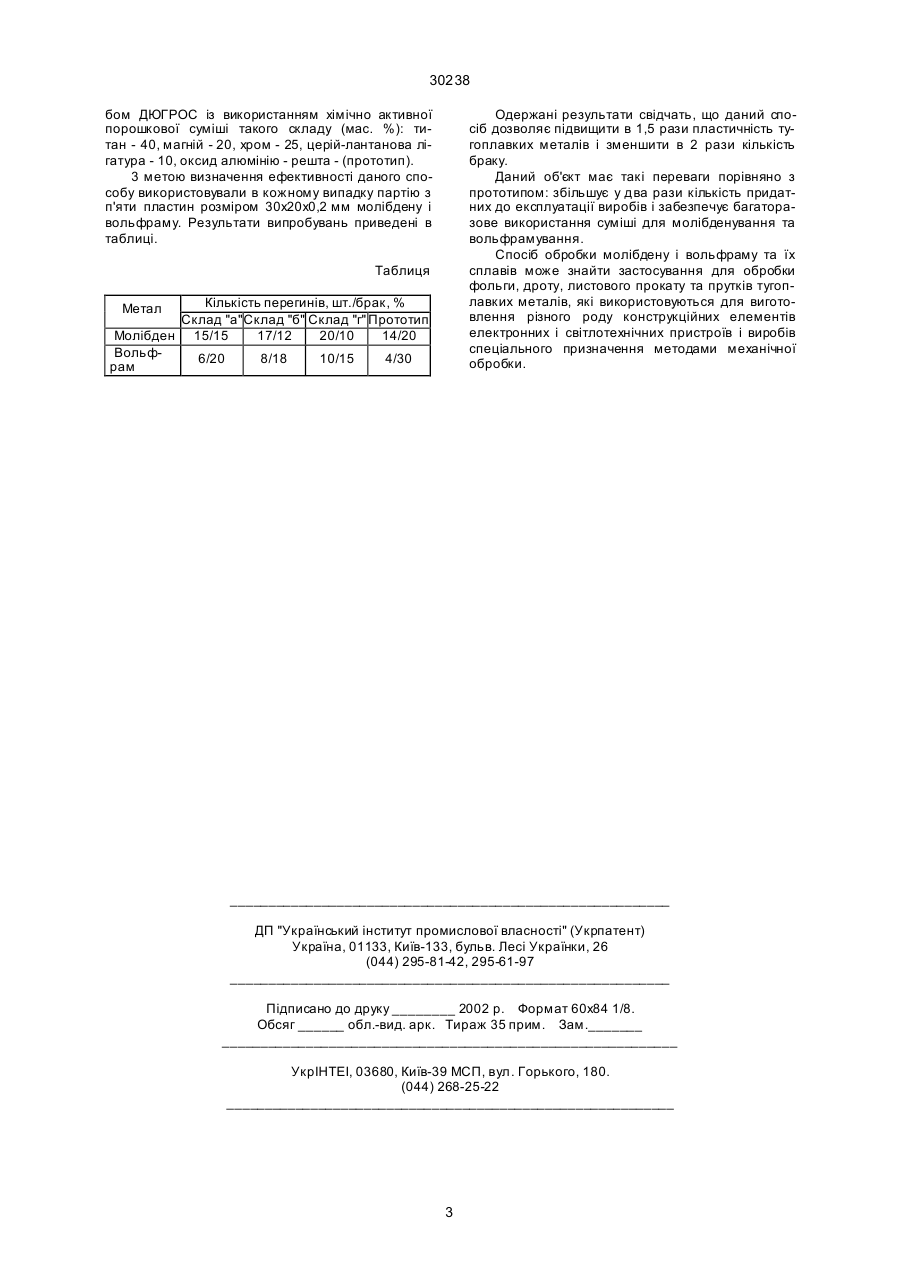
Спосіб обробки молібдену і вольфраму та їх сплавів шляхом дифузійного насичення, який відрізняється тим, що тугоплавкі метали попередньо рафінують, а потім молібденують (вольфрамують) у порошковій суміші при такому співвідношенні компонентів, мас. %: молібден (вольфрам) 60-80 фтористий натрій 3-5 оксид алюмінію решта. (19) (21) 98020578 (22) 03.02.1998 (24) 15.11.2000 (33) UA (46) 15.11.2000, Бюл. № 6, 2000 р. (72) Дзядикевич Юрій Володимирович, Горбатюк Роман Михайлович, Сміян Олег Дмитрович, Бочар Ігор Йосипович (73) Дзядикевич Юрій Володимирович, Горбатюк Роман Михайлович, Сміян Олег Дмитрович, Бочар Ігор Йосипович 30238 му температурному режимі, прийому кількість термоциклів не перевищує чо тири. Цей спосіб зменшує в 2 рази температуру відпалу і в 1,5-5 разів тривалість процесу рафінування. В процесі одержання дроту та листового прокату молібдену і вольфраму на їх поверхні виникають макродефекти (тріщини, риски, пори, раковини), що погіршують фізико-механічні властивості металу, зокрема, пластичність. Зменшити вплив макродефектів на властивості тугоплавких металів можна шляхом механічної або хімічної обробки. Мета винаходу - підвищення пластичності молібдену і вольфраму та їх сплавів і зменшення браку вигото влених деталей. Поставлена мета досягається тим, що молібден і вольфрам попередньо рафінують за допомогою способу ДЮГРОС (Патент України № 14792 А, С22F1/18, від 18.02.1997 року), а потім їх поверхню насичують молібденом і вольфрамом відповідно. Для проведення рафінування і наступного дифузійного насичення використовували листовий прокат молібдену марки МЧ (ТУ 48-42-66-71) і вольфраму ВА (ТУ 48-19-108-74), із якого виготовляли зразки розміром 30х20х0,2 мм. Рафінування тугоплавких металів проводять у вакуумі (р=1·10-5мм рт.ст.) із використанням контейнерів заповнених порошковою сумішшю при такому співвідношенні компонентів (мас.%): титан - 40, магній - 20, хром - 25, церій-лантанова лігатура - 10, розріджувач - решта. Температура відпалу не перевищувала 0,4Тр. (де Тр. - температура рекристалізації тугоплавкого металу). Рафінування проводять у циклічному температурному режимі, при якому кількість циклів не перевищує 4, а експозиція складає чотири години. Поверхневе насичення тугоплавких металів молібденом і вольфрамом здійснюють таким чином. Молібденування (вольфрамування) тугоплавких металів проводять в порошковому середовищі при такому співвідношенні компонентів, мас.%: молібден (вольфрам) - 60-80, фтористий натрій - 3-5, розріджувач - решта. Компоненти порошкової суміші виконують такі функції. Молібден (вольфрам) є молібденуючий (вольфрамуючий) агент. Фтористий натрій виконує роль активатора процесу. Розріджував (оксид алюмінію) запобігає спіканню компонентів суміші і припіканню її до поверхні металів. Порошок молібдену (ТУ 48-42-66-71) і вольфраму (ТУ 48-19-106-74) використовують зернистістю 100-120 мкм. Фтористий натрій NaF (ГОСТ 4463-66) і оксид алюмінію Al2O3 марки ГОО (ГОСТ 6912-74) застосовують зернистістю до 40 мкм. При початковому використанні порошкової суміші всі компоненти змішують між собою з метою одержання однорідної маси. Насичення проводять в спеціальних контейнерах, які виготовлені із жаростійких сплавів. Перед проведенням насичення контейнер упаковували в такій послідовності. На дно контейнера насипали однорідну молібденуючу (вольфрамуючу) суміш то вщиною 20±5 мм, а потім вертикально встановляли зразки молібдену (вольфраму), віддаль між якими становила 5-7 мм, а до стінок контейнера 15±5 мм. Встановлені зразки повністю засипали сумішшю із одночасним її ущільненням, причому товщина ша ру суміші над верхнім краєм зразків повинна бути не менше 30±5 мм. Після проведених операцій контейнер поміщали у вакуумну піч (р=1·10-5мм. рт.ст.) і нагрівали при молібденуванні до 900°С, а вольфрамуванні до 800°С. Процес тривав одну годину. Під час рафінування тугоплавких металів, домішки проникнення, що знаходяться по границях зерен, дифундують із глибини металу на поверхню, де вони адсорбуються хімічноактивними компонентами порошкової суміші. В процесі молібденування (вольфрамування) в контейнері відбувається взаємодія фториду натрію з дифузантом, внаслідок чого утворюється фторид молібдену (вольфраму), який забезпечує перенесення насичуючого компоненту до поверхні тугоплавкого металу. Крім цього, насичення відбувається за рахунок безпосередньо компоненту джерела дифузії (Mo, W) з поверхнею листового металу. Спільна дія двох механізмів сприяє заліковуванню поверхневих дефектів, які є в тугоплавких металах. Після закінчення процесів рафінування та насичення контейнер охолоджується разом із піччю до 20±5°С, а потім його розпаковували і відокремлювали на ситі порошкові суміші від оброблених зразків. Суміш зберігають в герметичній тарі з метою запобігання контакту із парами води. Зразки тугоплавких металів після дифузійного насичення мають рівномірний світло-сірий колір і металографічним аналізом макродефектів в поверхневих шарах молібдену і вольфраму не виявлене. В результаті рафінування та молібденування (вольфрамування) пластичність металів значно зростає порівняно з необробленими. Показником пластичності є число перегинів. Відповідно до стандарту (ГОСТ 13813-68) за один перегин приймають згин зразка на 90° і повертання його у початкове положення. Згин зразків проводять в обидві сторони в спеціальному пристрої. Зменшення вмісту молібдену (вольфраму) і фтористого натрію нижче вказаних інгредієнтів погіршує пластичність, а підвищення їх вмісту приводить до налипання порошків до поверхні металів і погіршення їх чистоти, а також до надмірної витрати порошків. Для оцінки ефективності використання даного способу під час виготовлення тонкостінних виробів із оброблених зразків тугоплавких металів розміром 30х20х0,2 мм шляхом екструзії виготовляли стаканчики і лодочки з відношенням висоти до діаметру 3:1 і довжини до висоти 5:2 відповідно. Вироби бракували за такими дефектами: рвані краї, глибокі риски по зовнішній поверхні, тріщини. Постійну активність суміші для молібденування (вольфрамування) підтримують перед кожним її повторним використанням шляхом уведення 2% свіжого порошку молібдену (вольфраму) і 1% фтористого натрію. Постійну активність суміші підтримують протягом 15-20 разового її використання. Використовували такі склади порошкової суміші для молібденування (вольфрамування) тугоплавких, металі в (мас.%): а) молібден (вольфрам) - 60, фтористий натрій - 3, оксид алюмінію - решта; б) молібден (вольфрам) - 70, фтористий натрій - 4, оксид алюмінію - решта; в) молібден (вольфрам) - 80, фтористий натрій - 5, оксид алюмінію решта; г) рафінування тугоплавких металів спосо 2 30238 бом ДЮГРОС із використанням хімічно активної порошкової суміші такого складу (мас. %): титан - 40, магній - 20, хром - 25, церій-лантанова лігатура - 10, оксид алюмінію - решта - (прототип). 3 метою визначення ефективності даного способу використовували в кожному випадку партію з п'яти пластин розміром 30х20х0,2 мм молібдену і вольфраму. Результати випробувань приведені в таблиці. Одержані результати свідчать, що даний спосіб дозволяє підвищити в 1,5 рази пластичність тугоплавких металів і зменшити в 2 рази кількість браку. Даний об'єкт має такі переваги порівняно з прототипом: збільшує у два рази кількість придатних до експлуатації виробів і забезпечує багаторазове використання суміші для молібденування та вольфрамування. Спосіб обробки молібдену і вольфраму та їх сплавів може знайти застосування для обробки фольги, дроту, листового прокату та прутків тугоплавких металів, які використовуються для виготовлення різного роду конструкційних елементів електронних і світлотехнічних пристроїв і виробів спеціального призначення методами механічної обробки. Таблиця Кількість перегинів, шт./брак, % Склад "а"Склад "б" Склад "г" Прототип Молібден 15/15 17/12 20/10 14/20 Вольф6/20 8/18 10/15 4/30 рам Метал __________________________________________________________ ДП "Український інститут промислової власності" (Укрпатент) Україна, 01133, Київ-133, бульв. Лесі Українки, 26 (044) 295-81-42, 295-61-97 __________________________________________________________ Підписано до друку ________ 2002 р. Формат 60х84 1/8. Обсяг ______ обл.-вид. арк. Тираж 35 прим. Зам._______ ____________________________________________________________ УкрІНТЕІ, 03680, Київ-39 МСП, вул. Горького, 180. (044) 268-25-22 ___________________________________________________________ 3
ДивитисяДодаткова інформація
Назва патенту англійськоюProcess for treatment of molybdenum and tungsten and their alloys
Автори англійськоюDziadykevych Yurii Volodymyrovych, Horbatiuk Roman Mukhailovych, Smiian Oleh Dmytrovych, Bochar Ihor Yosypovych
Автори російськоюДзядикевич Юрий Владимирович, Горбатюк Роман Михайлович, Смиян Олег Дмитриевич, Бочар Игорь Иосифович
МПК / Мітки
МПК: C22F 1/18
Мітки: молібдену, спосіб, сплавів, вольфраму, обробки
Код посилання
<a href="https://ua.patents.su/3-30238-sposib-obrobki-molibdenu-i-volframu-ta-kh-splaviv.html" target="_blank" rel="follow" title="База патентів України">Спосіб обробки молібдену і вольфраму та їх сплавів</a>
Порошкова суміш для відпалу молібдену і вольфраму
Номер патенту: 14594
Опубліковано: 20.01.1997
Автори: Горбатюк Роман Михайлович, Дзядикевич Юрій Володимирович, Сміян Олег Дмитрович
МПК: C22F 1/18
Мітки: молібдену, суміш, вольфраму, відпалу, порошкова
Формула / Реферат:
Порошкова суміш для відпалу молібдену і вольфраму, що містить в собі як геттери титан і церій-лантанову лігатуру, яка відрізняється тим, що вона додатково містить магній і хром, при такому співвідношенні компонентів, мас. %:Титан 30-40Магній 15-20Хром 20-25Церій-лантанова лігатура 8-10Розріджувач...
Спосіб визначення молібдену (vi) і вольфраму (vi)

Номер патенту: 8354
Опубліковано: 29.03.1996
Автори: Зимомря Іван Іванович, Мушкало Ігор Лукич, Кіш Павло Павлович, Балог Йосип Степанович
МПК: G01N 31/22
Мітки: спосіб, визначення, вольфраму, молібдену
Формула / Реферат:
(57) Спосіб визначення молібдену (VI) та вольфраму (VI), який включає в себе перевод їх в комплексну сполуку з органічним реагентом в середовищі соляної кислоти, екстракцію органічним розчинником 1 наступне фотометрування, який відрізняється тим, що як органічний реагент використовують бістриметинціанін А з концентрацією в аналізуємому розчині (0,7-1.0)10-4 М, перевод в комплексну сполуку здійснюють в присутності роданід-іонів з концентрацією...
Склад суміші для борування виробів із карбіду кремнію та дисиліциду молібдену
Номер патенту: 30237
Опубліковано: 15.11.2000
Автори: Дзядикевич Юрій Володимирович, Бочар Ігор Йосипович, Горбатюк Роман Михайлович
МПК: C23C 10/30, C23C 10/56, C23C 10/48
Мітки: молібдену, кремнію, борування, склад, карбіду, суміші, виробів, дисиліциду
Формула / Реферат:
Склад суміші для борування виробів із карбіду кремнію та дисиліциду молібдену, що містить аморфний бор, фтористий натрій і оксид алюмінію, який відрізняється тим, що додатково містить гідрид титану, при такому співвідношенні компонентів, мас. %: аморфний бор 20-40 фтористий натрій 1-5 гідрид титану 5-10 оксид ...
Спосіб обробки виробів на основі карбіду кремнію та дисиліциду молібдену
Номер патенту: 30240
Опубліковано: 15.11.2000
Автори: Горбатюк Роман Михайлович, Бочар Ігор Йосипович, Дзядикевич Юрій Володимирович
МПК: C04B 41/87, H05B 3/14, C04B 35/56
Мітки: дисиліциду, карбіду, основі, молібдену, обробки, виробів, спосіб, кремнію
Формула / Реферат:
Спосіб обробки виробів на основі карбіду кремнію та дисиліциду молібдену шляхом нанесення суспензії на основі дисиліциду молібдену із подальшим обпіком, який відрізняється тим, що вироби попередньо силіціюють, а потім борують і наносять суспензію, при такому співвідношенні компонентів, мас. %: дисиліцид молібдену 70-80 силіцидоксидна кераміка, ЦИС-2 15-20 ...
Спосіб дюгрос рафінування тугоплавких металів і сплавів
Номер патенту: 14792
Опубліковано: 18.02.1997
Автори: Горбатюк Роман Михайлович, Дзядикевич Юрій Володимирович, Сміян Олег Дмитрович
МПК: C22F 1/18
Мітки: тугоплавких, дюгрос, металів, спосіб, рафінування, сплавів
Формула / Реферат:
1. Спосіб рафінування тугоплавких металів і сплавів шляхом відпалу в порошковій суміші, який відрізняється тим, що рафінування провадять у вакуумі не гірше за 10 Па (10 мм рт.ст.) при температурі, що не перевищує 0,4 Тр (де Тр - температура - за Кельвіном - рекристалізації тугоплавкого металу).2....
Попередній патент: Склад суміші для борування виробів із карбіду кремнію та дисиліциду молібдену
Наступний патент: Склад суміші для силіціювання виробів із карбіду кремнію та дисиліциду молібдену
Випадковий патент: Спосіб збагачення бідних хромітових руд