Мідяна підкладка
Формула / Реферат
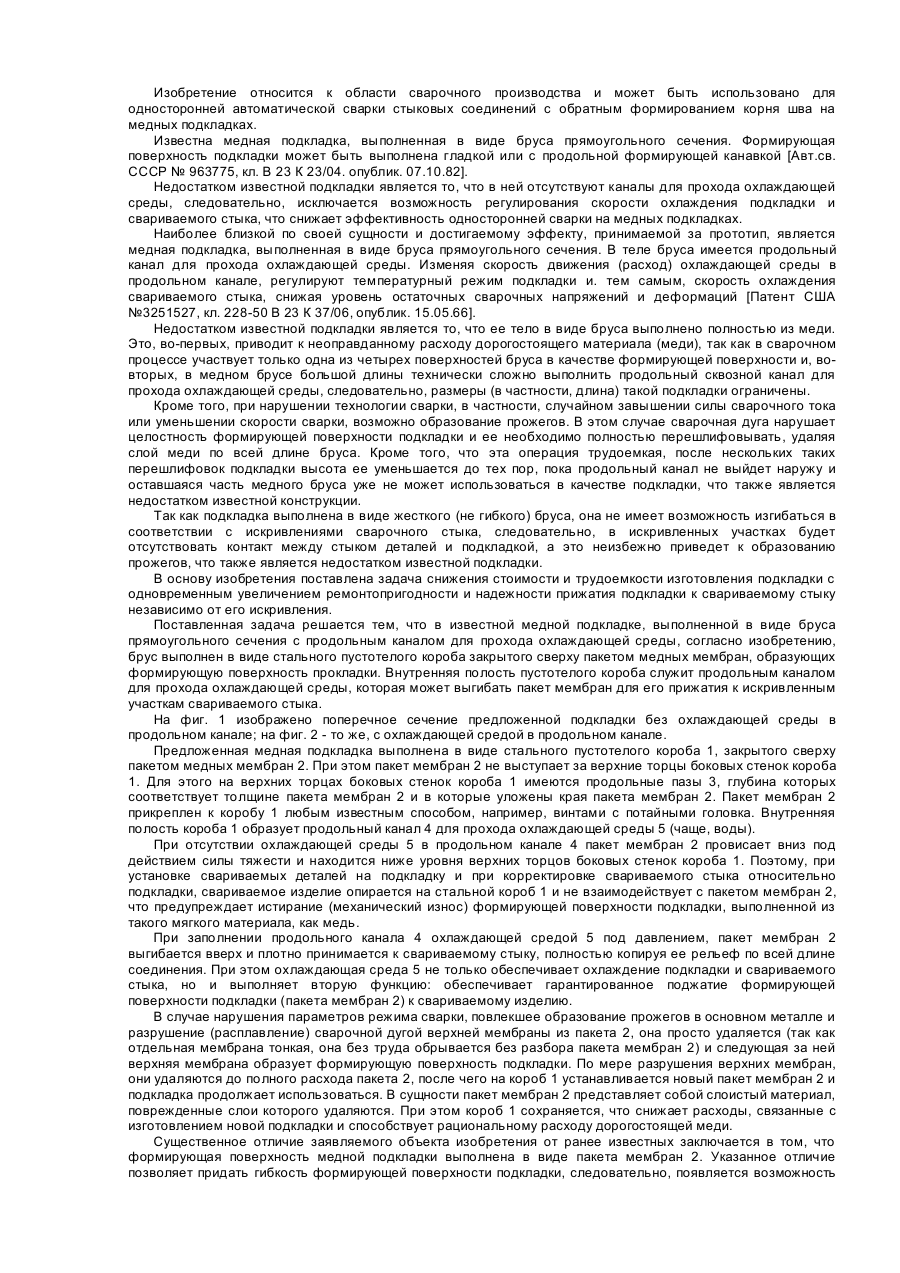
Мідяна підкладка, виконана у вигляді багатогранного брусу, на кожній грані якого є поздовжня формувальна канавка, відмінна тим, що забезпечена боковими оправками, внутрішня форма котрих повторює зовнішню поверхню мідяного бруса і щільно прилягає до його граней в робочому стані, а також формувальні канавки на незастосованих гранях брусу служать каналами для проходу охолоджувального середовища, в якості якого використовуються різні рідини та гази як по хімічному складу, так і по інтенсивності поступання їх в формувальні канавки.
Текст
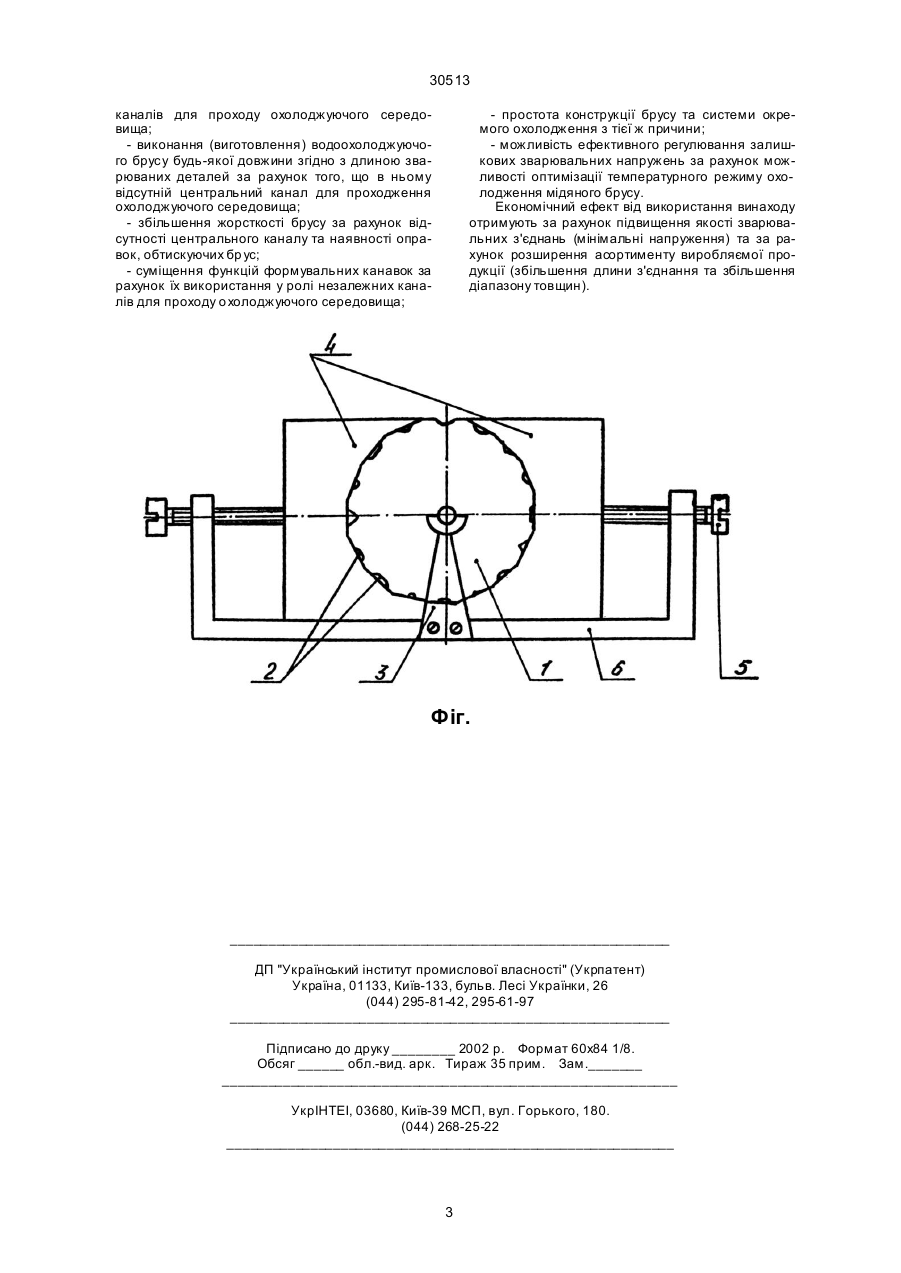
Мідяна підкладка, виконана у вигляді багатогранного брусу, на кожній грані которого є поздов 30513 довища більшої довжини: ця операція трудомістська. В основу винаходу поставлена задача розширення функціональних можливостей мідяної підкладки з одночасним спрощенням виготовлення каналів для проходження охолоджувального середовища шляхом забезпечення регулювання тепловідводу від зварюваних деталей будь-якої довжини. Поставлена задача вирішується тим, що відома мідяна підкладка, виконана у вигляді багатогранного брусу, на кожній грані якого є поздовжна формувальна канавка, забезпечена боковими оправками, внутрішня форма которих повторює зовнішню поверхню мідяного бруса і щільно прилягає до його граней в робочому стані, а також формувальні канавки на незастосованих гранях брусу служать каналами для проходу охолоджувального середовища, за яке використовуються різні рідини та гази як по хімічному складу, так і по інтенсивності поступання їх в формувальні канавки. Сутність винаходу пояснюється ілюстративним матеріалом (фіг.), на якому представлено переріз запропонованої мідяної підкладки. Мідяна підкладка виконана у вигляді багатогранного брусу 1, на кожній грані котрого є формувальна канавка 2, форма і розміри якої відповідають типу і товщині зварювального з'єднання (заданим характеристикам кореня шва). Багатогранний брус 1 встановлений на стойках 3, які його утримують та забезпечують можливість його обертання при вибирання необхідного типу формувальної канавки 2. Фіксація багатогранного брусу 1 у вибраному положенні здійснюється за допомогою бокових оправок 4, встановлених з обох боків від брусу 1, котрі підтискуються до брусу 1 за допомогою гвинтів 5. Всі деталі мідяної підкладки розташовані на опорі 6. Подальша сутність винаходу пояснюється сумісно з принципом роботи запропонованої підкладки. Знаючи товщину зварюваних деталей та тип зварювального з'єднання, вибирають формувальну канавку 2 необхідних розмірів та конфігурації (канавки 2 на багатогранному брусі 1 могуть бути зазначені згідно з товщиною зварювальних деталей). Потім, викручуючи гвинти 5, родвигають оправки 4, визволяючи (розфіксовуваючи) багатогранний брус 1. Повертаючи багатогранний мідяний брус 1 в будь-якому напрямку відносно стоєк 3, встановлюють зверху ту його грань, на котрій є вибрана формувальна канавка 2. Далі оправки 4 підтискують до брусу 1 за допомогою гвинтів 5. Завдяки тому, що вн утрішня поверхня оправок 4 повторює зовнішню форму брусу 1, оправки 4 і брус 1 щільно (без зазорів) прилягають один до одної, а формувальні канавки 2 незалучених граней брусу 1 утворюють канали для проходу охолоджувального середовища між поверхнями оправок 4 і брусу 1. Таким чином, всі формувальні канавки 2 брусу 1, незалежно від їх розташування, участвують в зварювальному процесі: одна з них (верхня) формує корень шва, останні – охолоджують багатогранний брус 1. Після вибору потрібної формувальної канавки 2 та фіксації брусу 1, на поверхню підкладки встановлюють зварювальні деталі, суміщуючи зварюваний стик з продольною осью канавки 2. Перед зварювальним процесом у вільні канавки 2, що знаходяться між оправками 4 та брусом 1, подають охолоджуюче середовище. Так як ці канавки 2 не зв'язані одна з одною, в кожну з них може подаватися індивідуальне охолоджуюче середовище, як по температурі, хімічному складу (луг, кислота, вода), так і по інтенсивності протікання. Наприклад, при зварюванні теплостійких сталей потрібен попередній підогрів, тому через канавки 2 пропускають гарячу воду. Таку ж середу подають при зварюванні загартовуючи хся сталей з метою зниження швидкості охолодження кореня шва. При зварюванні різнородних сталей в канавки, розташовані з одного боку, подають холодну воду, а під інший бік - теплу воду. Інтенсивність протікання в канавках 2 охолоджуючого середовища визначає швидкість охолодження або підігріва мідного багатогранного брусу 1. Якщо будь-яку канавку 2 необхідно очистити від окалини або забруднення, що мають місце при раніше виконаних зварювальних роботах, в неї подають кислу або лужну середу в залежності від характеру забруднення. Таким чином, рівномірне розташування канавок 2, ізольованих одна від одної, дозволяє їх використовувати як незалежні охолоджуючі канали і регулювати тепловідвод (його інтенсивність та напрямок) в брусі 1, досягаючи максимального зниження вірогідності виникнення тріщин, загартовуючих стр уктур, зменшуючи рівень залишкових зварювальних напружень, очищува ти канавки від забруднень, тобто створювати оптимальні технологічні умови для отримання якісних односторонніх шві в. Суттєва відмінність запропонованого об'єкту від раніше відомих міститься в тому, що багатогранний брус з канавками розташований між оправками, поверхня яких відповідає поверхні брусу. Вказана відмінність дозволяє використовувати "неробочі" формувальні канавки у ролі незалежних каналів для проходу охолоджуючого середовища, різного по інтенсивності проходження, температурі та хімічному складу і, тим самим, регулювати температурний режим мідяного брусу повністю або тільки потрібної його частини з одночасним очищенням від забруднень канавок. Жодна з відомих підкладок не може мати відмічених властивостей, так як з-за відсутності елементів (зокрема, оправок), забезпечующих утворення каналів з канавок, останні не могуть використовуватися функціонально для регулювання температурного режиму підкладки. Виконання же каналу внутри брусу призводить до додаткових трудозатрат, неможливості регулювання температури брусу по його перерізу, до очищення канавок, тобто технологічно нераціонально та не ефективно. Приклад конкретного виконання. Багатогранний брус виготовляється з технічної міді марки М1 діаметром 60-70 мм, має 20 граней шириною 910 мм. Оправки мають товщину 15-20 мм (у вузькому місці - в центрі) і також виготовляються з міді марки М1. Інші деталі: стойки, основа, гвинти – виготовляють із сталі. До переваг запропонованого технічного рішення, порівнюючи з прототипом, можна віднести слідуюче: - можливість охолодження підкладки по частинам в залежності від умов зварювання за рахунок використання формувальних канавок у ролі 2 30513 каналів для проходу охолоджуючого середовища; - виконання (виготовлення) водоохолоджуючого брусу будь-якої довжини згідно з длиною зварюваних деталей за рахунок того, що в ньому відсутній центральний канал для проходження охолоджуючого середовища; - збільшення жорсткості брусу за рахунок відсутності центрального каналу та наявності оправок, обтискуючих бр ус; - суміщення функцій формувальних канавок за рахунок їх використання у ролі незалежних каналів для проходу о холоджуючого середовища; - простота конструкції брусу та системи окремого охолодження з тієї ж причини; - можливість ефективного регулювання залишкових зварювальних напружень за рахунок можливості оптимізації температурного режиму охолодження мідяного брусу. Економічний ефект від використання винаходу отримують за рахунок підвищення якості зварювальних з'єднань (мінімальні напруження) та за рахунок розширення асортименту виробляємої продукції (збільшення длини з'єднання та збільшення діапазону товщин). Фіг. __________________________________________________________ ДП "Український інститут промислової власності" (Укрпатент) Україна, 01133, Київ-133, бульв. Лесі Українки, 26 (044) 295-81-42, 295-61-97 __________________________________________________________ Підписано до друку ________ 2002 р. Формат 60х84 1/8. Обсяг ______ обл.-вид. арк. Тираж 35 прим. Зам._______ ____________________________________________________________ УкрІНТЕІ, 03680, Київ-39 МСП, вул. Горького, 180. (044) 268-25-22 ___________________________________________________________ 3
ДивитисяДодаткова інформація
Назва патенту англійськоюCopper backing
Автори англійськоюKaliuzhnyi Valerii Vilinovych
Назва патенту російськоюМедная подкладка
Автори російськоюКалюжный Валерий Вилинович
МПК / Мітки
МПК: B23K 37/06
Код посилання
<a href="https://ua.patents.su/3-30513-midyana-pidkladka.html" target="_blank" rel="follow" title="База патентів України">Мідяна підкладка</a>
Рейкова підкладка

Номер патенту: 21030
Опубліковано: 07.10.1997
Автор: Жукровський Петро Михайлович
МПК: E01B 9/40
Формула / Реферат:
Рейкова підкладка, яка має пластину з отворами для монтування скріплювачів і реборди для фіксування підошви рейки, а на нижній її поверхні виконані зуби, які утворюють між собою скоби, між якими пластина виготовлена рівною, що відрізняється тим, що зуби розташовані окремими рядами паралельно ребордам рейкової основи.
Флюсова підкладка для одностороннього зварювання
Номер патенту: 29330
Опубліковано: 16.10.2000
Автор: Калюжний Валерій Вілінович
МПК: B23K 37/06
Мітки: флюсова, зварювання, підкладка, одностороннього
Формула / Реферат:
Флюсова підкладка для одностороннього зварювання, яка містить жолоб для флюсу, розміщеного в еластичному ложементі, яка відрізняється тим, що включає механізм ущільнення флюсу, виконаний у вигляді двуплечих важелів, встановлених на осях на бокових стінках жолобу, при цьому внутрішні плечі важелів розташовані усередині жолобу під ложементом, а зовнішні плечі важелів - із зовнішнього боку жолобу вище торців його бокових стінок та на кінцівках...
Мідна підкладка
Номер патенту: 23757
Опубліковано: 16.06.1998
Автор: Калюжний Валерій Вілінович
МПК: B23K 37/06
Формула / Реферат:
Медная подкладка, выполненная в виде бруса прямоугольного сечения с продольным каналом для прохода охлаждающей среды, отличающаяся тем, что брус выполнен в виде стального пустотелого короба закрытого сверху пакетом медных мембран, образующих формирующую поверхность подкладки.
Рейкова підкладка
Номер патенту: 20699
Опубліковано: 02.09.1997
Автори: Гришин Микола Савелійович, Жученко Олександр Миколайович
МПК: E01B 9/36
Формула / Реферат:
Рельсовая подкладка, содержащая полотно, прижимаемое к шпале через отверстия в полотне, и два выступа, ограничивающие боковые перемещения рельса и имеющие внутренние грани, расположенные ближе к центру подкладки, чем отверстия, и наружные грани, обращенные к от-перстиям, отличающаяся тем, что выступы выполнены без сквозных пазов между гранями, а близлежащие к двум наружным граням края отверстий расположены отстоящими от этих граней в...
Підкладка для металевих шпал під залізничні рейки
Номер патенту: 8245
Опубліковано: 29.03.1996
Автори: Тарасов Віктор Іванович, Бімбат Михайло Михайлович, Локтіонов Петро Якович, Дорожко Іван Кирилович, Луценко Віктор Олександрович, Чічкан Артур Олексійович, Чудновець Олександр Миколайович, Коваленко Анатолій Андрійович, Луцький Михайло Борисович
МПК: E01B 3/00
Мітки: рейки, підкладка, металевих, шпал, залізничні
Формула / Реферат:
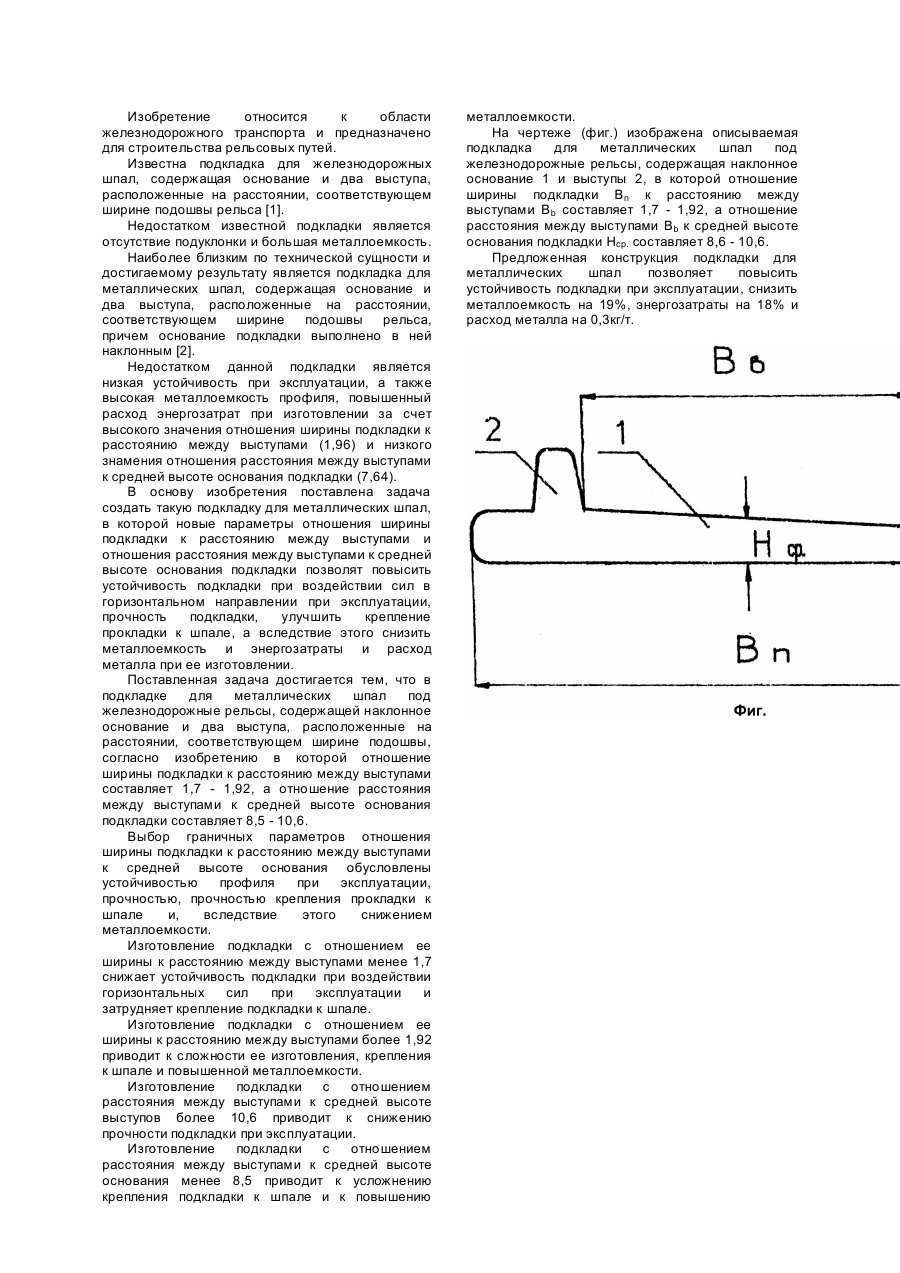
Подкладка для металлических шпал под железнодорожные рельсы, содержащая наклонное основание и два выступа, расположенные на расстоянии, соответствующем ширине подошвы рельса, отличающаяся тем, что отношение ширины подкладки к расстоянию между выступами составляет 1,7-1,92, а отношение расстояния между выступами к средней высоте основания подкладки составляет 8,5-10,6.
Попередній патент: Спосіб захисту електроду дугової сталеплавильної печі
Наступний патент: Комутаційний пристрій
Випадковий патент: Спосіб оцінки функціонального стану судинного ендотелію артеріальних судин