Спосіб виготовлення поковок прямокутного перерізу радіальним куванням
Номер патенту: 30608
Опубліковано: 17.02.2003
Автори: Чорний Богдан Петрович, Лазоркін Віктор Андрійович, Смирнов Юрій Константинович
Формула / Реферат
Спосіб виготовлення поковок прямокутного перерізу радіальним куванням, що полягає в обтискуванні заготовки у двох взаємно перпендикулярних площинах трьох її частин, які зміщені відносно одна одної по повздовжній осі, трьома парами бойків, що мають частини для заходу і калібрування, і періодичного подавання заготовки у напрямі повздовжньої осі, який відрізняється тим, що на першій і третій частинах заготовки, розташованих у напрямі її подавання, формують широкі грані заготовки, а на другій частині, розташованій поміж першою і третьою, формують вузькі грані заготовки, при цьому обтискування на другій частині починають робити після того, як ступінь деформації на першій частині становитиме не менше як 10% від сумарного ступеня деформації цієї частини за одиничне обтискування, і здійснюють їх з меншим ступенем деформації, ніж на першій частині, крім того, обтискування першої частини заготовки здійснюють у два етапи, на першому етапі обтискують центр частини, на другому - боковини.
Текст
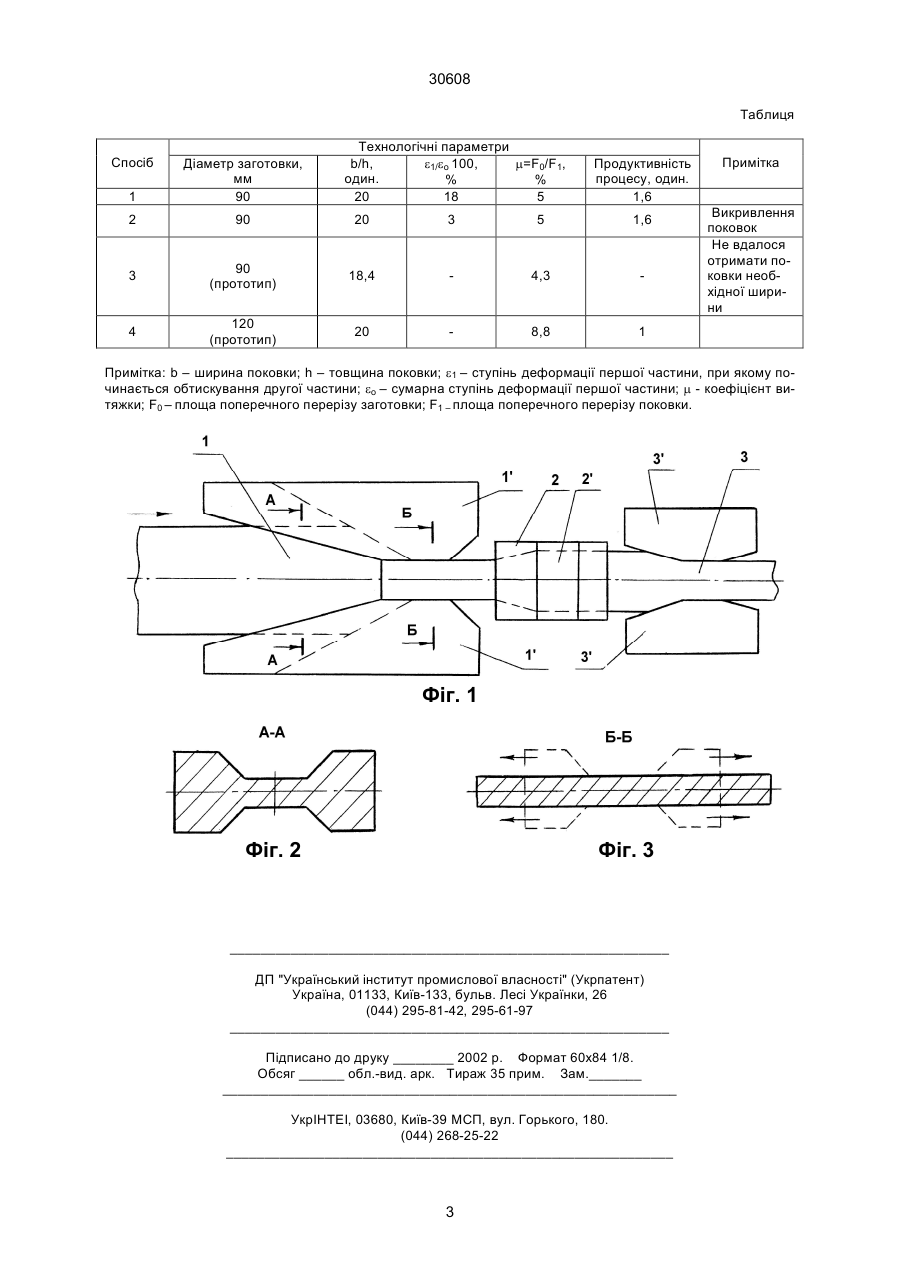
Спосіб виготовлення поковок прямокутного перерізу радіальним куванням, що полягає в обтискуванні заготовки у двох взаємно перпендикулярних площинах трьох її частин, які зміщені відносно одна одної по повздовжній осі, трьома парами бойків, що мають частини для заходу і калібруван 30608 На фіг. 1 зображено заготовку в процесі деформації трьох її частин: на фіг. 2 - переріз першої частини заготовки з обтиснутим центром її; на фіг. З - переріз першої частини заготовки з обтиснутими боковинами. 1-3 - номери частин заготовки, 1-3 - номери пар бойків. Стрілка біля заготовки показує напрямок її подавання. Сутність способу, що пропонується, полягає у такому. Вихідну заготовку круглого, квадратного або прямокутного перерізу нагрівають до температури деформації, подають в кувальний блок радіальнокувальної машини і обтискують її в двох взаємно перпендикулярних площинах трьома парами бойків (фіг. 1). На першій частині заготовки провадять максимальні обтискування парою бойків 1 при формуванні широких граней поковки прямокутного перерізу. На другій частині заготовки парою бойків 2, які переміщуються в площині, перпендикулярній площині переміщення пари бойків 1, обтискують частину 2 заготовки і формують вузькі грані поковки. На третій частині заготовки парою бойків 3, що переміщуються в тій же площині, що і пара бойків 1, обтискують частину 3 заготовки і остаточно формують широкі грані поковки. Для забезпечення стійкості заготовки в процесі її деформації, обтискування другої частини заготовки при формуванні вузької грані починають робити після того, як ступінь деформації першої частини становитиме не менш, як 10% від сумарного ступеня деформації цієї частини при одиничному обтискуванні. Заготовки при цьому надійно утримуються парою бойків 1 від обертання навкруги поздовжньої осі, що дозволяє усунути її скручування, а також отримати необхідний прямокутний переріз поковки. При обтискуванні другої частини заготовки в ту мить, коли ступінь деформації першої частини становить менше 10% від сумарного ступеня деформації цієї частини, можливо викривлення прямокутного перерізу поковки, а також повертання одних частин відносно інших по поздовжній осі, що призведе до браку, який потім важко усунути. У випадку, коли обтискування другої частини заготовки роблять до початку обтискування першої частини, майже завжди відбувається скручування поковки, якщо b/h>15, де b - ширина поковки, h - товщина поковки. Вихідну заготовку для кування підбирають з такими розмірами поперечного перерізу, а також розраховують таку схему кування, щоб на всіх проходах ступінь деформації другої частини була менше, ніж ступінь деформації першої частини. В цьому випадку забезпечується висока продуктивність процесу і можливість отримання тонких смуг з одного нагрівання заготовки. Для забезпечення можливості отримання тонких широких смугастих поковок (b/h=15-40) обтискування першої частини заготовки здійснюють у два етапи. При цьому на першому етапі обтискують центр першої частини (фіг. 2), а на другому етапі, відповідно до просування заготовки, обтискують боковини цієї частини (фіг. 3). Це дає змогу забезпечити інтенсивне набуття ширини поковки, бо при обтискуванні боковин течія металу відбувається переважно у напрямку, перпендикулярному поздовжній осі заготовки (операція розгону). Двохетапне обтискування першої частини заготовки забезпечує значне підвищення продуктивності процесу, бо зменшуються необхідні розміри поперечного перерізу вихідної заготовки, а отже, і сумарний ступінь її деформації. Стає можливим отримання тонких смут при співвідношенні b/h= =15-40. Приклад здійснення способу Зливки діаметром 90 мм із сталі ХН70Ю, нагріті до 1120°С, кували на радіально-кувальній машині зусиллям 2,5 МН на поковки з прямокутним перерізом 160´8´2000 мм. Кування провадили інструментом спеціальної конструкції протягом чотирьох проходів за такою схемою (вказані розміри поперечного перерізу заготовки по проходах, мм): f 90®118´40®148´18®160´10®160´8. В процесі кування на першій і третій частинах заготовки, розташованих у напрямку її подавання, формували широкі грані заготовки, а на другій частині, що лежить між першою і третьою, формували вузькі грані заготовки. Обтискування другої частини здійснювали після того, як ступінь деформації при обтискуванні першої частини становила 1520% від сумарного ступеня деформації цієї частини. Робочі поверхні бойків першої пари були виконані таким чином, що дозволяли провадити обтискування першої частини заготовки у два етапи. На першому етапі обтискували центр першої частини, а на другому - боковини. Для порівняння кування таких же зливків (діаметром 90 мм) здійснювали на радіально-кувальній машині зусиллям 2,5 МН у спосіб, що прийнято за прототип. Коли товщина поковки досягла h= =8 мм, вдалося отримати ширину поковки b= =147 мм. Таким чином, відомий спосіб не дозволив отримати поковки необхідних розмірів. Ще одну партію зливків із сталі ХН70Ю, але діаметром 120 мм, прокували на радіально-кувальній машині зусиллям 2,5 МН на поковки прямокутного перерізу 160´7´2000 мм. Кування здійснювали за такою схемою: f 120®135´95®145´65® ®158´28®160´15®160´10®160´8 за 6 проходів. Отримані результати випробувань наведені у таблиці. Порівняно з відомим способом, запропонований спосіб виготовлення поковок прямокутного перерізу радіальним куванням дозволяє підвищувати продуктивність процесу на 60%, а також виготовляти поковки з відношенням ширини до товщини b/h=15-40. Джерела інформації: 1. Ковтанюк Ю.П. и др. Освоение технологии радиальной ковки полосы из стали ДИ-32 // КШП. – 1986. - № 12. 2. Авторское свидетельство СССР № 1611538, МКИ В 21913/02, 7/16. 2 30608 Таблиця Спосіб Технологічні параметри b/h, e1/eo 100, m=F0/F1, один. % % 20 18 5 1 Діаметр заготовки, мм 90 Продуктивність процесу, один. 1,6 2 90 20 3 5 1,6 3 90 (прототип) 18,4 4,3 4 120 (прототип) 20 8,8 Примітка 1 Викривлення поковок Не вдалося отримати поковки необхідної ширини Примітка: b – ширина поковки; h – товщина поковки; e1 – ступінь деформації першої частини, при якому починається обтискування другої частини; eo – сумарна ступінь деформації першої частини; m - коефіцієнт витяжки; F0 – площа поперечного перерізу заготовки; F1 – площа поперечного перерізу поковки. Фіг. 1 Фіг. 2 Фіг. 3 __________________________________________________________ ДП "Український інститут промислової власності" (Укрпатент) Україна, 01133, Київ-133, бульв. Лесі Українки, 26 (044) 295-81-42, 295-61-97 __________________________________________________________ Підписано до друку ________ 2002 р. Формат 60х84 1/8. Обсяг ______ обл.-вид. арк. Тираж 35 прим. Зам._______ ____________________________________________________________ УкрІНТЕІ, 03680, Київ-39 МСП, вул. Горького, 180. (044) 268-25-22 ___________________________________________________________ 3
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of manufacturing of parts of rectangular section by radial forging
Автори англійськоюLazorkin Viktor Andriiovych, Lazorkin Viktor Andriovych, Chornyi Bohdan Petrovych
Назва патенту російськоюСпособ изготовления поковок прямоугольного сечения радиальной ковкой
Автори російськоюЛазоркин Виктор Андреевич, Чорний Богдан Петрович
МПК / Мітки
МПК: B21J 1/04
Мітки: виготовлення, перерізу, спосіб, поковок, радіальним, прямокутного, куванням
Код посилання
<a href="https://ua.patents.su/3-30608-sposib-vigotovlennya-pokovok-pryamokutnogo-pererizu-radialnim-kuvannyam.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення поковок прямокутного перерізу радіальним куванням</a>
Пристрій для виготовлення багатовиткових спіральових кілець з дроту прямокутного перерізу
Номер патенту: 4982
Опубліковано: 28.12.1994
Автори: Махтюк Леонід Лейбович, Гураль Іван Григорович
МПК: B21F 37/00
Мітки: дроту, пристрій, спіральових, кілець, багатовиткових, виготовлення, перерізу, прямокутного
Формула / Реферат:
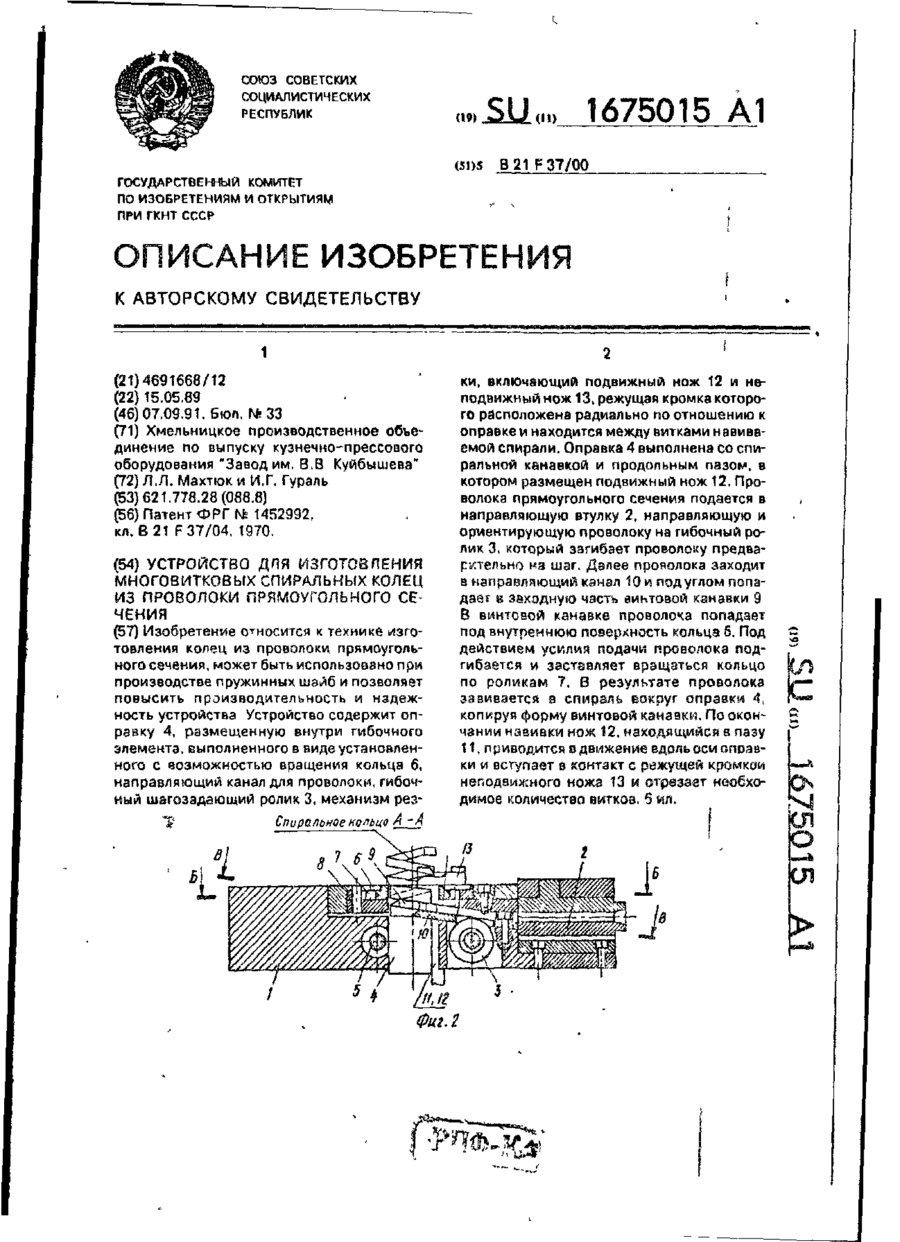
Устройство для изготовления многовитковых спиральных колец из проволоки прямоугольного сечения, содержащее установленные в корпусе две плиты, образующие направляющий канал для проволоки, гибочный шагозадающий ролик, навивочную оправку, гибочный элемент и механизм резки, включающий подвижный и неподвижный ножи, отличающееся тем, что, с целью увеличения производительности и повышения надежности, гибочный элемент выполнен в виде кольца,...
Спосіб виготовлення поковок типу пластин

Номер патенту: 32682
Опубліковано: 15.02.2001
Автори: Соколов Лев Миколайович, Кузнєцов Микола Миколайович, Михайленко Борис Омелянович
МПК: B21J 1/04
Мітки: типу, виготовлення, пластин, поковок, спосіб
Текст:
...розтяжних переважно, та може напружень. у викликати Обтяжка поперечному тріщини вузьким з-за бойком після кантування на 180° малоефективно з точки зору проробки металу у осьовій зоні з-за обмеженого контакту заготовки з інструментом, так як в цьому випадку деформація металу проходить, переважно, у периферийних зонах розтину поковки. В основу винаходу «Спосіб виготовлення поковок типу пластин» поставлено задачу виготовлення ...
Спосіб виготовлення вісесиметричних поковок з відростками
Номер патенту: 34699
Опубліковано: 15.03.2001
Автори: Діамантопуло Костянтин Костянтинович, Кухар Володимир Валентинович
МПК: B21K 1/06
Мітки: відростками, спосіб, поковок, вісесиметричних, виготовлення
Формула / Реферат:
1. Спосіб виготовлення вісесиметричних поковок з відростками, який складається з відрізання заготовки, її нагрівання та наступних згинання й штампування, який відрізняється тим. що вихідну заготовку відрізають з відношенням її довжини до діаметра Lo/Do = 4,0...6,0 й перед попереднім штампуванням осаджують нагріту заготовку в торець з втратою стійкості на умовну ступінь деформації =30...55%.2. Спосіб по п. 1, який відрізняється тим, що...
Спосіб волочіння профілів прямокутного перерізу
Номер патенту: 17093
Опубліковано: 18.03.1997
Автори: Зиков Юрій Сергійович, Д'яков Анатолій Павлович, Довбня Олександр Павлович
МПК: B21C 3/14
Мітки: прямокутного, перерізу, волочіння, профілів, спосіб
Формула / Реферат:
Способ волочения профилей прямоугольного сечения в один или в несколько переходов в волоку с прямоугольной формой волочильного отверстия с обжатиями по большей и по меньшей сторонам поперечного сечения профиля с заданным коэффициентом вытяжки за переход, отличающийся тем, что волочение в каждом переходе осуществляют с коэффициентом вытяжки 1,30 - 1,46, при этом линейное обжатие по большей стороне сечения протягиваемого профиля составляет 20 -...
Спосіб виготовлення поковок
Номер патенту: 48530
Опубліковано: 15.08.2002
Автори: Лазоркіна Дар'я Вікторівна, Бедросова Лариса Василівна, Лазоркін Віктор Андрійович, Терновий Юрій Федорович, Артамонов Юрій Вікторович
МПК: B21J 1/04
Мітки: спосіб, виготовлення, поковок
Формула / Реферат:
Спосіб виготовлення поковок, який включає виплавлення, розливання та кристалізацію металу в злиток, нагрівання та подальше його деформування на пресах або молотах, який відрізняється тим, що перед нагріванням видаляють 93-97% прибуткової частини злитка, а після кування видаляють її залишок.
Попередній патент: Привідний відкритошарнірний ланцюг
Наступний патент: Спосіб одержання похідних 2-оксазолідинолу в одному реакторі
Випадковий патент: Камерний живильник пневмотранспортної установки