Спосіб виготовлення поковок
Номер патенту: 48530
Опубліковано: 15.08.2002
Автори: Терновий Юрій Федорович, Бедросова Лариса Василівна, Лазоркін Віктор Андрійович, Артамонов Юрій Вікторович, Лазоркіна Дар'я Вікторівна
Формула / Реферат
Спосіб виготовлення поковок, який включає виплавлення, розливання та кристалізацію металу в злиток, нагрівання та подальше його деформування на пресах або молотах, який відрізняється тим, що перед нагріванням видаляють 93-97% прибуткової частини злитка, а після кування видаляють її залишок.
Текст
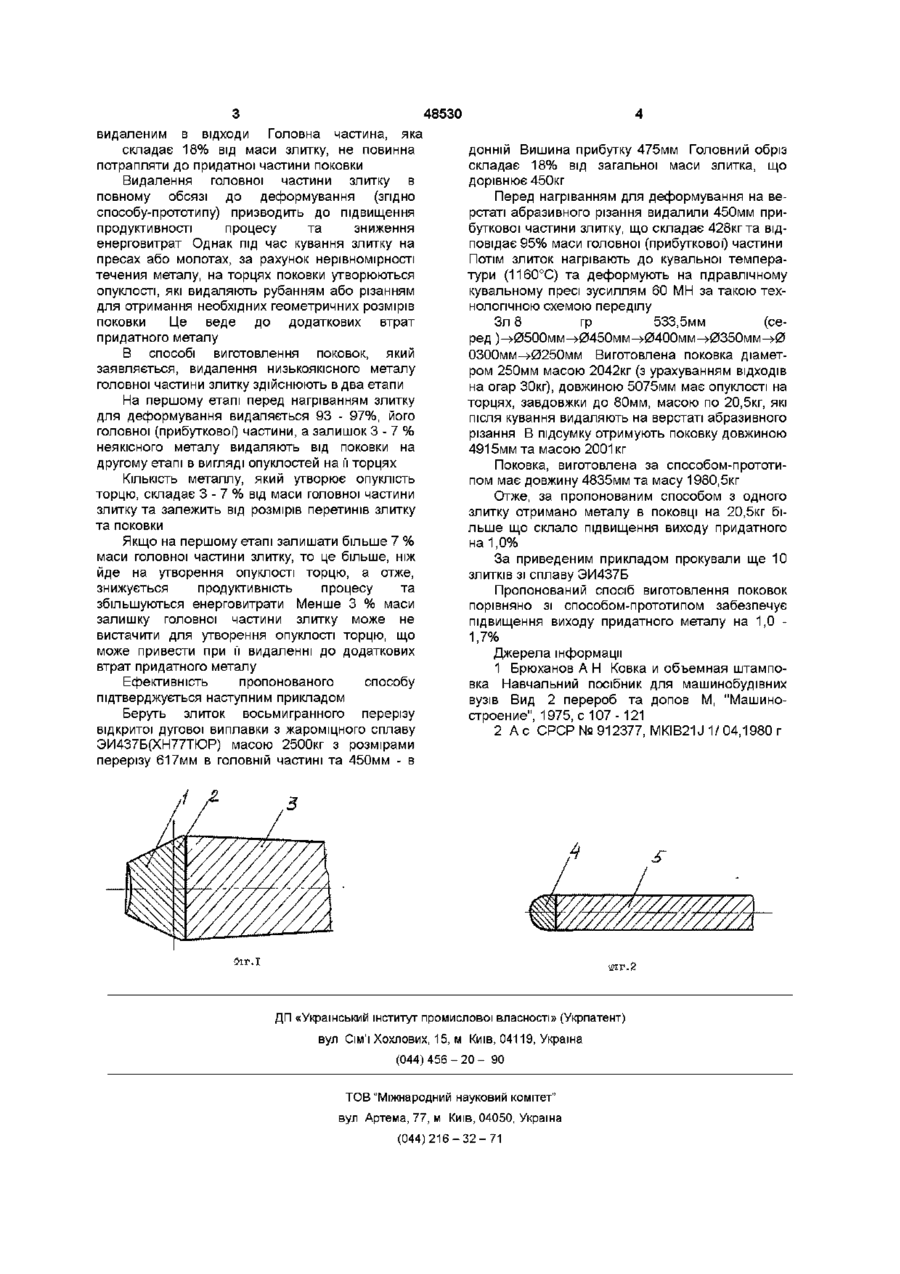
Спосіб виготовлення поковок, який включає виплавлення, розливання та кристалізацію металу в злиток, нагрівання та подальше його деформування на пресах або молотах, який відрізняється тим, що перед нагріванням видаляють 93-97% прибуткової частини злитка, а після кування видаляють її залишок Винахід стосується оброблення металів тисненням та може бути використаним при виготовленні поковок зі злитків на пресах або молотах на металургійних і машинобудівних підприємствах Відомий спосіб виготовлення поковок, який включає виплавлення металу, розливання його до виливниці, кристалізацію злитку, нагрівання злитку, кування на пресах або молотах та наступне видалення головної частини злитку при рубанні на поковку [1] Однак вказаний спосіб не забезпечує високу продуктивність процесу, оскільки деформування зазнає головна частина злитку, яка складає 18% від маси злитку, та в подальшому, після отримання поковки потрапляє в відходи Окрім того, для вказаного способу характерні високі енерговитрати, обумовлені додатковими затратами енергії, яка використана при куванні головної частини злитку Відомий також спосіб виготовлення поковок, який включає виплавлення металу, розливання його до виливниць, кристалізацію металу в злиток, видалення всієї головної (прибуткової) частини злитку, нагрівання та наступне його деформування [2] Однак даний спосіб не забезпечує високий вихід придатного металу, оскільки при деформуванні такого злитку на пресах або молотах, за рахунок нерівномірності течения металу, на торцях поковки утворюються опуклості, котрі після закінчення кування необхідно видалить Видалення опуклості торцю донної частини поковки до додаткових витрат придатного металу не призводить, оскільки передбачений донний обріз складає 3% від маси злитку Видалення ж опуклості торцю головної частини поковки призводить до додаткових витрат придатного металу, тобто до зменшення виходу придатного металу В основу винаходу поставлена задача шляхом зміни режимів виконання технологічних операцій забезпечити підвищення виходу придатного металу Поставлена задача досягається тим, що в способі виготовлення поковок, який включає виплавлення, розливання та кристалізацію металу в злиток, нагрівання та подальше його деформування на пресах або молотах, перед нагріванням видаляють 93 - 97% прибуткової частини злитку, а після кування видаляють її залишок На фіг 1 зображений злиток, де 1 - головна частина злитку, яка видаляється до деформування, 2 - головна частина злитку (залишок), яка в момент деформування витрачається на формування опуклості торцю, 3 - частина злитку придатного металу, призначена для отримання поковки На фіг 2 зображена поковка, де 4 - опуклість торцю головної частини поковки (залишок прибуткової частини злитку), яка видаляється після деформування, 5 - придатна частина поковки Матеріал головної (прибуткової) та донної частин злитку при розливанні та кристалізації виходить низькоякісним з підвищеним відсотком шкідливих домішок і тому має бути повністю о со ю 00 48530 видаленим в відходи Головна частина, яка складає 18% від маси злитку, не повинна потрапляти до придатної частини поковки Видалення головної частини злитку в повному обсязі до деформування (згідно способу-прототипу) призводить до підвищення продуктивності процесу та зниження енерговитрат Однак під час кування злитку на пресах або молотах, за рахунок нерівномірності течения металу, на торцях поковки утворюються опуклості, які видаляють рубанням або різанням для отримання необхідних геометричних розмірів поковки Це веде до додаткових втрат придатного металу В способі виготовлення поковок, який заявляється, видалення низькоякісного металу головної частини злитку здійснюють в два етапи На першому етапі перед нагріванням злитку для деформування видаляється 93 - 97%, його головної (прибуткової) частини, а залишок 3 - 7 % неякісного металу видаляють від поковки на другому етапі в вигляді опуклостей на її торцях КІЛЬКІСТЬ металлу, який утворює опуклість торцю, складає 3 - 7 % від маси головної частини злитку та залежить від розмірів перетинів злитку та поковки Якщо на першому етапі залишати більше 7 % маси головної частини злитку, то це більше, ніж йде на утворення опуклості торцю, а отже, знижується продуктивність процесу та збільшуються енерговитрати Менше 3 % маси залишку головної частини злитку може не вистачити для утворення опуклості торцю, що може привести при її видаленні до додаткових втрат придатного металу Ефективність пропонованого способу підтверджується наступним прикладом Беруть злиток восьмигранного перерізу відкритої дугової виплавки з жароміцного сплаву ЭИ437Б(ХН77ТЮР) масою 2500кг з розмірами перерізу 617мм в головній частині та 450мм - в донній Вишина прибутку 475мм Головний обріз складає 18% від загальної маси злитка, що дорівнює 450кг Перед нагріванням для деформування на верстаті абразивного різання видалили 450мм прибуткової частини злитку, що складає 428кг та відповідає 95% маси головної (прибуткової) частини Потім ЗЛИТОК нагрівають до кувальної температури (1160°С) та деформують на гідравлічному кувальному пресі зусиллям 60 МН за такою технологічною схемою переділу Зл 8 гр 533,5мм (серед )^05ООмм^045Омм^04ООмм^035Омм^0 ОЗООмм^025Омм Виготовлена поковка діаметром 250мм масою 2042кг (з урахуванням ВІДХОДІВ на огар 30кг), довжиною 5075мм має опуклості на торцях, завдовжки до 80мм, масою по 20,5кг, які після кування видаляють на верстаті абразивного різання В підсумку отримують поковку довжиною 4915мм та масою 2001 кг Поковка, виготовлена за способом-прототипом має довжину 4835мм та масу 1980,5кг Отже, за пропонованим способом з одного злитку отримано металу в поковці на 20,5кг більше що склало підвищення виходу придатного на 1,0% За приведеним прикладом прокували ще 10 злитків зі сплаву ЭИ437Б Пропонований спосіб виготовлення поковок порівняно зі способом-прототипом забезпечує підвищення виходу придатного металу на 1,0 1,7% Джерела інформації 1 Брюханов А Н Ковка и объемная штамповка Навчальний посібник для машинобудівних вузів Вид 2 перероб та допов М, "Машиностроение", 1975, с 107 -121 2 A c CPCP № 912377, MKIB21J 1/04,1980 г S ЩМШ mv.Z Otr.j ДП «Український інститут промислової власності» (Укрпатент) вул Сім'ї Хохлових, 15, м Київ, 04119, Україна ( 0 4 4 ) 4 5 6 - 2 0 - 90 ТОВ "Міжнародний науковий комітет" вул Артема, 77, м Київ, 04050, Україна (044)216-32-71
ДивитисяДодаткова інформація
Назва патенту англійськоюForging producing method
Автори англійськоюLazorkin Viktor Andriovych, Lazorkin Viktor Andriiovych, Ternovyi Yurii Fedorovych, Artamonov Yurii Viktorovych, Bedrosova Larysa Vasylivna
Назва патенту російськоюСпособ изготовления поковок
Автори російськоюЛазоркин Виктор Андреевич, Терновый Юрий Федорович, Артамонов Юрий Викторович, Бедросова Лариса Васильевна
МПК / Мітки
МПК: B21J 1/04
Мітки: поковок, виготовлення, спосіб
Код посилання
<a href="https://ua.patents.su/2-48530-sposib-vigotovlennya-pokovok.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення поковок</a>
Спосіб виготовлення поковок типу пластин

Номер патенту: 32682
Опубліковано: 15.02.2001
Автори: Михайленко Борис Омелянович, Кузнєцов Микола Миколайович, Соколов Лев Миколайович
МПК: B21J 1/04
Мітки: пластин, спосіб, виготовлення, типу, поковок
Текст:
...розтяжних переважно, та може напружень. у викликати Обтяжка поперечному тріщини вузьким з-за бойком після кантування на 180° малоефективно з точки зору проробки металу у осьовій зоні з-за обмеженого контакту заготовки з інструментом, так як в цьому випадку деформація металу проходить, переважно, у периферийних зонах розтину поковки. В основу винаходу «Спосіб виготовлення поковок типу пластин» поставлено задачу виготовлення ...
Спосіб виготовлення поковок на радіально-обтискних машинах
Номер патенту: 37939
Опубліковано: 15.05.2001
Автори: Лазоркін Віктор Андрійович, Бедросова Лариса Василівна, Терновий Юрій Федорович, Артамонов Юрій Вікторович
МПК: B21J 1/04
Мітки: спосіб, радіально-обтискних, машинах, поковок, виготовлення
Текст:
...проході, 6 - на другому проході, 1-4 - камери бойків РОМ. lк1, lк2, lк3, lк4 - довжина калібрувальних ділянок, при цьому виконується нерівність lк1> lк2>lк3> lк4, l - величина подавання заготовки на початку кування, l¢ - величина подавання на проміжному стані кування, де l' > l, d3 - діаметр вихідної заготовки, d1 - умовний діаметр заготовки після першого проходу, d3 - d1 = Dd1 - величина обтиснення заготовки на першому проходу,...
Спосіб виготовлення вісесиметричних поковок з відростками
Номер патенту: 34699
Опубліковано: 15.03.2001
Автори: Кухар Володимир Валентинович, Діамантопуло Костянтин Костянтинович
МПК: B21K 1/06
Мітки: спосіб, вісесиметричних, відростками, виготовлення, поковок
Формула / Реферат:
1. Спосіб виготовлення вісесиметричних поковок з відростками, який складається з відрізання заготовки, її нагрівання та наступних згинання й штампування, який відрізняється тим. що вихідну заготовку відрізають з відношенням її довжини до діаметра Lo/Do = 4,0...6,0 й перед попереднім штампуванням осаджують нагріту заготовку в торець з втратою стійкості на умовну ступінь деформації =30...55%.2. Спосіб по п. 1, який відрізняється тим, що...
Спосіб виготовлення в підкладних штампах точних поковок типу фурм з осьовим отвором та пристрій для його здійснення
Номер патенту: 25561
Опубліковано: 30.10.1998
Автори: Андрющенко Анатолій Петрович, Бублік Георгій Єгорович
МПК: B21D 22/06, B21D 37/00
Мітки: здійснення, точних, отвором, типу, фурм, штампах, поковок, спосіб, пристрій, виготовлення, осьовим, підкладних
Формула / Реферат:
1. Спосіб виготовлення в підкладних штампах точних поковок типу фурм з осьовим отвором, що включає нагрівання заготовки до температури штампування, багатоперехідне видавлювання кільцевими пуансонами та прошивку отвору прошивним штирем, який відрізняється тим, що на першому переході виконують на одному з торців заготовки позначку отвору, а на протилежному торцеві співвісну з позначкою отвору кільцеву канавку, на другому переході здійснюють...
Спосіб радіального кування коротких злитків
Номер патенту: 38090
Опубліковано: 15.05.2001
Автори: Лазоркін Віктор Андрійович, Артамонов Юрій Вікторович, Терновий Юрій Федорович
МПК: B21J 1/04
Мітки: кування, спосіб, коротких, злитків, радіального
Текст:
...кількість проходів. Після того, як розрахували кількість проходів до перехоплення другим маніпулятором, визначають обтиснення за прохід Dd'=(0,8…1,0)Ddmax, при куванні в двох маніпуляторах з максимальним подаванням заготовки. В цьому разі забезпечується і, мінімальна кількість рабочих та холостих проходів (фіг.1), зменшується кількість переналаджувань та досягається висока продуктивність процесу порівняно з відомим способом кування коротких...
Попередній патент: Спосіб радіального кування заготовок
Наступний патент: Пристрій для укладання тістових заготовок
Випадковий патент: Барабан для зборки покришок пневматичних шин