Спосіб виготовлення вісесиметричних поковок з відростками
Номер патенту: 34699
Опубліковано: 15.03.2001
Автори: Кухар Володимир Валентинович, Діамантопуло Костянтин Костянтинович
Формула / Реферат
1. Спосіб виготовлення вісесиметричних поковок з відростками, який складається з відрізання заготовки, її нагрівання та наступних згинання й штампування, який відрізняється тим. що вихідну заготовку відрізають з відношенням її довжини до діаметра Lo/Do = 4,0...6,0 й перед попереднім штампуванням осаджують нагріту заготовку в торець з втратою стійкості на умовну ступінь деформації =30...55%.
2. Спосіб по п. 1, який відрізняється тим, що умовну ступінь деформації визначають виразом:
де - умовна ступінь деформації, %;
Lo - вихідна довжина {висота) заготовки, мм;
Н - кінцева висота зігнутого напівфабрикату, мм
Текст
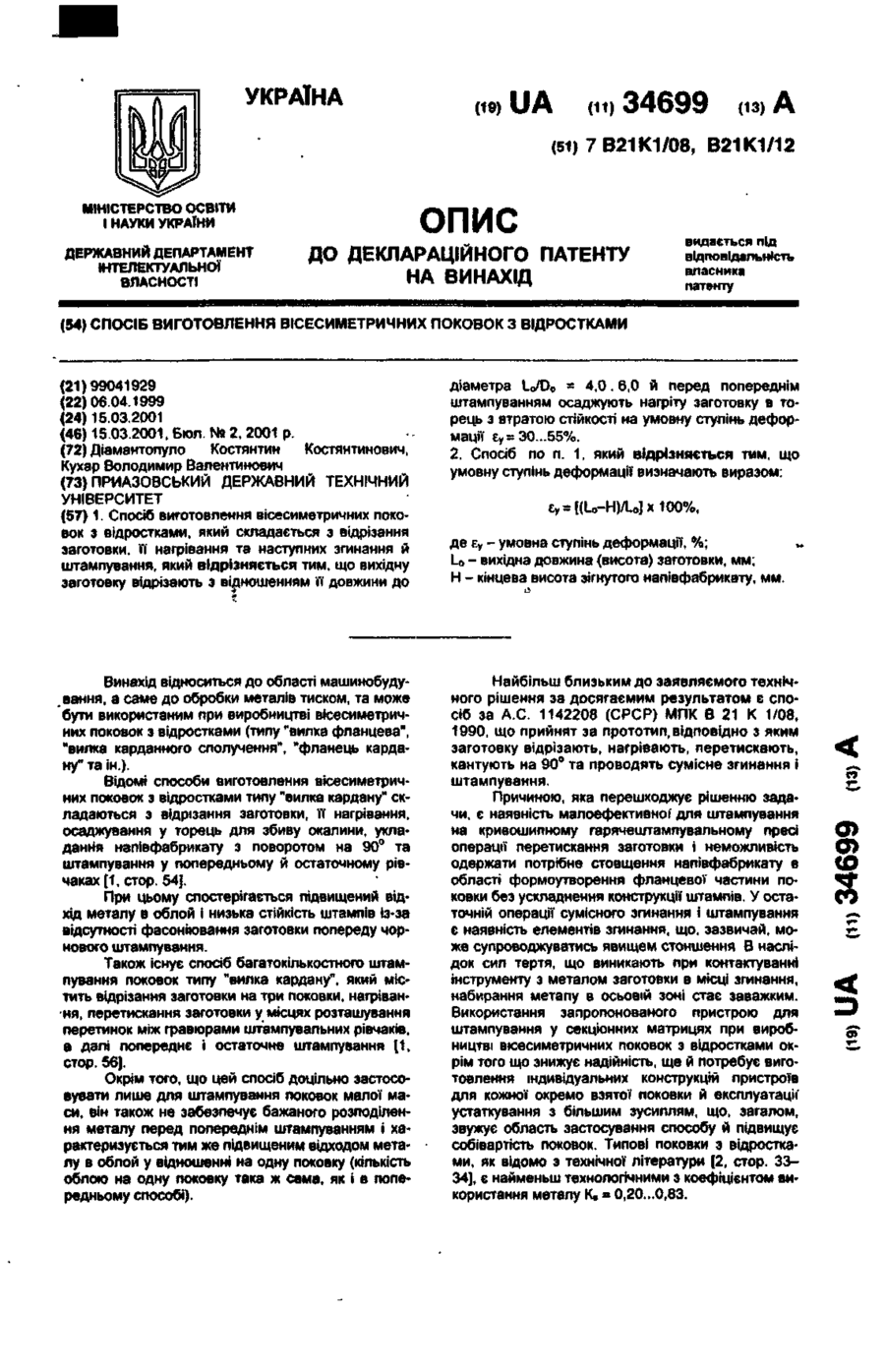
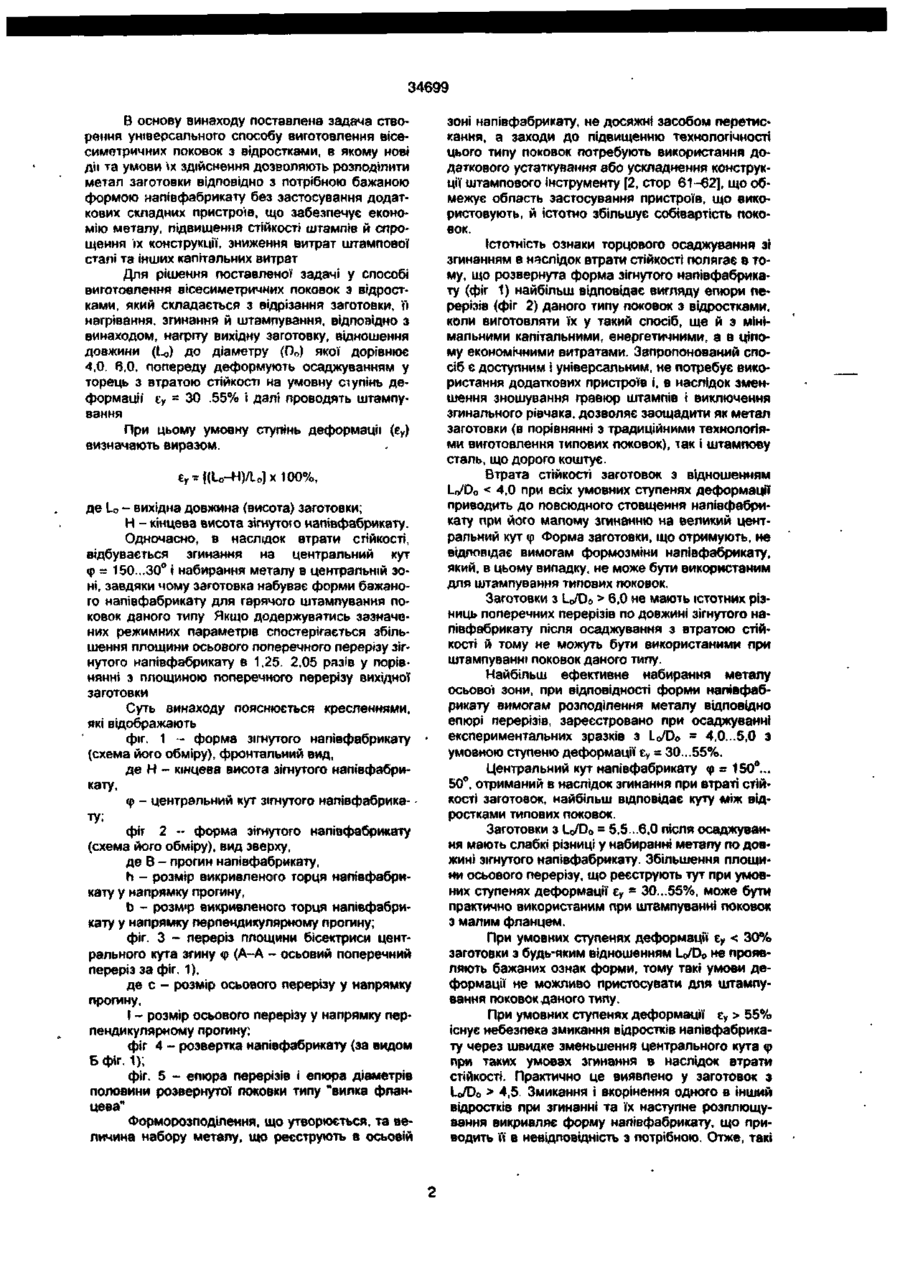
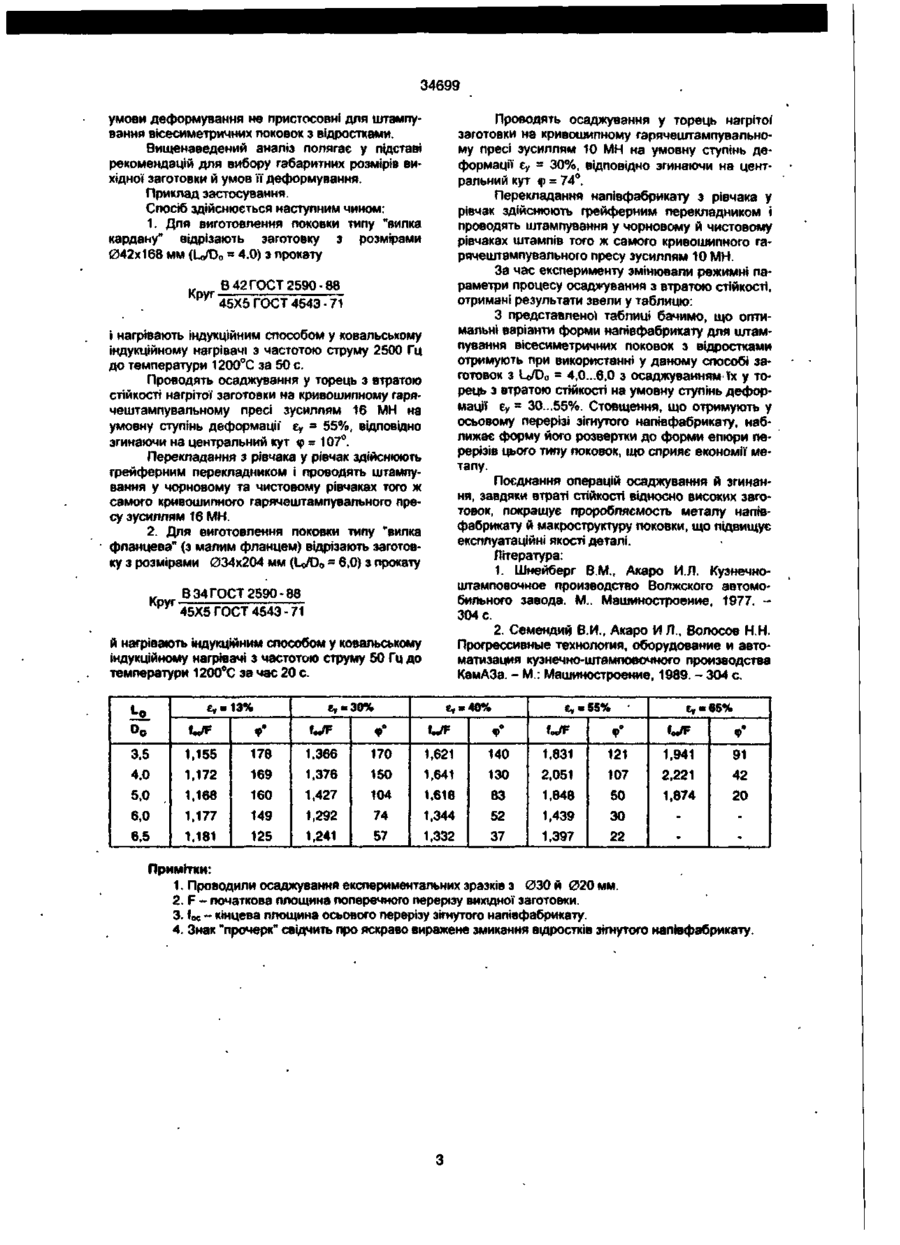
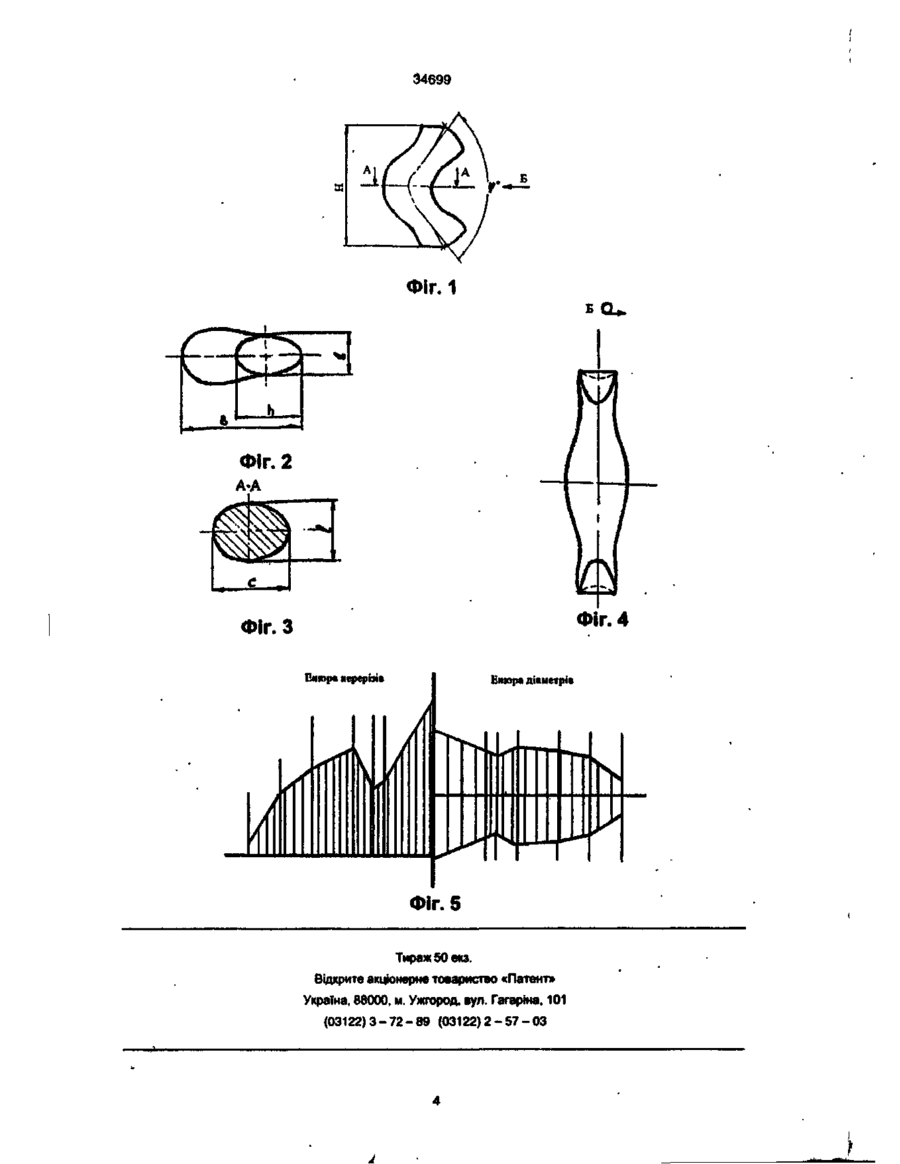
1. Спосіб виготовлення вісесиметричних поковок з відростками, який складається з відрізання заготовки, її нагрівання та наступних згинання й штампування, який відрізняється тим. що вихідну заготовку відрізають з відношенням її довжини до діаметра U/D o = 4 , 0 . 6 , 0 й перед попереднім штампуванням осаджують нагріту заготовку в торець з втратою стійкості на умовну ступінь деформації Еу=30...55%. 2. Спосіб по п. 1, який відрізняється тим, що умовну ступінь деформації визначають виразом: Винахід відноситься до області машинобудування, а саме до обробки металів тиском, та може бути використаним при виробництві вісесиметричних поковок з відростками (типу "вилка фланцева", "вилка карданного сполучення", "фланець кардану" та ін.). Відомі способи виготовлення вісесиметричних поковок з відростками типу "вилка кардану" складаються з відрізання заготовки, її нагрівання, осаджування у торець для збиву окалини, укладання напівфабрикату з поворотом на 90° та штампування у попередньому й остаточному рівчаках [1, crop. 54J. При цьому спостерігається підвищений відхід металу в облой і низька стійкість штампів із-за відсутності фасоніювання заготовки попереду чорнового штампування. Також існує спосіб багатокількостного штампування поковок типу "вилка кардану", який містить відрізання заготовки на три поковки, нагрівання, перетискання заготовки у місцях розташування перетинок між гравюрами штампувальних рівчаків, а далі попереднє і остаточне штампування [ 1 , стор. 56]. Окрім того, що цей спосіб доцільно застосовувати лише для штампування поковок малої маси, він також не забезпечує бажаного розподілення металу перед попереднім штампуванням і характеризується тим же підвищеним відходом металу в облой у відношенні на одну поковку (кількість облою на одну поковку така ж сама, як і в попередньому способі). Найбільш близьким до заявляемого технічного рішення за досягаємим результатом є спосіб за А С . 1142208 (СРСР) МПК В 21 К 1/08, 1990, що прийнят за прототип, відповідно з яким заготовку відрізають, нагрівають, перетискають, кантують на 90° та проводять сумісне згинання і штампування. Причиною, яка перешходжує рішенню задачи, є наявність малоефективної для штампування на кривошипному гарячештампувальному пресі операції перетискання заготовки і неможливість одержати потрібне стовщення напівфабрикату в області формоутворення фланцевої частини поковки без ускладнення конструкції штампів. У остаточній операції сумісного згинання і штампування є наявність елементів згинання, що, зазвичай, може супроводжуватись явищем стоншення В наслідок сил тертя, що виникають при контактуванні інструменту з металом заготовки в місці згинання, набирання металу в осьовій зоні стає заважким. Використання запропонованого пристрою для штампування у секціонних матрицях при виробництві вісесиметричних поковок з відростками окрім того що знижує надійність, ще й потребує виготовлення індивідуальних конструкцій пристроїв для кожної окремо взятої поковки й експлуатації' устаткування з більшим зусиллям, що, загалом, звужує область застосування способу й підвищує собівартість поковок. Типові поковки з відростками, як відомо з технічної пітератури (2, стор. 3 3 34], є найменьш технологічними з коефіцієнтом використання металу К, = 0,20...0,83. ey = K U - H ) / U ] x 1 0 0 % , де єу - умовна ступінь деформації, %; Ц - вихідна довжина {висота) заготовки, мм; Н - кінцева висота зігнутого напівфабрикату, мм. Ф со С9 зг 34699 В основу винаходу поставлена задача створення універсального способу виготовлення вісесиметричних поковок з відростками, в якому нові дії та умови »х здійснення дозволяють розподілити метал заготовки відповідно з потрібною бажаною формою напівфабрикату без застосування додаткових складних пристроїв, що забезпечує економію металу, підвищення стійкості штампів й спрощення їх конструкції, зниження витрат штампової сталі та інших капітальних витрат Для рішення поставленої задачі у способі виготовлення вісесиметричних поковок з відростками, який складається з відрізання заготовки, її нагрівання, згинання й штампування, відповідно з винаходом, нагріту вихідну заготовку, відношення довжини (Ц) до діаметру (Г)о) якої дорівнює 4,0. 6,0, попереду деформують осаджуванням у торець з втратою стійкості на умовну ступінь деформації еу = ЗО .55% і далі проводять штампування При цьому умовну ступінь деформації (еу) визначають виразом. де Lo - вихідна довжина (висота) заготовки; Н - кінцева висота зігнутого напівфабрикату. Одночасно, в наслідок втрати стійкості, відбувається згинання на центральний кут Ф = 150...30° і набирання металу в центральній зоні, завдяки чому заготовка набуває форми бажаного напівфабрикату для гарячого штампування поковок даного типу Якщо додержуватись зазначених режимних параметрів спостерігається збільшення площини осьового поперечного перерізу зігнутого напівфабрикату в 1,25. 2,05 разів у порівнянні з площиною поперечного перерізу вихідної заготовки Суть винаходу пояснюється кресленнями, які відображають фіг. 1 - форма зігнутого напівфабрикату (схема його обміру), фронтальний вид, де Н - кінцева висота зігнутого напівфабрикату, Ф - центральний кут зігнутого напівфабрикату; фіг 2 -- форма зігнутого напівфабрикату (схема його обміру), вид зверху, де В - прогин напівфабрикату, h - розмір викривленого торця напівфабрикату у напрямку прогину, b - розм>р викривленого торця напівфабрикату у напрямку перпендикулярному прогину; фіг. З - переріз площини бісектриси центрального кута згину ф (А-А - осьовий поперечний переріз за фіг. 1), де с - розмір осьового перерізу у напрямку прогину, І ~ розмір осьового перерізу у напрямку перпендикулярному прогину: фіг 4 - розвертка напівфабрикату (за видом Б фіг. 1), фіг. 5 - епюра перерізів і епюра діаметрів половини розвернутої поковки типу "вилка фланцева" Форморозподілення, що утворюється, та величина набору металу, що реєструють в осьовій зоні напівфабрикату, не досяжні засобом перетискання, а заходи до підвищенню технологічності цього типу поковок потребують використання додаткового устаткування або ускладнення конструкції штампового інструменту [2, стор 61-62], що обмежує область застосування пристроїв, що використовують, й істотно збільшує собівартість поковок. Істотність ознаки торцового осаджування зі згинанням в наслідок втрати стійкості полягає в тому, що розвернута форма зігнутого напівфабрикату (фіг 1) найбільш відповідає вигляду епюри перерізів (фіг 2) даного типу поковок з відростками, коли виготовляти їх у такий спосіб, ще й з мінімальними капітальними, енергетичними, а в цілому економічними витратами. Запропонований спосіб є доступним і універсальним, не потребує використання додаткових пристроїв і, в наслідок зменшення зношування гравюр штампів і виключення згинального рівчака, дозволяє заощадити як метал заготовки (в порівнянні з традиційними технологіями виготовпення типових поковок), так і штампову стань, що дорого коштує. Втрата стійкості заготовок з відношенням Lo/Do 6,0 не мають істотних різниць поперечних перерізів по довжині зігнутого напівфабрикату після осаджування з втратою стійкості й тому не можуть бути використаними при штампуванні поковок даного типу. Найбільш ефективне набирання металу осьової зони, при відповідності форми напівфабрикату вимогам розподілення металу відповідно епюрі перерізів, зареєстровано при осаджуванні експериментальних зразків з Lo/Do = 4,0...5,0 з умовною ступеню деформації еу = ЗО...55%. Центрапьний кут напівфабрикату ф = 150°... 50°, отриманий в наслідок згинання при втраті стійкості заготовок, найбільш відповідає куту 55% існує небезпека змикання відростків напівфабрикату через швидке зменьшення центрального кута ф при таких умовах згинання в наслідок втрати стійкості. Практично це виявлено у заготовок з Lo/Do > 4,5. Змикання і вкорінення одного в інший відростків при згинанні та їх наступне розплющування викривляє форму напівфабрикату, що приводить її в невідповідність з потрібною. Отже, такі 34699 умови деформування не пристосовні для штампування вісесиметричних поковок з відростками. Вищенаведений аналіз полягає у підставі рекомендацій для вибору габаритних розмірів вихідної заготовки й умов її деформування. Приклад застосування. Спосіб здійснюється наступним чином: 1. Для виготовлення поковки типу "вилка кардану" відрізають заготовку з розмірами 042x168 MM (Lo/Do = 4.0) з прокату Круг Проводять осаджування у торець нагрітої заготовки на кривошипному гарячештампувальному пресі зусилпям 10 МН на умовну ступінь деформації єу = 30%, відповідно згинаючи на центральний кут ф = 74°. Перекладання напівфабрикату з рівчака у рівчак здійснюють грейгізерним перекладником і проводять штампування у чорновому й чистовому рівчаках штампів того ж самого кривошипного гарячештампувального пресу зусиллям 10 МН. За час експерименту змінювали режимні параметри процесу осаджування з втратою стійкості, отримані результати звели у таблицю: З представленої таблиці бачимо, що оптимальні варіанти форми напівфабрикату для штампування вісесиметричних поковок з відростками отримують при використанні у даному способі заготовок з Lo/Do • 4,0...6,0 з осаджуванням їх у торець з втратою стійкості на умовну ступінь деформації еу = 30..55%. Стовщення, що отримують у осьовому перерізі зігнутого напівфабрикату, наближає форму його розвертки до форми епюри перерізів цього типу поковок, що сприяє економії металу. Поєднання операцій осаджування й згинання, завдяки втраті стійкості відносно високих заготовок, покращує проробляємость металу напівфабрикату й макроструктуру поковки, що підвищує експлуатаційні якості деталі. Література: 1. Шнейберг В.М., Акаро И.Л. Кузнечноштамповочное производство Волжского автомобильного завода. М.. Машиностроение, 1977. 304 с. 2. Семендий ВИ., Акаро И Л., Волосов Н.Н. Прогрессивные технология, оборудование и автоматизация кузнечно-штамповочного производства КамАЗа. - М.: Машиностроение, 1989. - 304 с. В 42 ГОСТ 2590-88 45X5 ГОСТ 4543-71 і нагрівають індукційним способом у ковальському індукційному нагрівачі з частотою струму 2500 Гц до температури І 200°С за 50 с Проводять осаджування у торець з втратою стійкості нагрітої заготовки на кривошипному гарячештампувальному пресі зусиллям 16 МН на умовну ступінь деформації еу = 55%, відповідно згинаючи на центральний кут ф = 107°. Перекладання з рівчака у рівчак здійснюють грейферним перекладником і проводять штампування у чорновому та чистовому рівчаках того ж самого кривошипного гарячештампувального пресу зусиллям 16 МН. 2. Для виготовлення поковки типу "вилка фланцева" (з малим фланцем) відрізають заготовку з розмірами 034x204 мм (Ц/Оо ~ 6,0) з прокату Круг В 34 ГОСТ 2590-88 45X5 ГОСТ 4543-71 й нагрівають індукційним способом у ковальському індукційному нагрівачі з частотою струму 50 Гц до температури 1200°С за час 20 с £у ш 13% «-о Do е *30% » Ф' Ф° е,»40% є,« 55% WF Ф° Є, «65% Ф° Ф° 3,5 1.155 178 1,366 170 1,621 140 1.831 121 1,941 91 4.0 1,172 169 1,376 150 1,641 130 2,051 107 2,221 42 1,874 20 5.0 1,168 160 1,427 104 1.618 83 1,848 50 6.0 1,177 149 1,292 74 1,344 1,439 30 6.5 1,181 125 1,241 57 1,332 52 37 1,397 22 Примітки: 1. Проводили осаджування експериментальних зразків з 030 й 020 мм. 2. F - початкова площина поперечного перерізу вихідної заготовки. 3.!«: - кінцева площина осьового перерізу зігнутого напівфабрикату. 4. Знак "прочерк" свідчить про яскраво виражене змикання відростків зігнутого напівфабрикату. 34699 ФІГ. 1 Б CU. Фіг. 4 Фіг. З Епюра nepepbia Епюра діаметріа Фіг. 5 Тираж 50 екз. Відкрите акціонерне товариство «Патент» Україна, 88000, м. Ужгород, вул. Гагаріна, 101 (03122) 3 - 7 2 - 8 9 (03122) 2 - 5 7 - 0 3
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for manufacture of axially symmetric forgings with extensions
Автори англійськоюDiamantopulo Kostiantyn Kostiantynovych, Kukhar Volodymyr Valentynovych
Назва патенту російськоюСпособ изготовления осесимметричных поковок с отростками
Автори російськоюДиамантопуло Константин Константинович, Кухар Владимир Валентинович
МПК / Мітки
МПК: B21K 1/06
Мітки: виготовлення, відростками, спосіб, поковок, вісесиметричних
Код посилання
<a href="https://ua.patents.su/4-34699-sposib-vigotovlennya-visesimetrichnikh-pokovok-z-vidrostkami.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення вісесиметричних поковок з відростками</a>
Спосіб виготовлення поковок типу пластин

Номер патенту: 32682
Опубліковано: 15.02.2001
Автори: Михайленко Борис Омелянович, Соколов Лев Миколайович, Кузнєцов Микола Миколайович
МПК: B21J 1/04
Мітки: виготовлення, поковок, спосіб, типу, пластин
Текст:
...розтяжних переважно, та може напружень. у викликати Обтяжка поперечному тріщини вузьким з-за бойком після кантування на 180° малоефективно з точки зору проробки металу у осьовій зоні з-за обмеженого контакту заготовки з інструментом, так як в цьому випадку деформація металу проходить, переважно, у периферийних зонах розтину поковки. В основу винаходу «Спосіб виготовлення поковок типу пластин» поставлено задачу виготовлення ...
Спосіб виготовлення в підкладних штампах точних поковок типу фурм з осьовим отвором та пристрій для його здійснення
Номер патенту: 25561
Опубліковано: 30.10.1998
Автори: Бублік Георгій Єгорович, Андрющенко Анатолій Петрович
МПК: B21D 37/00, B21D 22/06
Мітки: фурм, спосіб, штампах, осьовим, точних, типу, виготовлення, підкладних, пристрій, здійснення, отвором, поковок
Формула / Реферат:
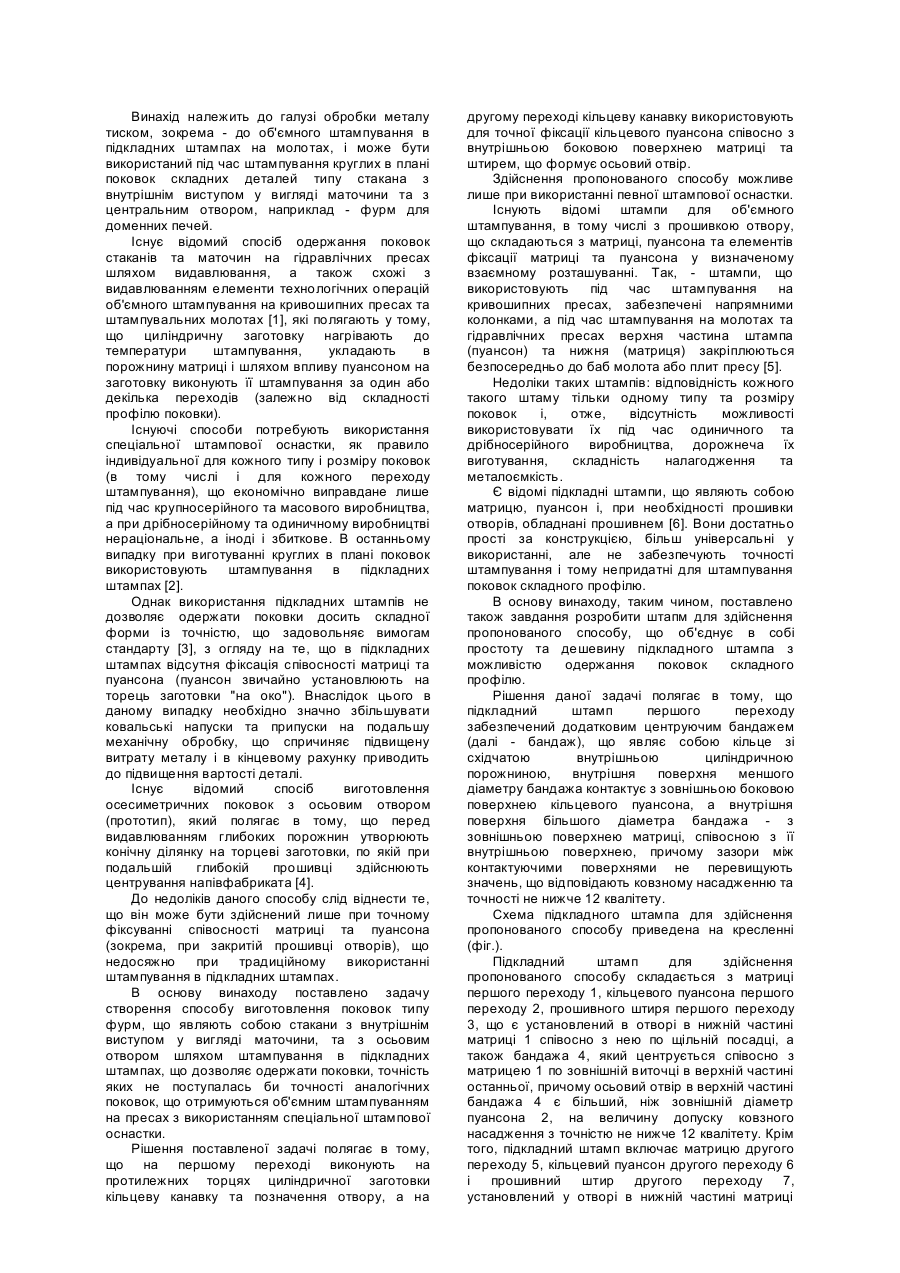
1. Спосіб виготовлення в підкладних штампах точних поковок типу фурм з осьовим отвором, що включає нагрівання заготовки до температури штампування, багатоперехідне видавлювання кільцевими пуансонами та прошивку отвору прошивним штирем, який відрізняється тим, що на першому переході виконують на одному з торців заготовки позначку отвору, а на протилежному торцеві співвісну з позначкою отвору кільцеву канавку, на другому переході здійснюють...
Спосіб виготовлення пластини пластинчато-трубного теплообмінника
Номер патенту: 27639
Опубліковано: 15.09.2000
Автори: Ройзен Зінаіда Львовна, Орлов Олексій Зінов'євич, Оскрет Юрій Вікторович, Голуб Валентин Антонович, Карпенко Олександр Никифорович
МПК: F28F 3/04, B21D 22/04
Мітки: спосіб, пластинчато-трубного, виготовлення, пластини, теплообмінника
Текст:
...ням рифтів виконують просічки біля зон плануємих рифтів, а пробивку отворів в рифтах здійснюють одночасно з гнуттям пластини в місцях виконаних просічок' лінію просічок на кожному їх кінці орієнтують в межах ±15° від перпендикуляра до дотичної лінії' на краю сусіднього рифта, до якого направлена ця просічка. Суттєві ВІДМІННОСТІ замовляємого винаходу зводяться до того, що по-перше, цей спосіб має операцію виконання просічок перед...
Спосіб виготовлення цирконієвих труб
Номер патенту: 31165
Опубліковано: 15.12.2000
Автори: Вахрушєва Віра Сергіївна, Коваль Анатолій Тимофійович, Сердюк Валентина Олексіївна, Сергєєв Віктор Володимирович, Блощинський Григорій Павлович, Карасик Тетяна Леонідівна, Сухомлин Георгій Дмитрович, Медведєв Михайло Іванович
МПК: B21C 23/02, C21D 9/08, B21B 21/00
Мітки: труб, цирконієвих, виготовлення, спосіб
Текст:
...формується у результаті деформаціі*литої заготовки пресуванням при більш високих температурах (800-360°С)»а також у результаті зміни умов термообробки труб після кожного проходу холодної прокатки із урахуван ням вмісту киснв в металі. Крім того, у вказаних умовах деформаї^ і термічної обробки при регламентації діаметра заготовки у відповідності з приведеною формулою формується більш сприятлива з точки зору експлуа тації труби текстура...
Спосіб виготовлення масивних шин
Номер патенту: 4114
Опубліковано: 27.12.1994
Автори: Науменко Олександр Петрович, Дзюра Євген Антонович
МПК: B29D 30/00
Мітки: масивних, спосіб, шин, виготовлення
Формула / Реферат:
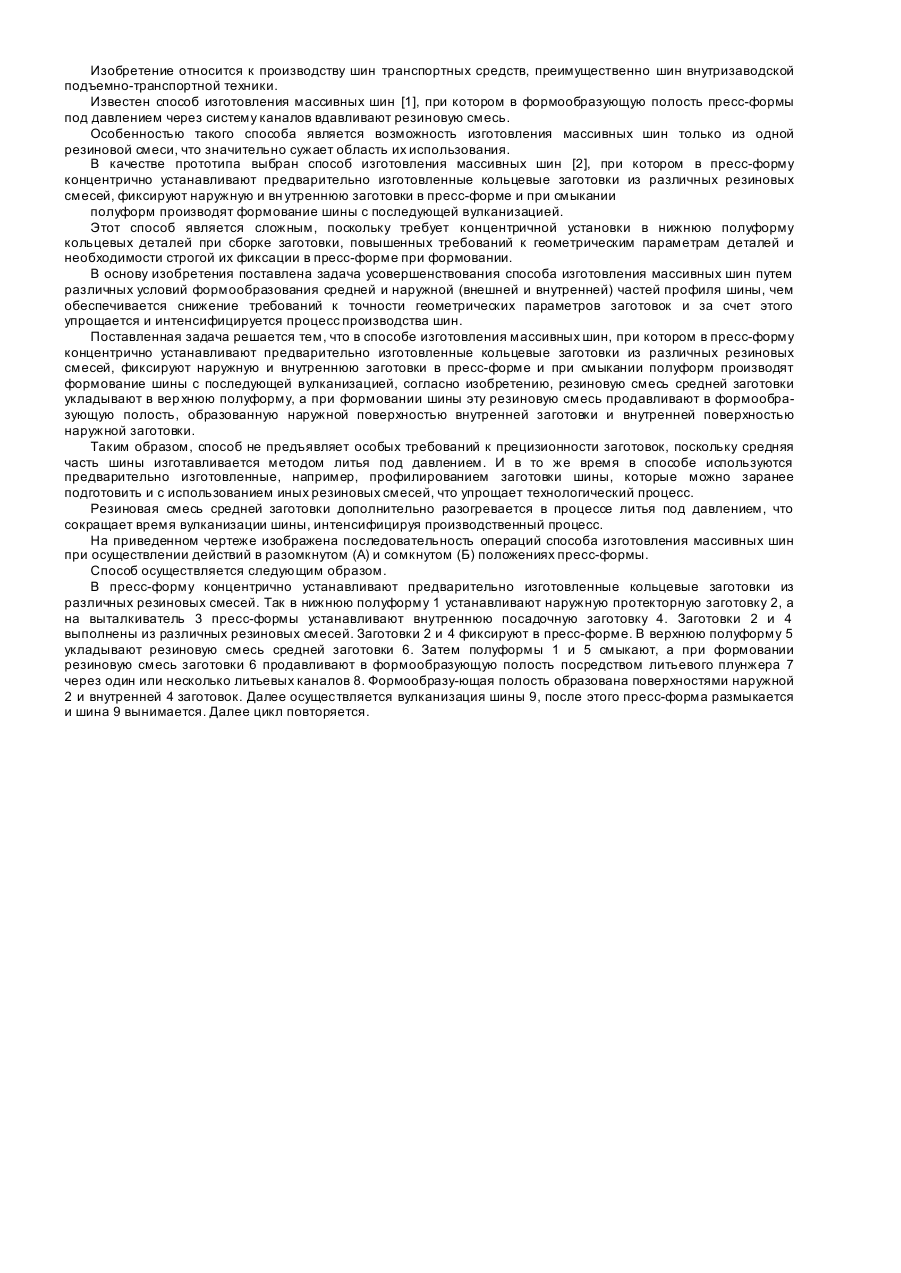
Способ изготовления массивных шин, при котором в пресс-форму концентрично устанавливают предварительно изготовленные кольцевые заготовки из различных резиновых смесей, фиксируют наружную и внутреннюю заготовки в пресс-форме и при смыкании полуформ производят формование шины с последующей вулканизацией, отличающийся тем, что резиновую смесь средней заготовки укладывают в верхнюю полуформу, а при формовании шины эту резиновую смесь продавливают...
Попередній патент: Пристрій, що подає і накопичує буровий інструмент
Наступний патент: Спосіб лікування грипу в експерименті
Випадковий патент: Сплав на основі хрому