Спосіб шліфування поверхонь деталей
Номер патенту: 30810
Опубліковано: 11.03.2008
Автори: Мохеб Мохаммад, Проволоцький Олександр Євдокимович, Алексєєнкова Олена Володимирівна
Формула / Реферат
1. Спосіб шліфування поверхонь деталей, що включає зняття стружки абразивними зернами шліфувального круга, який відрізняється тим, що одночасно зі зняттям матеріалу, що обробляється по заданій глибині різання шліфувальним кругом, здійснюють обробку гідроабразивною струминною суспензією, яку подають в зону контакту круга 5-12 структури з поверхнею, що обробляється, збільшуючи зернистість та кількість зерен в суспензії зі збільшенням структури шліфувального круга.
2. Спосіб за п. 1, який відрізняється тим, що використовують суспензію з номером зернистості абразивної частини в струмені від М50 до 12 відповідно до структури круга від 5 до 12.
3. Спосіб за пп. 1, 2, який відрізняється тим, що кількість абразивних зерен в суспензії становить від 5 до 25 % відповідно до структури круга від 5 до 12.
Текст
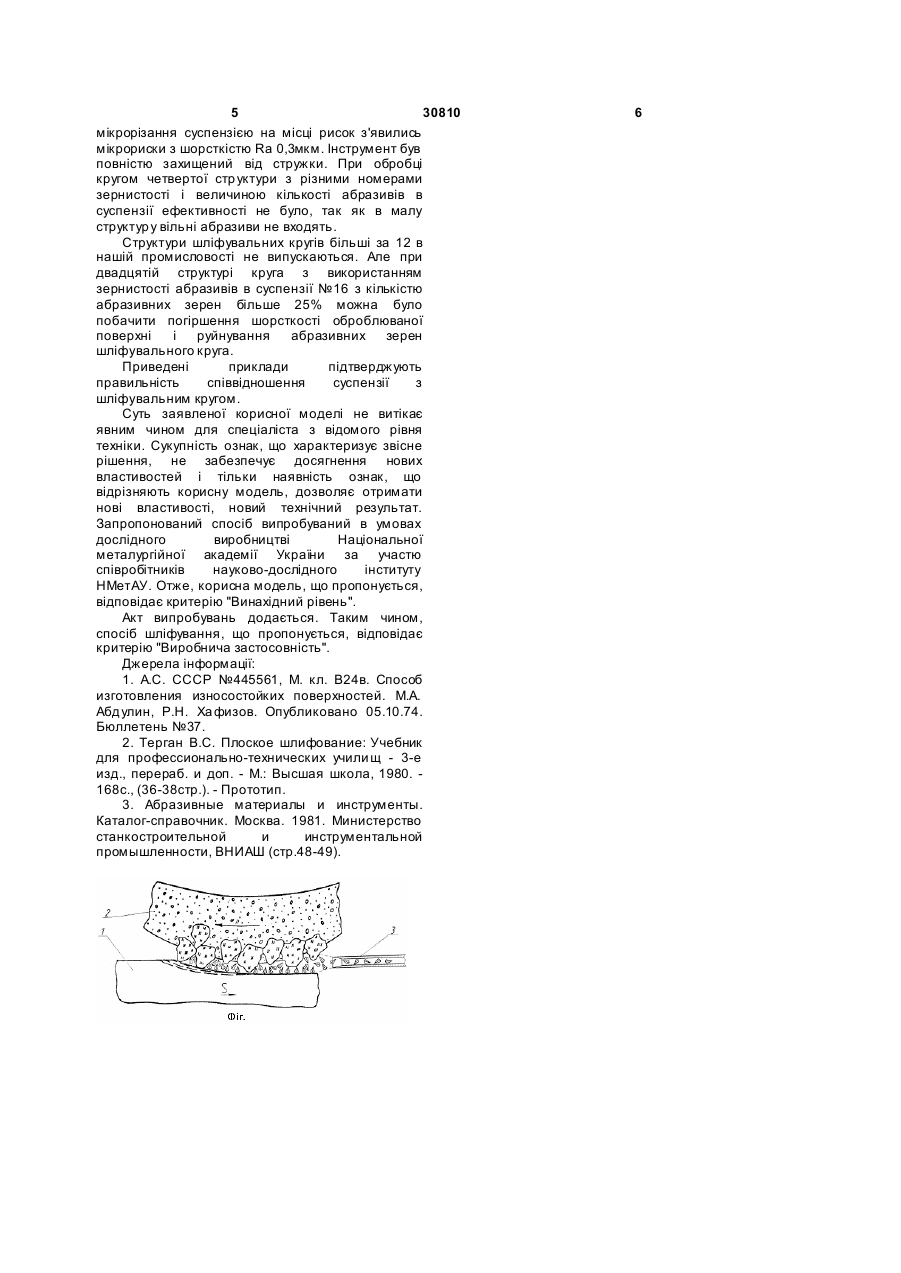
1. Спосіб шліфування поверхонь деталей, що включає зняття стружки абразивними зернами шліфувального круга, який відрізняється тим, що одночасно зі зняттям матеріалу, що обробляється по заданій глибині різання шліфувальним кругом, 3 30810 4 Рішення вказаної задачі (див. Фіг.) 5 запропоновано шляхом застосування подальшої, 6 після шліфування, операції чистового доведення 7 поверхні із застосуванням гідроабразивної 8 струминної суспензії, що подається в зону 9 контакту круга з поверхнею, що обробляється, 10 збільшуючи зернистість та кількість зерен в 11 суспензії зі збільшенням структури шлі фувального 12 круга (Фіг.), де n - робоча швидкість обертання шліфувального круга (2), м/с. Стрілка на Експериментально встановлено, що якщо шліфувальному крузі показує напрям його використовуються шлі фувальні круги із структурою обертання; S - подача деталі, що обробляється. меншою п'ятої структури, то пористості в них Стрілка на деталі показує напрям переміщення немає і абразивні зерна із струминного потоку в деталі відносно шліфувального інструменту. інструмент не вникають. Експериментально установлено, що Дванадцята структура [3] сама велика і її зернистість суспензії використовується від М50 до використовува ти необхідно так, як при ній буде 12 відносно до структури круга від 5 до 12. Тобто із самий високий ефект суспільної обробки збільшенням структури круга необхідно шліфуванням і струминною доводкою. Більші збільшувати зернистість. Одночасно установлено, структури не рекомендуються із-за того, що в них що ефективність збільшується, якщо із різко зменшується міцність шліфувальних кругів. збільшенням структури круга необхідно Експериментально встановлено також збільшувати кількість абразивних зерен від 5 до кількість абразивних зерен в залежності від 25%. структури шліфувального круга. Встановлено, що Поставлена задача розв'язується тим, що чим менша структура, тим менше зерен необхідно контролювати і аналізувати поміститься в пористі об'єми інструменту. Також спрямованість, глибину і ширину рисок після встановлено, що, при менше 5%, абразиву шліфування, а також заповнення структури ефективність додаткової обробки зменшується, а високопористих кругів стр ужкою. максимальний рівень кількості абразиву При контакті шліфувального круга з ефективний до 25% із збільшенням структури оброблюваною поверхнею на ній залишаються круга. Якщо абразиву буде більше 25%, то зерна направлені паралельні риски, які не дозволяють не помістяться між інструментом і оброблюваною створити маслоємний мікрорельєф. Важливим поверхнею і у вн утрішні х структурах інструмента. фактором є контроль накопичення стружки в Слід враховувати, що при сумісній обробці інструмент. шліфувальним кругом і гідроабразивною Вказані параметри залежать від зернистості суспензією, виходить мікрорельєф з підвищеною шліфувального круга, його високопористих гідроємністю. структур і, звичайно, пластичних характеристик Ведення додаткової операції, яка виконується оброблюваного матеріалу. Від цього і залежить разом з першою, дозволяє в широкому діапазоні вибір характеристик гідроабразивного потоку, який одержувати нові ефективніші результати обробки, входить в простір між інструментом і що являється розкриттям причинно-наслідкового оброблюваною поверхнею. зв'язку між сукупністю ознак корисної моделі і Показниками нового способу є: технічним результатом, якого можна досягнути у 1. Введення додаткової операції для обробки відповідності до поставленої задачі. деталі. По наявним у заявника відомостям сукупність 2. Додаткова операція є гідроабразивною ознак, що пропонується та характеризує суть обробкою. корисної моделі, невідома з рівня техніки, тобто 3. Шліфування і гідроабразивна обробка корисна модель відповідає критерію "Новизна". виконуються одночасно, при цьому першим в Приклад ілюстрації корисної моделі (див. Фіг.): загальній операції знімається матеріал На плоскошліфувальному верстаті ЗГ71 був шліфувальним кругом, деталь переміщується установлений шліфувальний круг (2), діаметром назустріч потоку гідроабразивній суспензії, який 250мм з десятою структурою абразивів, знімає мікростружку з відшлі фованої поверхні. зернистість круга 150мкм, швидкість круга 35м/с 4. Підбір розміру абразивних зерен і їх (n). Запланована операція шліфування плоскої кількість виконується в залежності від структури деталі (1) зі сталі 40Х після термічної обробки. шліфувальних кругів. Товщина шлі фування 0,3мм. Для охолодження Такі показники раніше не були відомі. круга і заготовки в її зону контакту подали з Структури шлі фувальних кругів описані в струминного апарату (3) струмінь з рідини і офіційних довідках [3, стор.48-49]. абразивних зерен з номером зернистості 8, кількість абразивних зерен в суспензії 20%. Таблиця Подача деталі 1мм/с (S). Після зняття 0,3мм металу із заготовки активно знімаються Співвідношення зернистості абразивних часток в мікрорельєфи заготовки вільнимикруга абразивними гідроабразивній суспензії та їх кількість в залежності від структури шлі фувального зернами, які направлені в струминній суспензії. Після шліфування одержувалась шорсткість Номер зернистості абразивної частини Кількість абразивних зерен, Ra Структура шліфувального круга % 0,6мкм з направленими рисками. Після в стр умені М50 М63 4 5 6 8 10 12 5 30810 мікрорізання суспензією на місці рисок з'явились мікрориски з шорсткістю Ra 0,3мкм. Інструмент був повністю захищений від стружки. При обробці кругом четвертої стр уктури з різними номерами зернистості і величиною кількості абразивів в суспензії ефективності не було, так як в малу структур у вільні абразиви не входять. Структури шліфувальних кругів більші за 12 в нашій промисловості не випускаються. Але при двадцятій структурі круга з використанням зернистості абразивів в суспензії №16 з кількістю абразивних зерен більше 25% можна було побачити погіршення шорсткості оброблюваної поверхні і руйнування абразивних зерен шліфувального круга. Приведені приклади підтверджують правильність співвідношення суспензії з шліфувальним кругом. Суть заявленої корисної моделі не витікає явним чином для спеціаліста з відомого рівня техніки. Сукупність ознак, що характеризує звісне рішення, не забезпечує досягнення нових властивостей і тільки наявність ознак, що відрізняють корисну модель, дозволяє отримати нові властивості, новий технічний результат. Запропонований спосіб випробуваний в умовах дослідного виробництві Національної металургійної академії України за участю співробітників науково-дослідного інституту НМетАУ. Отже, корисна модель, що пропонується, відповідає критерію "Винахідний рівень". Акт випробувань додається. Таким чином, спосіб шліфування, що пропонується, відповідає критерію "Виробнича застосовність". Джерела інформації: 1. А.С. СССР №445561, М. кл. В24в. Способ изготовления износостойких поверхностей. М.А. Абдулин, Р.Н. Ха физов. Опубликовано 05.10.74. Бюллетень №37. 2. Терган B.C. Плоское шлифование: Учебник для профессионально-технических учили щ - 3-е изд., перераб. и доп. - М.: Высшая школа, 1980. 168с., (36-38стр.). - Прототип. 3. Абразивные материалы и инструменты. Каталог-справочник. Москва. 1981. Министерство станкостроительной и инструментальной промышленности, ВНИАШ (стр.48-49). 6
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of grinding of surfaces of components
Автори англійськоюProvolotskyi Oleksandr Yevdokymovych, Aleksieienkova Olena Volodymyrivna
Назва патенту російськоюСпособ шлифования поверхностей деталей
Автори російськоюПроволоцкий Алесандр Евдокимович, Алексеенкова Елена Владимировна
МПК / Мітки
МПК: B24B 37/00
Мітки: шліфування, деталей, спосіб, поверхонь
Код посилання
<a href="https://ua.patents.su/3-30810-sposib-shlifuvannya-poverkhon-detalejj.html" target="_blank" rel="follow" title="База патентів України">Спосіб шліфування поверхонь деталей</a>
Спосіб безцентрового поздовжнього шліфування циліндричних поверхонь
Номер патенту: 14242
Опубліковано: 15.05.2006
Автори: Шам Максим Костянтинович, Кальченко Володимир Віталійович, Кальченко Віталій Іванович
МПК: B24B 5/00
Мітки: спосіб, безцентрового, поверхонь, шліфування, поздовжного, циліндричних
Формула / Реферат:
1. Спосіб безцентрового поздовжнього шліфування циліндричних поверхонь, за яким деталь переміщується в осьовому напрямку за рахунок розвороту ведучого круга і базується на ньому та опорному ножі, а шліфування виконується профільованим шліфувальним абразивним кругом, який відрізняється тим, що вісь деталі в процесі знімання припуску та формоутворення переміщують вздовж однієї прямої, яка співпадає з віссю номінальної циліндричної поверхні...
Спосіб шліфування некруглих циліндричних поверхонь циліндричним кругом
Номер патенту: 10879
Опубліковано: 15.12.2005
Автори: Ільїн Дмитро Олександрович, Кальченко Володимир Віталійович, Кальченко Віталій Іванович
МПК: B24B 1/00
Мітки: поверхонь, некруглих, шліфування, циліндричним, циліндричних, спосіб, кругом
Формула / Реферат:
1. Спосіб шліфування некруглих циліндричних поверхонь циліндричним обертальним кругом, який переміщується вздовж осі деталі, який відрізняється тим, що його повертають відносно нормалі до криволінійної напрямної в опорній точці на величину, що забезпечує знімання припуску за один прохід.2. Спосіб за п. 1, який відрізняється тим, що поворот здійснюється у вертикальній площині відносно осі, яка лежить в горизонтальній площині та...
Спосіб шліфування випуклих криволінійних поверхонь обертання

Номер патенту: 10623
Опубліковано: 15.11.2005
Автори: Кальченко Володимир Віталійович, Ніколенко Олег Миколайович
МПК: B24B 5/00
Мітки: випуклих, поверхонь, криволінійних, обертання, спосіб, шліфування
Формула / Реферат:
Спосіб шліфування випуклих криволінійних поверхонь обертання охоплювальним інструментом з віссю обертання, яка розташована в площині симетрії деталі і перпендикулярна осі обертання деталі, який відрізняється тим, що для шліфування криволінійних поверхонь з різноманітними випуклими твірними вісь обертання круга переміщується в цій площині таким чином, що торова поверхня круга дотикається до зовнішнього діаметра деталі в різних точках в залежно...
Спосіб шліфування плоских поверхонь
Номер патенту: 65894
Опубліковано: 15.04.2004
Автори: Гусєв Володимир Владиленович, Молчанов Олександр Дмитрієвич, Вяльцев Микола Васильович, Бєлов Сергій Геннадійович
МПК: B24B 9/06
Мітки: поверхонь, спосіб, плоских, шліфування
Формула / Реферат:
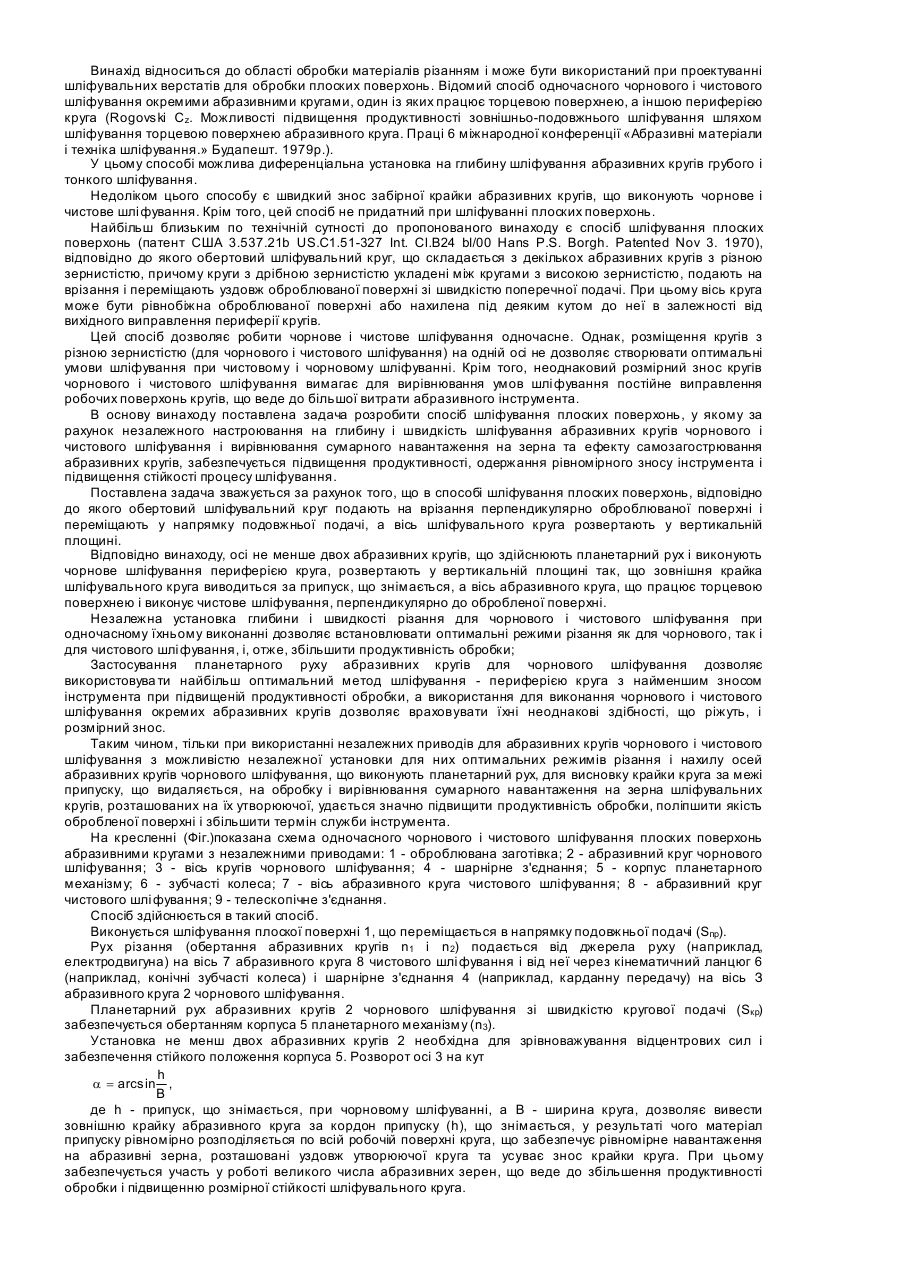
Спосіб шліфування плоских поверхонь, відповідно до якого обертовий шліфувальний круг подають на врізання перпендикулярно оброблюваній поверхні і переміщують у напрямку подовжньої подачі, а вісь шліфувального круга розвертають у вертикальній площині, який відрізняється тим, що осі не менше двох абразивних кругів, що здійснюють планетарний рух і виконують чорнове шліфування периферією круга, розвертають у вертикальній площині так, що зовнішня...
Спосіб шліфування торцевих сферичних поверхонь
Номер патенту: 61016
Опубліковано: 15.10.2003
Автори: Петраков Юрій Володимирович, Олійник Валерій Петрович, Субін Анатолій Анатолійович, Саєд Мортеза Хашемінежад
МПК: B24B 1/00
Мітки: сферичних, поверхонь, торцевих, шліфування, спосіб
Формула / Реферат:
1. Спосіб шліфування торцевих сферичних поверхонь, що включає обробку профільованим шліфувальним кругом вертикально встановлених заготовок, що мають колову подачу навколо власної осі, який відрізняється тим, що шліфувальний круг встановлюють з можливістю обертання навколо горизонтальної осі, яка перпендикулярна до осі обертання заготовки, а подачу заготовки здійснюють перпендикулярно до площини, в якій розташовані вісь обертання заготовки та...
Попередній патент: Спосіб одержання комплексу біологічно активних метаболітів
Наступний патент: Полімерна композиція
Випадковий патент: Спосіб формування покриття на поверхні виробу