Спосіб формування покриття на поверхні виробу
Номер патенту: 46073
Опубліковано: 15.05.2002
Автори: Зеленін Віталій Іванович, Дудко Данило Андрійович, Бондарєв Анатолій Андрійович, Кістерська Людмила Данилівна, Малиновський Григорій Васильович
Формула / Реферат
1. Спосіб формування покриття на поверхні виробу, що полягає в послідовному напиленні шарів необхідного складу та товщини з наступним їх оплавленням, який відрізняється тим, що оплавлення виконують висококонцентрованим джерелом тепла, при цьому щільність енергії в тепловій плямі і швидкість її переміщення регулюють до виникнення локальної ванночки розплавленого металу з глибиною, що перевищує товщину напиленого шару не менш ніж на 2 %, і шириною, що дорівнює 2-20-ти глибинам локальної ванночки.
2. Спосіб по п. 1, який відрізняється тим, що як висококонцентроване джерело живлення використовують мікроплазму, електронний пучок у вакуумі, світловий чи лазерний промінь локально.
3. Спосіб по п. 1, який відрізняється тим, що виконують оплавлення кожного шару після його нанесення або одночасно двох, або більше напилених шарів.
Текст
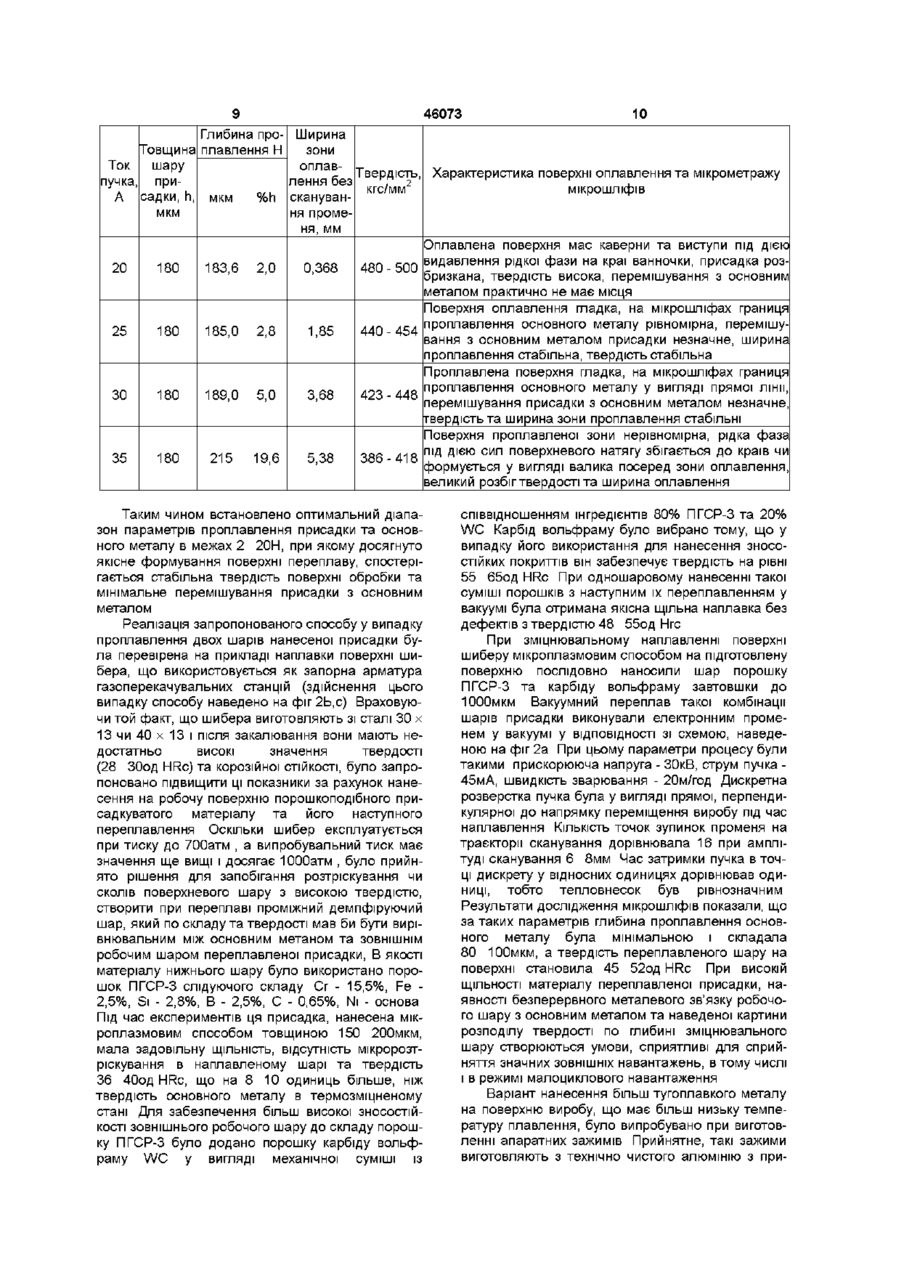
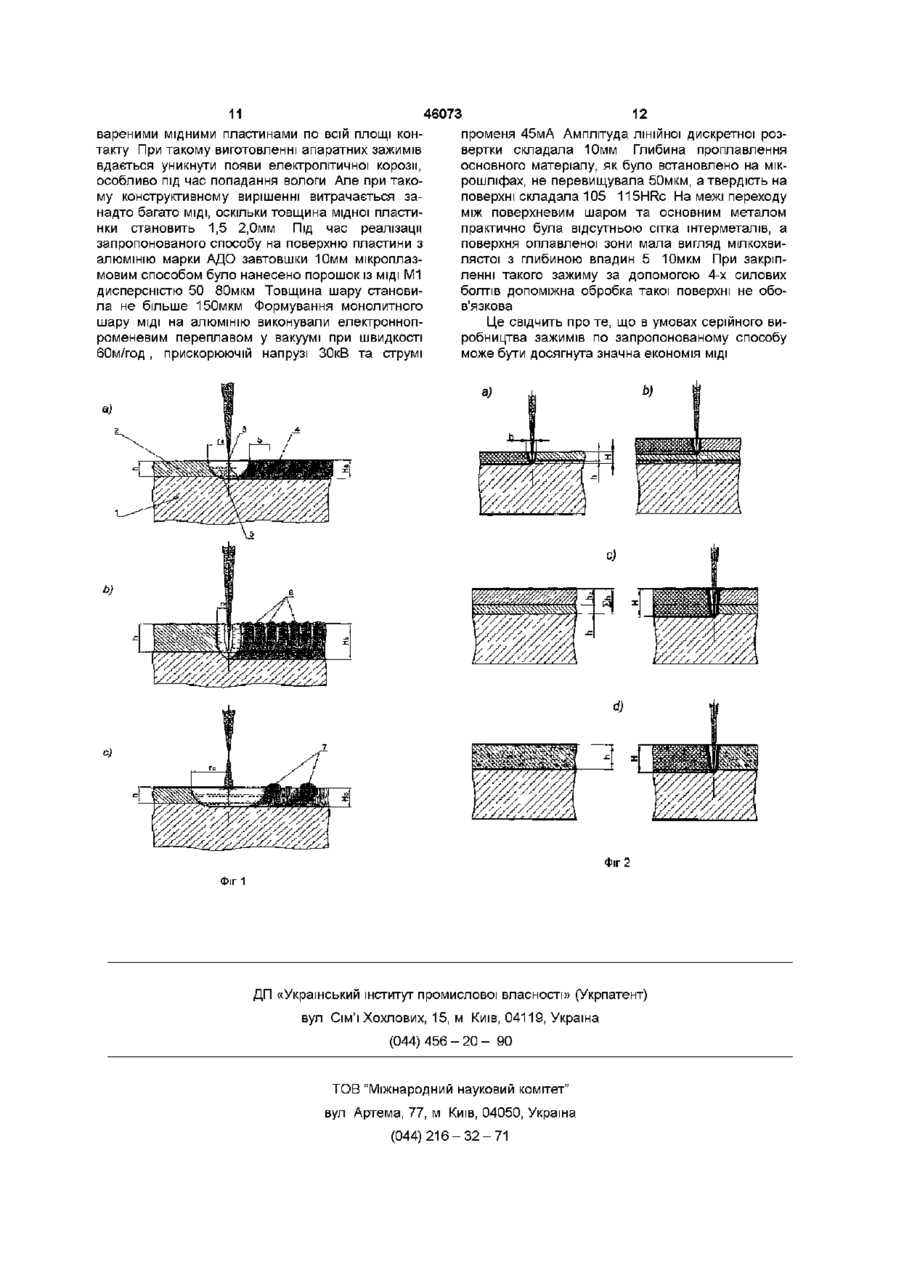
1 Спосіб формування покриття на поверхні виробу, що полягає в послідовному напиленні шарів необхідного складу та товщини з наступним їх оплавленням, який відрізняється тим, що оплавлення виконують висококонцентрованим джерелом тепла, при цьому ЩІЛЬНІСТЬ енергії в тепловій плямі і швидкість її переміщення регулюють до виникнення локальної ванночки розплавленого металу з глибиною, що перевищує товщину напиленого шару не менш ніж на 2 %, і шириною, що дорівнює 2-20-ти глибинам локальної ванночки 2 Спосіб по п 1, який відрізняється тим, що як висококонцентроване джерело живлення використовують мікроплазму, електронний пучок у вакуумі, світловий чи лазерний промінь локально 3 Спосіб по п 1, який відрізняється тим, що виконують оплавлення кожного шару після його нанесення або одночасно двох, або більше напилених шарів О СО Винахід відноситься до нанесення покриттів на поверхню виробів і використовується при виготовленні зношених деталей та вузлів в машинобудуванні Однією З самих складних і практично ще невирішених проблем в області покриттів лишається нанесення покриттів завтовшки 0,1 1,0мм, які мали б металевий зв'язок з поверхнею підложки, високу ЩІЛЬНІСТЬ та не погіршували б якостей матеріалу підложки ВІДОМІ способи наплавлення, газотермічний, вакуумний, ІНШІ методи напилення в наведеному діапазоні товщин неефективні Так, відносно тонкі шари наплавленого металу - 2,0 3,0мм і більше отримують з допомогою дугової наплавки стрічковим електродом (Довідник зварювальника / Під ред В В Степанова, М Машинобудування - С 459 - 460, 1983р) Але при цьому рівномірність проплавлення основного металу і, ВІДПОВІДНО, ЙОГО частка в наплавленому металі змінюється в до сить широкому інтервалі (10 50%) Крім того, величина зони термічного впливу в основному металі і рівень напруження та деформацій у багатьох випадках надто високі, в зв'язку з чим необхідна спеціальна термічна обробка готових деталей для відновлення їх якості Ще більш тонкі шари (від 1 мм і більше) наплавляють з подачею в ванну розплавленого металу мілкодисперсного порошку, але всі вище зазначені недоліки зберігаються і в цьому випадку, хоч і в меншій мірі (Ас № 1531340, МКВ6 В23К 9/16, Плазмотрон для наплавлення порошкоподібним матеріалом, Гладкий П В та ш , опубл в БВ № 12, 1987р) В останні роки інтенсивно відбувається пошук засобів для наплавлення тонких шарів з використанням концентрованих джерел енергії - мікроплазми, електронного, світлового чи лазерного променя і таке інше При цьому для наплавлення використовується порошок, що наноситься на по о (О верхню насипом або в підготовлену кромку Так, з допомогою електронного променя при високій напрузі оплавляють шар металевого порошку (ніхрому) на стальній ПІДЛОЖЦІ з отриманням наплавленого шару завтовшки 0,3 мм, до складу якого входить від 15 до 40% основного металу ("Application of 500 kV Ultra Hight Voltage E В to Surface Modification of Steel11, Transactions of JWRI, Vo 126, No 1, 1997, p 171 - 172) Але і цей варіант використання висококонцентрованого джерела нагріву, як і ІНШІ ВІДОМІ, ЩО використовуються для оплавлення порошкових присадкуватих матеріалів, має загальні характерні недоліки, що у випадку нанесення тонких шарів призводить до погіршення якості наплавленого металу через нерівномірне покриття присадкуватим матеріалом поверхні основи При оплавленні нанесеного таким способом порошку, останній має тенденцію збігатися в краплини, що призводить до нерівномірного по товщині наплавленого шару та його 46073 практично неможливе В основу винаходу поставлено задачу підвищення ефективності нанесення покриттів завтовшки від десятих часток міліметра і більше на поверхню деталей і механізмів з одночасним підвищенням їх експлуатаційних характеристик в способі формування покриття на поверхні виробів шляхом локального оплавлення напиленого шару висококонцентрованим джерелом енергії та регулювання зони термічного впливу до розмірів, порівнених з товщиною напиленого шару, що дозволяє локалізувати зону плавлення та регулювати и розміри як по глибині, так і по ширині проплавлення напиленого шару, збільшувати швидкість відведення тепла від оброблюваної деталі, а також забезпечує глибину проплавлення основного металу, достатню для надійного сплавлення з матеріалом покриття і присутність частки основного металу в об'ємі наплавленого в необхідних співвідношеннях ЩІЛЬНОСТІ В роботі "Лазерне наплавлення порошків сплаву системи Ni-Cr-B-Si на мідь та її сплави", жл "Автоматичне вварювання", № 9, 1997р , с 45 47, наведений приклад наплавлення порошків з використанням лазерного променя Цей засіб не виключає негативних явищ, що мають місце при отриманні покриттів методом оплавлення порошків, розташованих на поверхні виробів, бо при цьому також спостерігається нерівномірне проплавлення основного металу, рідина збігається в краплини і при цьому маємо дуже неоднорідний ХІМІЧНИЙ склад поверхневого шару За прототип запропонованого винаходу прийнятий спосіб формування покриття на поверхні виробів, що полягає в послідовному напиленні шарів необхідного складу та товщини з наступним їх оплавленням ("Підвищення ЗНОСОСТІЙКОСТІ покриттів зі сплавів, що самофлюсуються, зі збереженням наслідкових параметрів початкового порошку", ж-л "Тертя та знос", № 3, 1981 р , с 495 501) Спосіб передбачає оплавлення напиленого шару покриття газополум'яним джерелом тепла Зона термічного впливу (ЗТВ) такого джерела на напилену поверхню дуже простора, при цьому оплавлення покриття проводиться без регулювання величини зони термічного впливу Це, в свою чергу, призводить до перегріву деталі та виникненню небажаних внутрішніх напружень і деформацій Дотриматись стабільності глибини проплавлення при використанні такого джерела енергії практично неможливо Відсутність контролю за переходом основного металу в розплавлену ванну не дозволяє контролювати його частку в наплавленому шарі і отримувати його необхідний ХІМІЧНИЙ склад та механічні властивості Відома технологія має обмеження і на ПОСЛІДОВНОСТІ нанесення зносостійких шарів на поверхню виробів Так, оплавлення верхнього шару, що має більш високу температуру плавлення, призведе до значного підплавлення нижніх шарів, а в деяких випадках і де не контрольованого підплавлення поверхні виробів Тому нанесення верхніх тугоплавких шарів на поверхню металу з меншою температурою плавлення за відомою технологією Поставлена задача досягається тим, що в способі формування покриття на поверхні виробів, що полягає в послідовному напиленні шарів необхідного складу та товщини з наступним їх оплавленням, згідно з винаходом, оплавлення виконують висококонцентрованим джерелом тепла, наприклад, мікроплазмою, електронним променем в вакуумі, світловим чи лазерним променем локально, при цьому ЩІЛЬНІСТЬ енергії в тепловій плямі і швидкість її переміщення регулюють до виникнення локальної ванночки розплавленого металу з глибиною, що перевищує товщину напиленого шару не менше, ніж на 2%, і шириною, що дорівнює 2 20 глибинам локальної ванночки Причому виконують оплавлення кожного шару після його нанесення або одночасно двох або більше напилених шарів Заявлений винахід відрізняється тим, що для оплавлення використовують не загальний нагрів (наприклад, газополум'яним джерелом тепла), при якому утруднено регулювання тепловнеску та величини зони термічного впливу, а в и со ко концентрований, котрий з відомого рівня техніки використовується для оплавлення, але нелокально, а при його дії на простору площу оброблюваного виробу, причому не на напилене покриття, а на порошок, нанесений на поверхню насипом, Ідо підлягає оплавленню Інакше кажучи, ВІДМІННІСТЬ винаходу полягає в використанні восококонцентрованого джерела нагріву (оплавлення) з локальною дією та регулюванням параметрів металевої ванночки, причому ЩІЛЬНІСТЬ енергії в тепловій плямі та швидкість її переміщення встановлюють такими, щоб з'явилась ванночка з мінімальними розмірами, що СПІВВІДНОСЯТЬСЯ з товщиною напиленого шару Розповсюдження тепла в окремих локалізованих зонах запобігає перегріву виробу та виконанню в ньому деформуючих напружень, так як у цьому випадку ЗТВ висококонцентрованого джерела просто не встигає охопити просторі зони виробу В той же час концентрація тепла достатня для розплавлений верхнього шару, навіть тугоплавкого, до виникнення локальної ванночки розплавленого металу, захоплюючи і основний метал, з розмірами, при яких забезпечуються необхідні експлуатаційні характеристики виробу Забезпечення взаємозв'язку розмірів товщини напиленого шару з розмірами ванночки у взаємодії з локалізацією останньої дозволяє забезпечити мінімальний внесок тепла в розплавлену ванночку при максимальній швидкості його відводу до виробу, та оплавляти більш тугоплавкий напилений sap, ніж основний метал, при цьому лише підплавляючи нижній шар та метал виробу Це суттєво розширює технологічні можливості способу у порівнянні з відомими більш тугоплавкі та ЗНОСОСТІЙКІ матеріали можуть бути нанесені у вигляді шарів наплавки без побоювання деформування чи пошкодження виробу в процесі оплавлення Так, великий інтерес викликає нанесення тонких електроконтактних покриттів (чи антифрикційних), наприклад, із МІДІ та и сплавів на вироби із алюмінієвих чи інших легких сплавів У цьому випадку легкі литі чи штамповані дешеві деталі можуть працювати в умовах складних тяжких навантажень Регулювання розмірів ванночки забезпечує також оплавлення основного металу на глибину, при якій виключено турбулентне перемішування металу наплавки і основного, які мають місце у відомому винаході, і в той же час дозволяють регулювати долю основного металу в наплавленому шарі та отримувати матеріал покриття зі заздалегідь заданими ХІМІЧНИМ складом та механічними властивостями Під час експериментів було встановлено, що ЩІЛЬНІСТЬ енергії в тепловій плямі та швидкість її перемішання виявляється оптимальними для формування бездефектних покриттів та створення можливості регулювання їх властивостей при формуванні локальної ванночки, параметри якої СПІВВІДНОСЯТЬСЯ з товщиною напиленого шару і визначаються в залежності від виду висококонцентрованого джерела, основного металу і напиленого шару, а також вимог, що пред'являються до складу та властивостей покриття, яке формується під час оплавлення, Зокрема, глибина ванночки розплавленого металу повинна перевищувати товщину напиленого шару на величину не менше 2%, а ширина ванночки повинна бути витримана в межах 2 20-ти и глибин 46073 ваного способу наведена на фіг 1а На поверхні виробу 1 газотермічним, вакуумним чи іншим способом наносять шар 2 необхідного складу та товщиною h 3 допомогою висококонцентрованого джерела тепла 3, наприклад, мікроплазмового факелу, електронного пучка в вакуумі, світлового чи лазерного променя нанесений матеріал оплавляють до появи наплавленого шару 4 При розміщенні висококонцентрованого точкового джерела тепла 3 на поверхні шару 2, що переплавляється, підведення достатньої потужності (та при умові ізотропності матеріалу) ванночка розплавленого матеріалу 5 набуває форми полусфери з радіусом га У даному випадку глибина проплавлення На дорівнює радіусу га При дискретному варіанті переміщення джерела тепла 3 кроком S, також рівним га (що загально прийнято та приоритетно по техніці наплавки), для забезпечення гарантованого сплавлення з основним металом необхідно забезпечити, щоб На не менше, ніж на 2% було більшим за п, як це наведено на кресленні та підтверджено експериментальними дослідженнями Ширина наплавленого валика в такому ідеальному варіанті дорівнює 2га = 2Н а 2,04п Відтворення процесу оплавлення при глибині ванночки, що не досягає вказаної величини (102% товщини напиленого шару), не забезпечує гарантованого проплавлення напиленого та основного металу, достатнього для виникнення стабільного металевого зв'язку робочого шару з основним матеріалом У випадку формування ванночки шириною, меншою за 2 її глибини, наплавлений шар має надто хвилясту поверхню, а у випадку и ширини, більшої 20-ти глибин ванночки, має місце нерівномірний розподіл рідкого металу відносно межі сплавлення, що також призводить до формування напливів у вигляді випуклих валиків Суть винаходу пояснюють наведені схеми, які відтворюють формування наплавленого шару при різних співвідношеннях розмірів розплавленої металевої ванночки та товщини наплавленого шару (Фіг1а-с), і характер проплавлення при одно- та багатошаровому напиленні (Фіг 2a-d) В загальному випадку реалізація запропоно Таким чином, для мінімальної витрати теплової потужності пріоритетне, як випливає з розглянутого, дотримуватись таких співвідношень ширина наплавки В - дорівнює або більше 2Н, глибина проплавлення Н - не менша 1,02п, крок S (перекриття валиків) - менше або дорівнює г Як підтверджено експериментами, наведені співвідношення достовірні не тільки у випадку дискретного переміщення, а і для джерела тепла, що рівномірно рухається Допустимі межі зміни співвідношень ширини і глибини наплавки будуть визначатись появою дефектів формування наплавленого шару Так, у випадку гострого фокусування електронного чи світлового променя, коли починається інтенсивне випаровування ванночки в точці її нагріву, глибина проплавлення різко збільшується, а діаметр ванночки (ширина ванночки, або ширина наплавки) зменшується Нь > h > гь У цьому випадку для гарантованого сплавлення шару з основним металом необхідно підвищити долю його проплавлення значно більше, ніж на 2% Окрім цього, дефекти кристалізації 6, якто тріщини, пори, несплавлення і таке інше не переплавляються і тому необхідно зменшити крок Sb Обидва ці фактори негативно впливають на якість наплавленого шару При "розмитій" тепловій плямі (фіг 1с) допускається значне підвищення гс > Нс при збереженні мінімального проплавлення Це збереження пов'язане з появою специфічного дефекту, що виникає при сполученні деяких пар металів (напиленого і основного) Цей дефект обумовлений стягуванням рідкого металу в нерівномірні сферичні утворення 7, наведені на фіг 1с При правильно вибраних співвідношеннях (в межах одного порядку величин) гс > Нс > 1 - 10 для заданих комбінацій матеріалів нанесений шар відрізняється виключно високою якістю поверхневого сплавлення з основним металом Описаний спосіб може бути застосований для отримання як одношарових (фіг 2а), так і для багатошарових покриттів (фіг 2Ь) Багатошаровий варіант буває необхідним, наприклад, для зменшення до мінімуму частки основного металу в металі зовнішнього шару покриття, а також у випадку, коли необхідно створити проміжний демпферний шар для зниження дії залишкових напружень Для отримання складних композицій легування металу буває необхідно нанести два або більше шарів покриття різного складу та проплавити їх одночасно (фіг 2с зображає шари з товщиною hi та п2) Другий варіант отримання композиційних покриттів полягає в нанесенні напиленого шару з використанням суміші тугоплавких часток (позначених на фіг 2d позицією 8), наприклад, карбіду вольфраму, що дозволяє отримувати на робочій поверхні виробу зносостійкий ЗОВНІШНІЙ шар з високою твердістю, яка забезпечується присутністю часток карбіду вольфраму Приклади реалізації винаходу З метою підвищення ЗНОСОСТІЙКОСТІ мідних електродів машин контактного зварювання на їх робочу поверхню мікроплавмовим способом наносили шар порошкоподібної суміші М1 та хрому (Реалізація способу схематично зображена на фіг 2а) Товщина присадкуватого матеріалу дорівМатеріал ХС70 Інконель-939 Ni осн 48 Or 15,5 22,5 Co 19,0 W 5,0 2,0 Дисперсність часток присадки складала 60 160мкм Товщина нанесеного шару присадки на зонах дефектних місць становила 160 350мкм Наплавку виконували електронним пучком у вакуумі Параметри при цьому були такі прискорююча напруга - ЗОкВ, струм пучка - 25мА, швидкість зварювання - 20м/год Контур дискретного сканування пучка був у вигляді прямої лінії, перпендикулярної напрямку переміщення виробу Амплітуда переміщення променя становила б мм, а КІЛЬКІСТЬ ТОЧОК зупинки променя на цій прямій становила 8 Регулювання тепловнеском у кожній точці зупинки променя виконувалось регулюванням часу затримки променя в залежності від товщини присадки в даному МІСЦІ переплаву і у відносних одиницях становило в межах від 1 до 4-х Після виготовлення мікрошліфів результати виміру мікротвердості показали, що основний метал в стані після наплавки мав твердість 170 180кгс/мм2, а твердість зони переплавленої присадки, починаючи від межі сплавлення до поверхні переплавленого шару збільшувалась в напрямку до поверхні в інтервалі 386 454кгс/мм2 Переплавлений шар мав мікродисперсну щільну структуру без наявних дефектів 8 46073 нювала приблизно 150 200мм Діаметр робочої поверхні електроду дорівнював 6мм Переплавлення нанесеної таким чином присадки виконували електронним пучком в вакуумі Параметри наплавки при цьому були такими прискорююча напруга - ЗОкВ, струм пучка - 45мА, вид розкручення дискретно скануючого променя - спіраль Архімеда, амплітуда сканування - 6мм, тобто дорівнювала діаметру робочої частини електроду, КІЛЬКІСТЬ точок зупинки пучка на траєкторії сканування - 16 Глибина переплавленого шару при цьому становила 0,35мм Із партії зміщених електродів в залежності від співвідношення в порошковій присадці МІДІ та хрому твердість наплавки знаходилась у межах 165 185НВ одиниць Запропонований спосіб використано також для виправлення поверхневих дефектів лиття при виготовленні лопаток газових турбін (реалізація цього варіанту винаходу наведена на фіг 2а) Після підготовки поверхні в дефектних зонах лопатки наждачним кругом мікроплазмовим способом на підготовлену поверхню лопатки із сплаву ЧС70 було нанесено порошкоподібну присадку "Інконель-939" ХІМІЧНИЙ склад основного матеріалу лопатки та присадкуватого порошку наведено в таблиці 1 Та 1,4 Nb 1,0 Al 2,8 1,9 Ті 4,6 3,7 Mo 1,85 С 0,08 Таблиця 1 Fe 0,6 були виготовлені зразки з різною глибиною проплавлення нанесеного шару присадки та основного металу Регулювали глибину проплавлення, змінюючи струм пучка електропроменевої гармати в інтервалі 20 35мА при прискорюваній напрузі ЗОкВ та швидкості зварювання 20м/год Оцінку якості формування зони проплавлення при співвідношенні глибини проплавлення та ширини в інтервалі 2 20Н виконували після наплавлення при дискретному управлінні тепловнеском та без сканування променя При цьому змінювали місцеположення локальної плями відносно верхньої площини проплавлення, а також регулювали параметри скважності, тобто змінювали час включення та відключення променя Одночасно для збереження рівномірної ширини зони проплавлення в продольному напрямку в усіх експериментах величина перекриття зони проплавлення від одиничне діючого джерела нагріву підтримувалась постійною і дорівнювала радіусу зони проплавлення в конкретній точці Результати металографічних досліджень на мікрошліфах, огляду та мікрометражу проплавлених зразків зведено до таблиці 2 Під час оптимізацм параметрів проплавлення Таблиця 2 9 46073 10 Глибина про- Ширина Товщина плавлення Н зони шару оплавТок Твердість, Характеристика поверхні оплавлення та мікрометражу лення без пучка, прикгс/мм2 мікрошліфів А садки, п, мкм %п скануванмкм ня променя, мм Оплавлена поверхня мас каверни та виступи під дією видавлення рідкої фази на краї ванночки, присадка роз20 180 183,6 2,0 0,368 480 - 500 бризкана, твердість висока, перемішування з основним металом практично не має місця Поверхня оплавлення гладка, на мікрошліфах границя проплавлення основного металу рівномірна, перемішу25 180 185,0 2,8 1,85 440 - 454 вання з основним металом присадки незначне, ширина проплавлення стабільна, твердість стабільна Проплавлена поверхня гладка, на мікрошліфах границя проплавлення основного металу у вигляді прямої лінії, 30 180 189,0 5,0 3,68 423 - 448 перемішування присадки з основним металом незначне, твердість та ширина зони проплавлення стабільні Поверхня проплавленої зони нерівномірна, рідка фаза під дією сил поверхневого натягу збігається до країв чи 35 180 215 19,6 5,38 386-418 формується у вигляді валика посеред зони оплавлення, великий розбіг твердості та ширина оплавлення Таким чином встановлено оптимальний діапазон параметрів проплавлення присадки та основного металу в межах 2 20Н, при якому досягнуто якісне формування поверхні переплаву, спостерігається стабільна твердість поверхні обробки та мінімальне перемішування присадки з основним металом Реалізація запропонованого способу у випадку проплавлення двох шарів нанесеної присадки була перевірена на прикладі наплавки поверхні шибера, що використовується як запорна арматура газоперекачувальних станцій (здійснення цього випадку способу наведено на фіг 2Ь,с) Враховуючи той факт, що шибера виготовляють зі сталі ЗО х 13 чи 40 х 13 і після закалювання вони мають недостатньо високі значення твердості (28 ЗОод HRc) та корозійної СТІЙКОСТІ, було запропоновано підвищити ці показники за рахунок нанесення на робочу поверхню порошкоподібного присадкуватого матеріалу та його наступного переплавлення Оскільки шибер експлуатується при тиску до 700атм , а випробувальний тиск має значення ще вищі і досягає ЮООатм , було прийнято рішення для запобігання розтріскування чи сколів поверхневого шару з високою твердістю, створити при переплаві проміжний демпфіруючий шар, який по складу та твердості мав би бути вирівнювальним між основним метаном та ЗОВНІШНІМ робочим шаром переплавленої присадки, В якості матеріалу нижнього шару було використано порошок ПГСР-3 слідуючого складу Сг - 15,5%, Fe 2,5%, Si - 2,8%, В - 2,5%, С - 0,65%, Ni - основа Під час експериментів ця присадка, нанесена мікроплазмовим способом товщиною 150 200мкм, мала задовільну ЩІЛЬНІСТЬ, відсутність мікророзтріскування в наплавленому шарі та твердість 36 40од HRc, що на 8 10 одиниць більше, ніж твердість основного металу в термозміцненому стані Для забезпечення більш високої ЗНОСОСТІЙКОСТІ ЗОВНІШНЬОГО робочого шару до складу порошку ПГСР-3 було додано порошку карбіду вольфраму WC у вигляді механічної суміші із співвідношенням інгредієнтів 80% ПГСР-3 та 20% WC Карбід вольфраму було вибрано тому, що у випадку його використання для нанесення зносостійких покриттів він забезпечує твердість на рівні 55 65од HRc При одношаровому нанесенні такої суміші порошків з наступним їх переплавленням у вакуумі була отримана якісна щільна наплавка без дефектів з твердістю 48 55од Нгс При зміцнювальному наплавленні поверхні шиберу мікроплазмовим способом на підготовлену поверхню послідовно наносили шар порошку ПГСР-3 та карбіду вольфраму завтовшки до ЮООмкм Вакуумний переплав такої комбінації шарів присадки виконували електронним променем у вакуумі у ВІДПОВІДНОСТІ зі схемою, наведеною на фіг 2а При цьому параметри процесу були такими прискорююча напруга - ЗОкВ, струм пучка 45мА, швидкість зварювання - 20м/год Дискретна розверстка пучка була у вигляді прямої, перпендикулярної до напрямку переміщення виробу під час наплавлення КІЛЬКІСТЬ ТОЧОК зупинок променя на траєкторії сканування дорівнювала 16 при амплітуді сканування 6 8мм Час затримки пучка в точці дискрету у відносних одиницях дорівнював одиниці, тобто тепловнесок був рівнозначним Результати дослідження мікрошліфів показали, що за таких параметрів глибина проплавлення основного металу була мінімальною і складала 80 ЮОмкм, а твердість переплавленого шару на поверхні становила 45 52од HRc При високій ЩІЛЬНОСТІ матеріалу переплавленої присадки, наявності безперервного металевого зв'язку робочого шару з основним металом та наведеної картини розподілу твердості по глибині зміцнювального шару створюються умови, сприятливі для сприйняття значних ЗОВНІШНІХ навантажень, в тому числі і в режимі малоциклового навантаження Варіант нанесення більш тугоплавкого металу на поверхню виробу, що має більш низьку температуру плавлення, було випробувано при виготовленні апаратних зажимів Прийнятне, такі зажими виготовляють з технічно чистого алюмінію з при 11 46073 12 вареними мідними пластинами по всій площі конпроменя 45мА Амплітуда лінійної дискретної розтакту При такому виготовленні апаратних зажимів вертки складала 10мм Глибина проплавлення вдається уникнути появи електролітичної корозії, основного матеріалу, як було встановлено на мікособливо під час попадання вологи Але при такорошліфах, не перевищувала 50мкм, а твердість на му конструктивному вирішенні витрачається заповерхні складала 105 115HRc На межі переходу надто багато МІДІ, оскільки товщина мідної пластиміж поверхневим шаром та основним металом нки становить 1,5 2,0мм Під час реалізації практично була відсутньою сітка штерметалів, а запропонованого способу на поверхню пластини з поверхня оплавленої зони мала вигляд мілкохвиалюмінію марки АДО завтовшки 10мм мікроплазлястої з глибиною впадин 5 Юмкм При закріпмовим способом було нанесено порошок із МІДІ М1 ленні такого зажиму за допомогою 4-х силових дисперсністю 50 80мкм Товщина шару становиболтів допоміжна обробка такої поверхні не обола не більше 150мкм Формування монолитного в'язкова шару МІДІ на алюмінію виконували електроннопЦе свідчить про те, що в умовах серійного вироменевим переплавом у вакуумі при швидкості робництва зажимів по запропонованому способу бОм/год , прискорюючій напрузі ЗОкВ та струмі може бути досягнута значна економія МІДІ с) Фіг 2 Фіг 1 ДП «Український інститут промислової власності» (Укрпатент) вул Сім'ї Хохлових, 15, м Київ, 04119, Україна (044) 456 - 20 - 90 ТОВ "Міжнародний науковий комітет" вул Артема, 77, м Київ, 04050, Україна (044)216-32-71
ДивитисяДодаткова інформація
Автори англійськоюDudko Danylo Andriiovych, Zelenin Vitalii Ivanovych, Kisterska Liudmyla Danylivna
Автори російськоюДудко Даниил Андреевич, Зеленин Виталий Иванович, Кистерская Людмила Даниловна
МПК / Мітки
Мітки: спосіб, формування, покриття, виробу, поверхні
Код посилання
<a href="https://ua.patents.su/6-46073-sposib-formuvannya-pokrittya-na-poverkhni-virobu.html" target="_blank" rel="follow" title="База патентів України">Спосіб формування покриття на поверхні виробу</a>
Спосіб одержання багатошарового каркасного покриття на поверхні виробу
Номер патенту: 33254
Опубліковано: 15.02.2001
Автори: Ковбасенко Віктор Васильович, Веселов Борис Олексійович, Олексюк Олег Володимирович, Алєксєєв Віктор Іванович, Алексеєнко Олексій Вікторович
МПК: C23C 4/06, F16C 33/04, C23C 10/00
Мітки: одержання, поверхні, багатошарового, спосіб, виробу, каркасного, покриття
Текст:
...-'l _'\.'jJ ,J. тт—.ТРІ ЇЛ ^ птіія штяіи%г ттгчтіі глгча ТЗ _Г*1 А Л J H_ 'J. J. 1 *1 »ді тгиплп аиіііігілтлтп'їпіпт. ^ TTr SH iT \Л ^ ^ ъугг \г \р, \ЛГ\ ТГГ\тр1Я\А ТТІ ТТ Ті ї-"-. rt if-^Tl T T CiT J^r Д А ' —» с li J.,t l A W '4\. 'l ft li ' гЬт-^оуттї егтп Йї nm j dr iVt nn і l l ji j W { . ' J V i i l U 4-цП-1V it Ч ЇЛІІ^ЧЛ ] - A зернистістю 2-3 мм. Бри тиску повітря gsr0.4 мпа та його витраті 0^=5 м/год. На ...
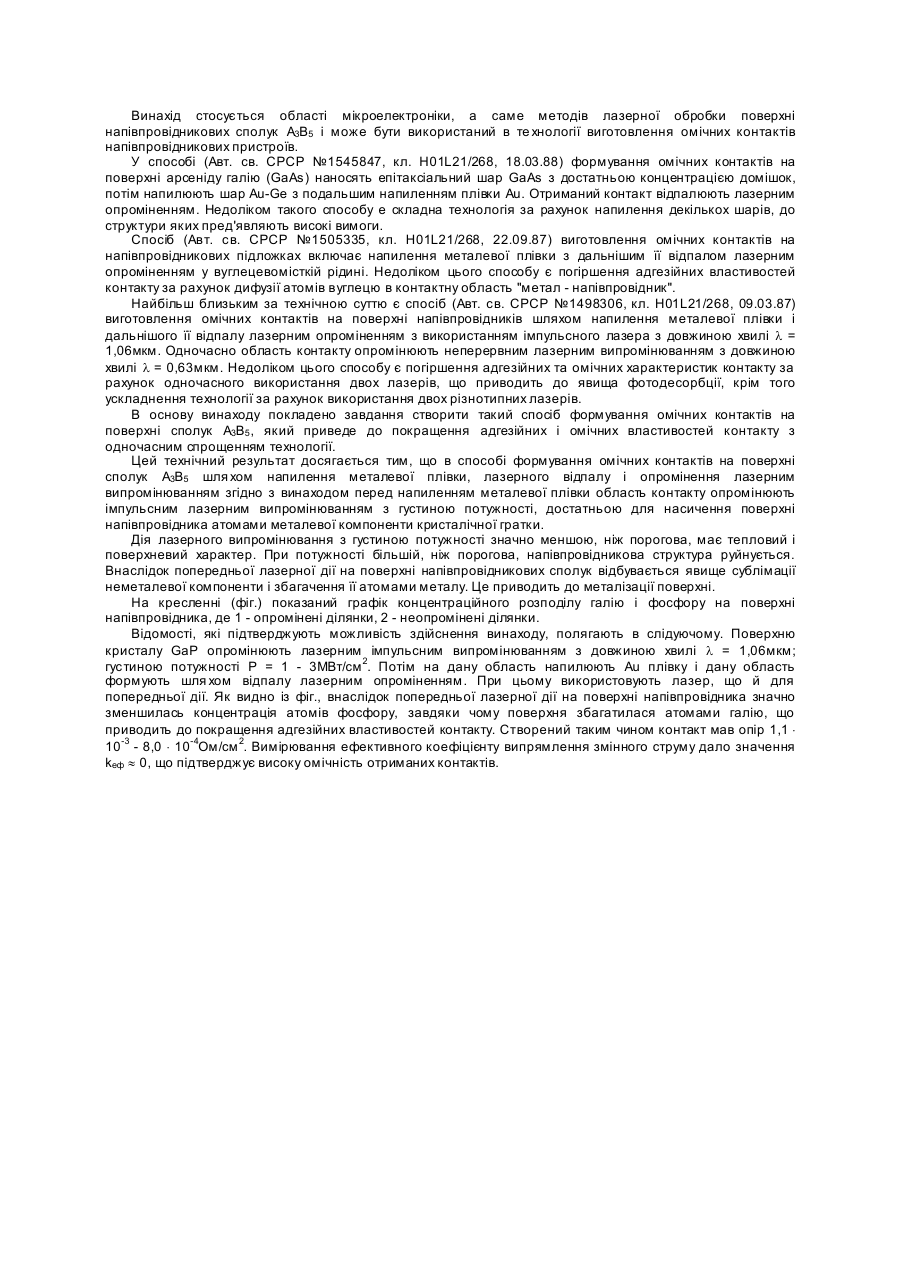
Спосіб формування омічних контактів на поверхні сполук а 3 в 5
Номер патенту: 25452
Опубліковано: 30.10.1998
Автори: Пелещишин Роман Іванович, Крочук Ананій Савович, Кособуцький Петро Сидорович, Гаркавенко Олександр Семенович
МПК: H01L 21/268
Мітки: омічних, сполук, спосіб, формування, поверхні, контактів
Формула / Реферат:
Спосіб формування омічних контактів на поверхні сполук A3B5 шляхом напилення металевої плівки, лазерного відпалу і опромінення лазерним випромінюванням, який відрізняється тим, що перед напиленням металевої плівки область контакту опромінюють імпульсним лазерним випромінюванням з густиною потужності, достатньою для насичення поверхні напівпровідника атомами металевої компоненти кристалічної гратки.
Спосіб декорування поверхні виробу
Номер патенту: 16482
Опубліковано: 29.08.1997
Автори: Федак Андрій Володимирович, Качан Віктор Федорович, Сун-Чен-Лі Леонід Олександрович
Мітки: спосіб, поверхні, декорування, виробу
Формула / Реферат:
Способ декорирования понерхности изделий путем нанесения лакокрасочной композиции, со- стоящей из лакокрасочной основы и ферромагнит- ного наполните^чя, иотверждениякомпозицнипод воздействием магнитного поля с последующей сушкой полученного покрытия, отличающийсятем, что, с целью придания декорированному по- крытию эффекта объемности, в качестве ферро- магнитного наполнителя используют...
Спосіб формування на підкладці покриття із складного сплаву, який містить елементи, температура випаровування яких відрізняється більше ніж на 350 с
Номер патенту: 30124
Опубліковано: 15.05.2001
Автори: Топал Валерій Іванович, Лемке Френк, Белявін Олександр Федорович, Братусь Василій Яковлевич
МПК: C23C 14/00
Мітки: містить, складного, температура, покриття, підкладці, сплаву, формування, випаровування, більше, елементи, яких, спосіб, відрізняється
Формула / Реферат:
1. Спосіб формування на підкладці покриття із складного сплаву, що містить елементи, температура випаровування яких відрізняється більше ніж на 350˚С, який полягає у розміщенні зливка складного сплаву, що підлягає випаровуванню, у охолоджувальному тиглі, і застосуванні електронного променя як теплового джерела для випаровування компонентів складного сплаву, який відрізняється тим, що до початку випаровування зверху зливка формують...
Спосіб формування на підложці покриття із складного сплаву, який містить елементи, температура випаровування яких відрізняється більше ніж на 350 с
Номер патенту: 30124
Опубліковано: 15.11.2000
Автори: Братусь Василій Яковлевич, Лемке Френк, Белявін Олександр Федорович, Топал Валерій Іванович
МПК: C23C 14/00
Мітки: формування, елементи, покриття, температура, складного, відрізняється, сплаву, більше, спосіб, підложці, випаровування, містить, яких
Формула / Реферат:
1. Спосіб формування на підкладці покриття із складного сплаву, що містить елементи, температура випаровування яких відрізняється більше ніж на 350˚С, який полягає у розміщенні зливка складного сплаву, що підлягає випаровуванню, у охолоджувальному тиглі, і застосуванні електронного променя як теплового джерела для випаровування компонентів складного сплаву, який відрізняється тим, що до початку випаровування зверху зливка формують...
Попередній патент: Спосіб одержання чистого меламіну
Наступний патент: Гальмівна колодка
Випадковий патент: Спосіб виробництва горілки