Цанга та спосіб її виготовлення
Номер патенту: 30986
Опубліковано: 15.12.2000
Автори: Кузнецов Юрій Миколайович, Редько Ростислав Григорович
Формула / Реферат
1. Цанга, що включає в себе губки пелюстки, які виконані нерозвідними причому кут нахилення робочої частини губок дорівнює різниці кута зовнішньої поверхні губки цанги та половині кута внутрішнього конічного отвору шпинделя, яка відрізняється тим, що вона додатково забезпечена змінними втулками, які механічно закріплені до губок, внутрішній отвір яких має число нахилених циліндричних поверхонь, осі яких сходяться в точці, рівне числу пелюсток цанги з радіусом кривизни, рівним або меншим половини мінімального діаметру прутка відповідного номінального розміру.
2.Спосіб виготовлення цанг, що включає механічну та термічну обробки, розрізку пелюсток обробку центрального отвору, який відрізняється тим, що спочатку виготовлюють змінну втулку, встановлюють її в цангу, механічно закріплюють за допомогою різьбових гвинтів розрізають на окремі частини під кожну губку.
Текст
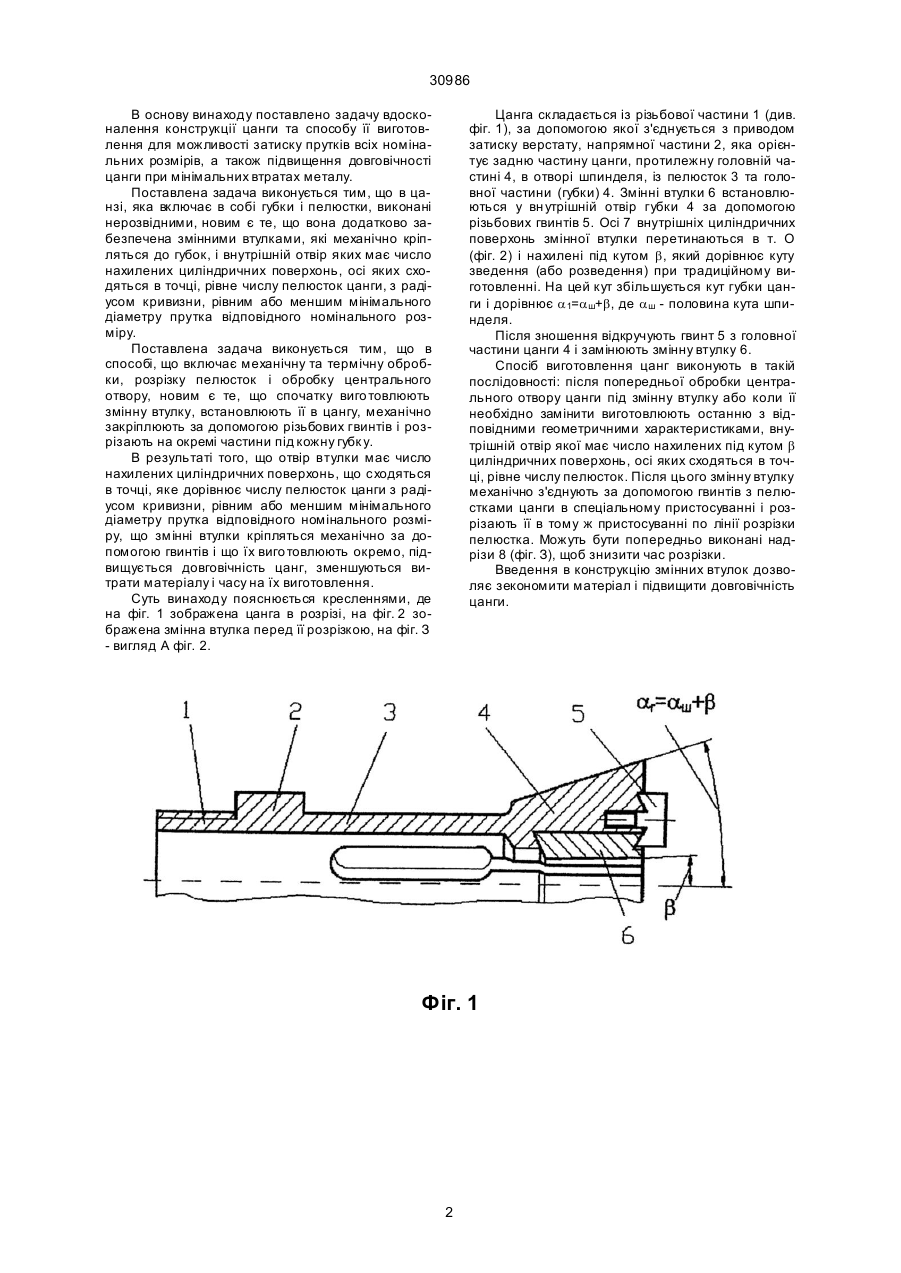
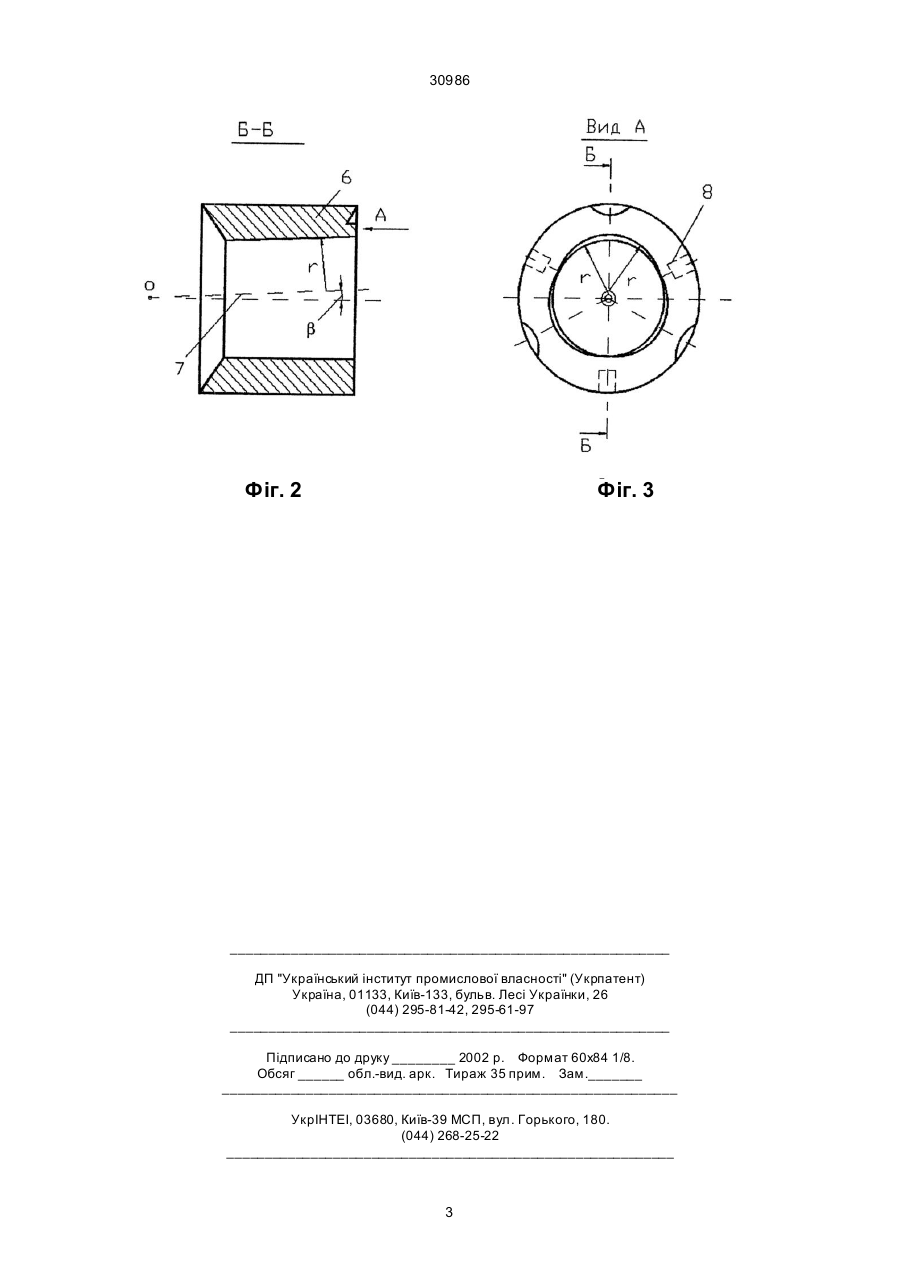
1. Цанга, що включає в себе губки і пелюстки, які виконані нерозвідними, причому кут нахилення робочої частини губок дорівнює різниці кута зовнішньої поверхні губки цанги та половині кута внутрішнього конічного отвору шпинделя, яка відріз 30986 В основу винаходу поставлено задачу вдосконалення конструкції цанги та способу її виготовлення для можливості затиску прутків всіх номінальних розмірів, а також підвищення довговічності цанги при мінімальних втратах металу. Поставлена задача виконується тим, що в цанзі, яка включає в собі губки і пелюстки, виконані нерозвідними, новим є те, що вона додатково забезпечена змінними втулками, які механічно кріпляться до губок, і внутрішній отвір яких має число нахилених циліндричних поверхонь, осі яких сходяться в точці, рівне числу пелюсток цанги, з радіусом кривизни, рівним або меншим мінімального діаметру прутка відповідного номінального розміру. Поставлена задача виконується тим, що в способі, що включає механічну та термічну обробки, розрізку пелюсток і обробку центрального отвору, новим є те, що спочатку виго товлюють змінну втулку, встановлюють її в цангу, механічно закріплюють за допомогою різьбових гвинтів і розрізають на окремі частини під кожну губк у. В результаті того, що отвір втулки має число нахилених циліндричних поверхонь, що сходяться в точці, яке дорівнює числу пелюсток цанги з радіусом кривизни, рівним або меншим мінімального діаметру прутка відповідного номінального розміру, що змінні втулки кріпляться механічно за допомогою гвинтів і що їх виго товлюють окремо, підвищується довговічність цанг, зменшуються витрати матеріалу і часу на їх виготовлення. Суть винаходу пояснюється кресленнями, де на фіг. 1 зображена цанга в розрізі, на фіг. 2 зображена змінна втулка перед її розрізкою, на фіг. З - вигляд А фіг. 2. Цанга складається із різьбової частини 1 (див. фіг. 1), за допомогою якої з'єднується з приводом затиску верстату, напрямної частини 2, яка орієнтує задню частину цанги, протилежну головній частині 4, в отворі шпинделя, із пелюсток 3 та головної частини (губки) 4. Змінні втулки 6 встановлюються у вн утрішній отвір губки 4 за допомогою різьбових гвинтів 5. Осі 7 внутрішніх циліндричних поверхонь змінної втулки перетинаються в т. О (фіг. 2) і нахилені під кутом b, який дорівнює куту зведення (або розведення) при традиційному виготовленні. На цей кут збільшується кут губки цанги і дорівнює a 1=a ш+b, де a ш - половина кута шпинделя. Після зношення відкручують гвинт 5 з головної частини цанги 4 і замінюють змінну втулку 6. Спосіб виготовлення цанг виконують в такій послідовності: після попередньої обробки центрального отвору цанги під змінну втулку або коли її необхідно замінити виготовлюють останню з відповідними геометричними характеристиками, внутрішній отвір якої має число нахилених під кутом b циліндричних поверхонь, осі яких сходяться в точці, рівне числу пелюсток. Після цього змінну втулку механічно з'єднують за допомогою гвинтів з пелюстками цанги в спеціальному пристосуванні і розрізають її в тому ж пристосуванні по лінії розрізки пелюстка. Можуть бути попередньо виконані надрізи 8 (фіг. З), щоб знизити час розрізки. Введення в конструкцію змінних втулок дозволяє зекономити матеріал і підвищити довговічність цанги. Фіг. 1 2 30986 Фіг. 2 Фіг. 3 __________________________________________________________ ДП "Український інститут промислової власності" (Укрпатент) Україна, 01133, Київ-133, бульв. Лесі Українки, 26 (044) 295-81-42, 295-61-97 __________________________________________________________ Підписано до друку ________ 2002 р. Формат 60х84 1/8. Обсяг ______ обл.-вид. арк. Тираж 35 прим. Зам._______ ____________________________________________________________ УкрІНТЕІ, 03680, Київ-39 МСП, вул. Горького, 180. (044) 268-25-22 ___________________________________________________________ 3
ДивитисяДодаткова інформація
Назва патенту англійськоюCollet and method of its manufacture
Автори англійськоюKuznetsov Yurii Mykolaiovych, Redko Rostyslav Hryhorovych
Назва патенту російськоюЦанга и способ ее изготовления
Автори російськоюКузнецов Юрий Николаевич, Редько Ростислав Григорьевич
МПК / Мітки
МПК: B23B 31/20
Мітки: спосіб, виготовлення, цанга
Код посилання
<a href="https://ua.patents.su/3-30986-canga-ta-sposib-vigotovlennya.html" target="_blank" rel="follow" title="База патентів України">Цанга та спосіб її виготовлення</a>
Спосіб виготовлення цанг
Номер патенту: 30249
Опубліковано: 15.11.2000
Автори: Вачев Ангел Анатасов, Кузнецов Юрій Миколайович, Редько Ростислав Григорович
МПК: B23B 31/20
Мітки: цанг, виготовлення, спосіб
Текст:
...що видаляється, і нейтральному середовищі азоту під тиском; фіг. 2 - схема парного розміщення форм при отриманні заготовок затискних цанг; фіг. 3 - приклад розміщення цанг при литті заготовок малих розмірів; фіг. 4 – схема розміщення змійовиків охолодження литої заготовки при одночасній її термообробці. При отриманні заготовки для відтворення внутрішнього контуру цанги виготовляють стержень 1 (фіг. 1), який встановлюють в нижню опоку 2. В...
Швидкорознімний вузол лєшка
Номер патенту: 119
Опубліковано: 30.04.1993
Автор: Лєшко Ігор Васильович
МПК: E04G 7/00
Мітки: вузол, лєшка, швидкорознімний
Формула / Реферат:
1. Быстроразъемный узел для соединения стержней, пересекающихся под прямым углом, содержащий два связанных друг с другом зажима, один из которых выполнен в виде двух щек, обращенные друг к другу стороны которых образуют губки для зажатия стержней, при этом щеки выполнены с возможностью перемещения навстречу друг к другу посредством пары винт-гайка, отличающийся тем, что, с целью расширения функциональных возможностей, второй зажим выполнен...
Спосіб виготовлення керамічного карбідкремнієвого елемента пари тертя торцевого ущільнення
Номер патенту: 28894
Опубліковано: 16.10.2000
Автори: Рудко Василь Петрович, Гладій Ігор Юрієвич, Филипенко Віктор Михайлович, Степанець Андрій Кирилович, Кернякевич Володимир Степанович, Ковалів Євстахій Осипович, Концур Ярослав Федорович
МПК: F16J 15/00, C04B 35/565
Мітки: карбідкремнієвого, керамічного, виготовлення, спосіб, пари, торцевого, елемента, тертя, ущільнення
Формула / Реферат:
1. Спосіб виготовлення керамічного карбідкремнієвого елемента пари тертя торцевого ущільнення, який полягає в формуванні заготовки, її реакційному спіканні і механічній обробці, який відрізняється тим, що після операції спікання проводять механічну обробку базової поверхні і поверхні під вторинне ущільнення, наносіть фрагментарне термобар'єрне покриття шляхом азотування при температурі 1350°С і часі 2,5... год, і проводять кінцеву механічна...
Спосіб виготовлення дзеркальної антени

Номер патенту: 31143
Опубліковано: 15.12.2000
Автори: Кущак Ігор Володимирович, Бойко Олександр Валерійович, Сиротюк Володимир Григорович, Маркович Іван Миколайович, Сиротюк Віктор Володимирович, Пастернак Богдан Миронович
МПК: H01Q 19/10
Мітки: спосіб, дзеркальної, антени, виготовлення
Текст:
...(стапелі) без перевстановлення. На фіг.1 показана схема встановлення каркасу дзеркала антени в пристосуванні (стапелі) при складанні та механічній обробці, на фіг.2 - вид А на фіг.1, на фіг.З - види В та Г на фіг.1, на фіг.4 - розрізи Д-Д та Е-Е на фіг.1, на фіг.З - розріз Ж-Ж на фіг.1, на фіг.6 - розріз К-К на фіг.2. Запропонований спосіб виготовлення дзеркальної антени реалізується таким чином. Попередньо відштамповані та з'єднані в...
Сировинна суміш декоративного бетону для виготовлення виробів та спосіб їх виготовлення
Номер патенту: 8061
Опубліковано: 26.12.1995
Автори: Сланевський Сергій Ільїч, Тищенко Іван Іванович, Мусіяка Євгенія Миколаївна, Мартинов Володимир Іванович
МПК: C04B 14/00, C04B 28/18
Мітки: виготовлення, виробів, бетону, суміш, сировинна, декоративного, спосіб
Формула / Реферат:
1. Сырьевая смесь декоративного бетона для изготовления изделий, содержащая вяжущее и затворитель, отличающаяся тем, что она дополнительно содержит затравку вяжущего - цветной кремнезем с удельной поверхностью 3-6 тыс. см2/г в качестве вяжущего - активный кремнеземистый материал в виде кремнистой породы или техногенного кремнезема или смеси кремнистой породы с тех-ногенным кремнеземом при содержании кремнистой породы в смеси 1-99 мас.%, а в...
Попередній патент: Спосіб диференційної діагностики ревматоїдного артриту і остеоартрозу
Наступний патент: Спосіб лікування уретритів
Випадковий патент: Багатошаровий конструкційний теплоізоляційний модуль