Спосіб виготовлення цанг
Номер патенту: 30249
Опубліковано: 15.11.2000
Автори: Вачев Ангел Анатасов, Кузнецов Юрій Миколайович, Редько Ростислав Григорович
Текст
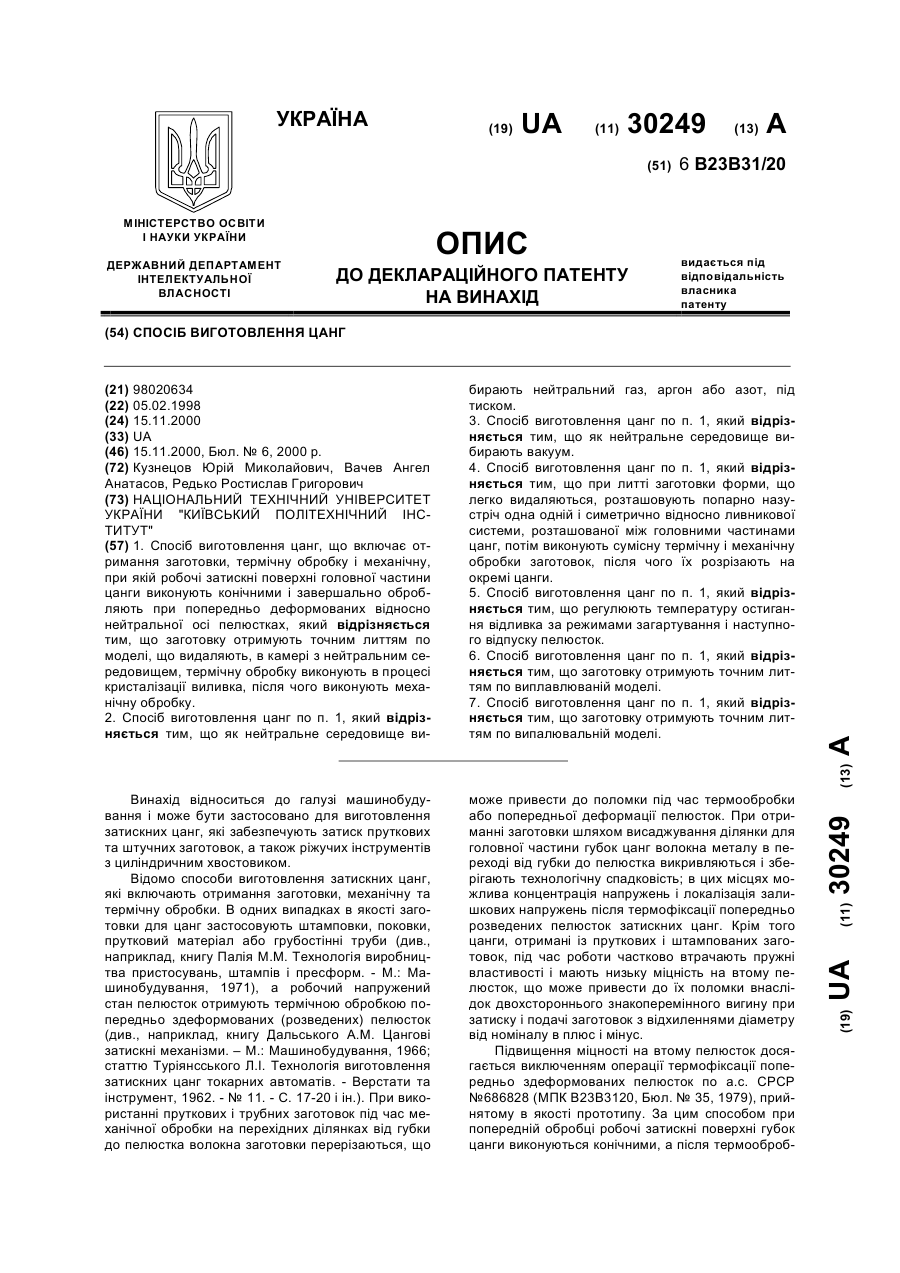
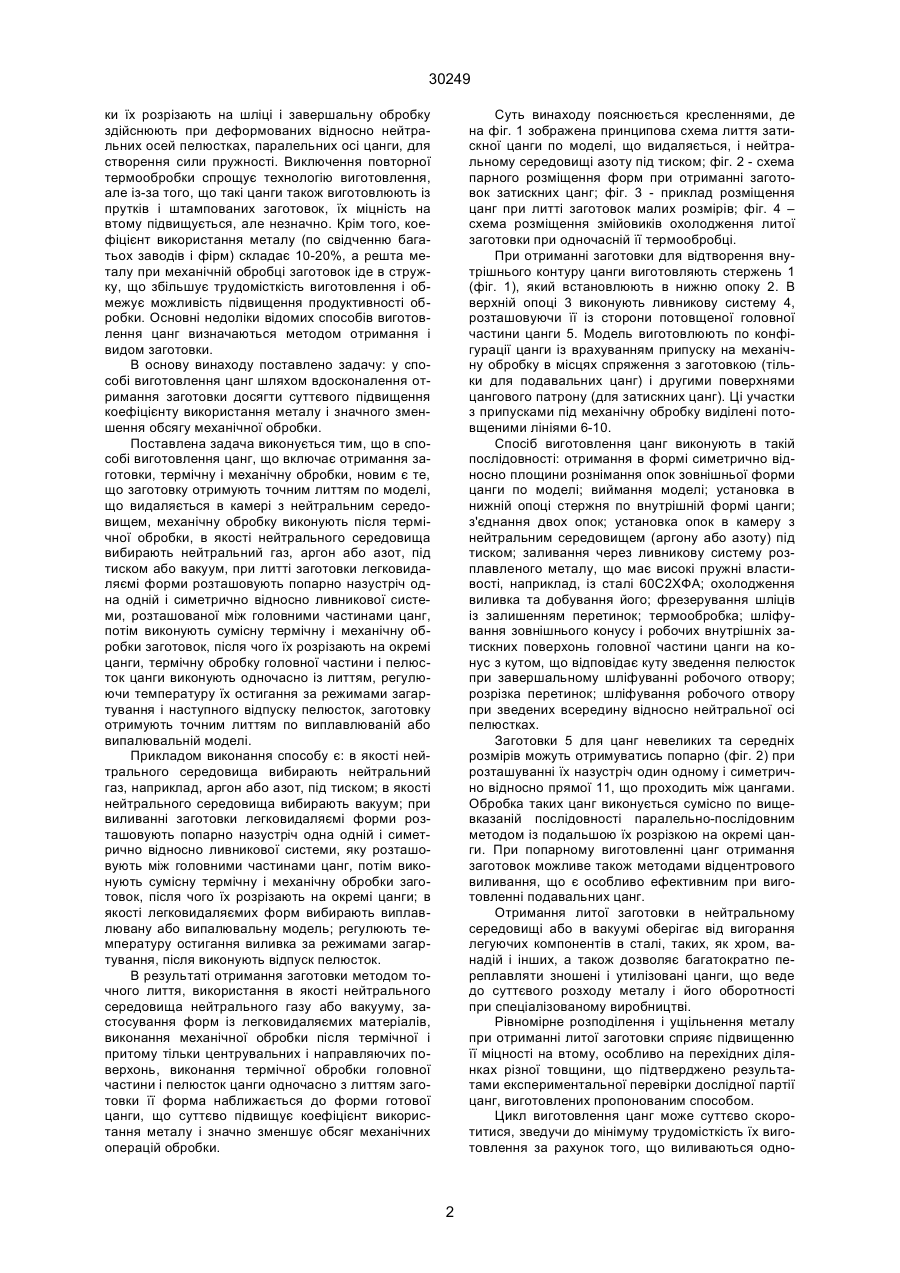
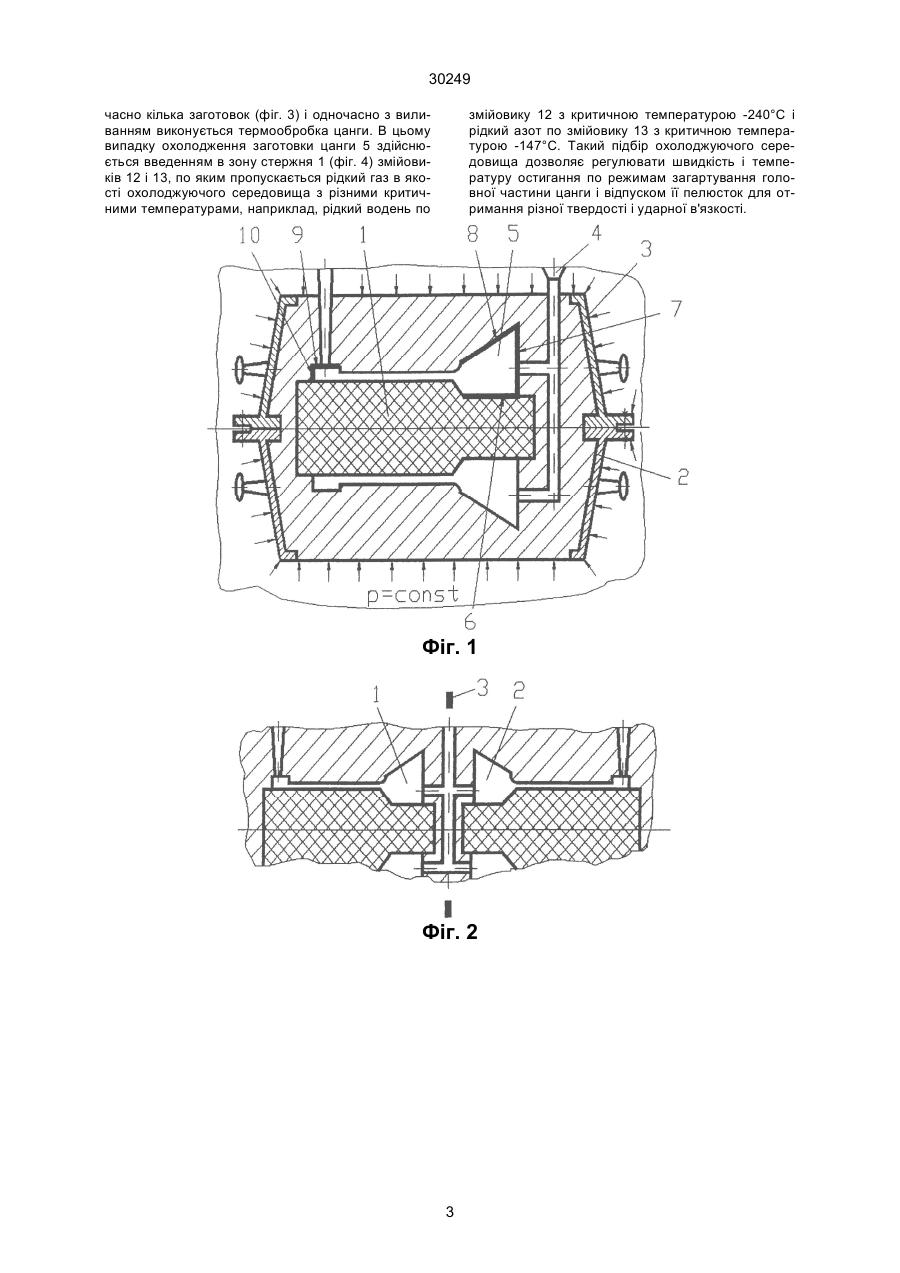
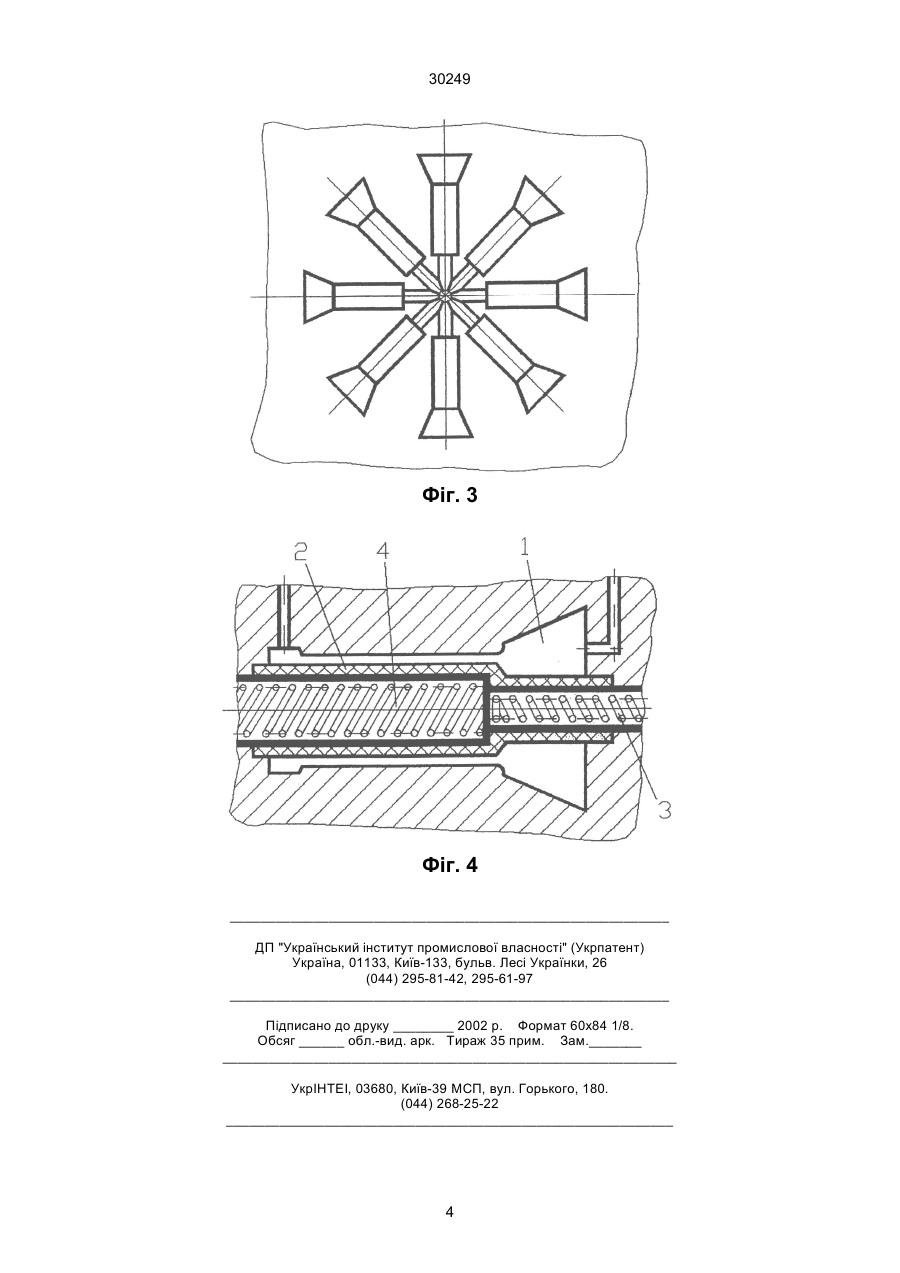
1. Спосіб виготовлення цанг, що включає отримання заготовки, термічну обробку і механічну, при якій робочі затискні поверхні головної частини цанги виконують конічними і завершально обробляють при попередньо деформованих відносно нейтральної осі пелюстках, який відрізняється тим, що заготовку отримують точним литтям по моделі, що видаляють, в камері з нейтральним середовищем, термічну обробку виконують в процесі кристалізації виливка, після чого виконують механічну обробку. 2. Спосіб виготовлення цанг по п. 1, який відрізняється тим, що як нейтральне середовище ви A (54) СПОСІБ ВИГОТОВЛЕННЯ ЦАНГ 30249 ки їх розрізають на шліці і завершальну обробку здійснюють при деформованих відносно нейтральних осей пелюстках, паралельних осі цанги, для створення сили пружності. Виключення повторної термообробки спрощує технологію виготовлення, але із-за того, що такі цанги також виготовлюють із прутків і штампованих заготовок, їх міцність на втому підвищується, але незначно. Крім того, коефіцієнт використання металу (по свідченню багатьох заводів і фірм) складає 10-20%, а решта металу при механічній обробці заготовок іде в стружку, що збільшує трудомісткість виготовлення і обмежує можливість підвищення продуктивності обробки. Основні недоліки відомих способів виготовлення цанг визначаються методом отримання і видом заготовки. В основу винаходу поставлено задачу: у способі виготовлення цанг шляхом вдосконалення отримання заготовки досягти суттєвого підвищення коефіцієнту використання металу і значного зменшення обсягу механічної обробки. Поставлена задача виконується тим, що в способі виготовлення цанг, що включає отримання заготовки, термічну і механічну обробки, новим є те, що заготовку отримують точним литтям по моделі, що видаляється в камері з нейтральним середовищем, механічну обробку виконують після термічної обробки, в якості нейтрального середовища вибирають нейтральний газ, аргон або азот, під тиском або вакуум, при литті заготовки легковидаляємі форми розташовують попарно назустріч одна одній і симетрично відносно ливникової системи, розташованої між головними частинами цанг, потім виконують сумісну термічну і механічну обробки заготовок, після чого їх розрізають на окремі цанги, термічну обробку головної частини і пелюсток цанги виконують одночасно із литтям, регулюючи температуру їх остигання за режимами загартування і наступного відпуску пелюсток, заготовку отримують точним литтям по виплавлюваній або випалювальній моделі. Прикладом виконання способу є: в якості нейтрального середовища вибирають нейтральний газ, наприклад, аргон або азот, під тиском; в якості нейтрального середовища вибирають вакуум; при виливанні заготовки легковидаляємі форми розташовують попарно назустріч одна одній і симетрично відносно ливникової системи, яку розташовують між головними частинами цанг, потім виконують сумісну термічну і механічну обробки заготовок, після чого їх розрізають на окремі цанги; в якості легковидаляємих форм вибирають виплавлювану або випалювальну модель; регулюють температуру остигання виливка за режимами загартування, після виконують відпуск пелюсток. В результаті отримання заготовки методом точного лиття, використання в якості нейтрального середовища нейтрального газу або вакууму, застосування форм із легковидаляємих матеріалів, виконання механічної обробки після термічної і притому тільки центрувальних і направляючих поверхонь, виконання термічної обробки головної частини і пелюсток цанги одночасно з литтям заготовки її форма наближається до форми готової цанги, що суттєво підвищує коефіцієнт використання металу і значно зменшує обсяг механічних операцій обробки. Суть винаходу пояснюється кресленнями, де на фіг. 1 зображена принципова схема лиття затискної цанги по моделі, що видаляється, і нейтральному середовищі азоту під тиском; фіг. 2 - схема парного розміщення форм при отриманні заготовок затискних цанг; фіг. 3 - приклад розміщення цанг при литті заготовок малих розмірів; фіг. 4 – схема розміщення змійовиків охолодження литої заготовки при одночасній її термообробці. При отриманні заготовки для відтворення внутрішнього контуру цанги виготовляють стержень 1 (фіг. 1), який встановлюють в нижню опоку 2. В верхній опоці 3 виконують ливникову систему 4, розташовуючи її із сторони потовщеної головної частини цанги 5. Модель виготовлюють по конфігурації цанги із врахуванням припуску на механічну обробку в місцях спряження з заготовкою (тільки для подавальних цанг) і другими поверхнями цангового патрону (для затискних цанг). Ці участки з припусками під механічну обробку виділені потовщеними лініями 6-10. Спосіб виготовлення цанг виконують в такій послідовності: отримання в формі симетрично відносно площини рознімання опок зовнішньої форми цанги по моделі; виймання моделі; установка в нижній опоці стержня по внутрішній формі цанги; з'єднання двох опок; установка опок в камеру з нейтральним середовищем (аргону або азоту) під тиском; заливання через ливникову систему розплавленого металу, що має високі пружні властивості, наприклад, із сталі 60С2ХФА; охолодження виливка та добування його; фрезерування шліців із залишенням перетинок; термообробка; шліфування зовнішнього конусу і робочих внутрішніх затискних поверхонь головної частини цанги на конус з кутом, що відповідає куту зведення пелюсток при завершальному шліфуванні робочого отвору; розрізка перетинок; шліфування робочого отвору при зведених всередину відносно нейтральної осі пелюстках. Заготовки 5 для цанг невеликих та середніх розмірів можуть отримуватись попарно (фіг. 2) при розташуванні їх назустріч один одному і симетрично відносно прямої 11, що проходить між цангами. Обробка таких цанг виконується сумісно по вищевказаній послідовності паралельно-послідовним методом із подальшою їх розрізкою на окремі цанги. При попарному виготовленні цанг отримання заготовок можливе також методами відцентрового виливання, що є особливо ефективним при виготовленні подавальних цанг. Отримання литої заготовки в нейтральному середовищі або в вакуумі оберігає від вигорання легуючих компонентів в сталі, таких, як хром, ванадій і інших, а також дозволяє багатократно переплавляти зношені і утилізовані цанги, що веде до суттєвого розходу металу і його оборотності при спеціалізованому виробництві. Рівномірне розподілення і ущільнення металу при отриманні литої заготовки сприяє підвищенню її міцності на втому, особливо на перехідних ділянках різної товщини, що підтверджено результатами експериментальної перевірки дослідної партії цанг, виготовлених пропонованим способом. Цикл виготовлення цанг може суттєво скоротитися, зведучи до мінімуму трудомісткість їх виготовлення за рахунок того, що виливаються одно 2 30249 часно кілька заготовок (фіг. 3) і одночасно з виливанням виконується термообробка цанги. В цьому випадку охолодження заготовки цанги 5 здійснюється введенням в зону стержня 1 (фіг. 4) змійовиків 12 і 13, по яким пропускається рідкий газ в якості охолоджуючого середовища з різними критичними температурами, наприклад, рідкий водень по змійовику 12 з критичною температурою -240°С і рідкий азот по змійовику 13 з критичною температурою -147°С. Такий підбір охолоджуючого середовища дозволяє регулювати швидкість і температуру остигання по режимам загартування головної частини цанги і відпуском її пелюсток для отримання різної твердості і ударної в'язкості. Фіг. 1 Фіг. 2 3 30249 Фіг. 3 Фіг. 4 __________________________________________________________ ДП "Український інститут промислової власності" (Укрпатент) Україна, 01133, Київ-133, бульв. Лесі Українки, 26 (044) 295-81-42, 295-61-97 __________________________________________________________ Підписано до друку ________ 2002 р. Формат 60х84 1/8. Обсяг ______ обл.-вид. арк. Тираж 35 прим. Зам._______ ____________________________________________________________ УкрІНТЕІ, 03680, Київ-39 МСП, вул. Горького, 180. (044) 268-25-22 ___________________________________________________________ 4
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of manufacturing the gripping collets
Автори англійськоюKuznetsov Yurii Mykolaiovych, Vachev Anhel Anatasov, Redko Rostyslav Hryhorovych
Назва патенту російськоюСпособ изготовления цанг
Автори російськоюКузнецов Юрий Николаевич, Вачев Ангел Анатасов, Редько Ростислав Григорьевич
МПК / Мітки
МПК: B23B 31/20
Мітки: спосіб, виготовлення, цанг
Код посилання
<a href="https://ua.patents.su/4-30249-sposib-vigotovlennya-cang.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення цанг</a>
Спосіб виготовлення індукторів лінійних крокових електродвигунів
Номер патенту: 13148
Опубліковано: 28.02.1997
Автори: Ненека Мирослав Федорович, Малярчук Сергій Олександрович, Павлович Наталія Владиславівна
МПК: H02K 15/02
Мітки: індукторів, спосіб, крокових, електродвигунів, виготовлення, лінійних
Формула / Реферат:
(57) Способ изготовления индукторов линейных шаговых электродвигателей, согласно которому изготавливают заготовки в виде пустотелых цилиндров, образуют на внутренней поверхности заготовок зубцовые зоны винтовой нарезкой, разрезают заготовки вдоль оси на равные части, формируют зубцовую зону перестановкой частей заготовок, после чего части заготовок скрепляют, отличающийся тем, что разрезают заготовки попарно в местах совпадения фаз зубцовых...
Спосіб виготовлення масивних шин
Номер патенту: 4114
Опубліковано: 27.12.1994
Автори: Дзюра Євген Антонович, Науменко Олександр Петрович
МПК: B29D 30/00
Мітки: спосіб, шин, масивних, виготовлення
Формула / Реферат:
Способ изготовления массивных шин, при котором в пресс-форму концентрично устанавливают предварительно изготовленные кольцевые заготовки из различных резиновых смесей, фиксируют наружную и внутреннюю заготовки в пресс-форме и при смыкании полуформ производят формование шины с последующей вулканизацией, отличающийся тем, что резиновую смесь средней заготовки укладывают в верхнюю полуформу, а при формовании шины эту резиновую смесь продавливают...
Спосіб виготовлення виробів з оптичних та сцинтиляційних матеріалів
Номер патенту: 29878
Опубліковано: 15.11.2000
Автори: Трохименко Володимир Васильович, Давиденко Микола Іванович
МПК: C30B 35/00
Мітки: виробів, оптичних, сцинтиляційних, виготовлення, спосіб, матеріалів
Формула / Реферат:
1. Спосіб виготовлення виробів із оптичних та сцинтиляційних матеріалів, включаючий різання циліндричної заготовки аксіально її бокової поверхні на оболонки товщиною h, нагрівання оболонки для переведення її в область пластичності і розгортання у виріб, який відрізняється тим, що оболонку вирізають довжиною І, причому І<4pR, де R - радіус оболонки, а розгортають оболонку за допомогою розгортаючого пристрою при цьому перемішують...
Спосіб виготовлення керамічного карбідкремнієвого елемента пари тертя торцевого ущільнення
Номер патенту: 28894
Опубліковано: 16.10.2000
Автори: Степанець Андрій Кирилович, Рудко Василь Петрович, Кернякевич Володимир Степанович, Ковалів Євстахій Осипович, Концур Ярослав Федорович, Гладій Ігор Юрієвич, Филипенко Віктор Михайлович
МПК: F16J 15/00, C04B 35/565
Мітки: торцевого, елемента, спосіб, керамічного, тертя, виготовлення, пари, ущільнення, карбідкремнієвого
Формула / Реферат:
1. Спосіб виготовлення керамічного карбідкремнієвого елемента пари тертя торцевого ущільнення, який полягає в формуванні заготовки, її реакційному спіканні і механічній обробці, який відрізняється тим, що після операції спікання проводять механічну обробку базової поверхні і поверхні під вторинне ущільнення, наносіть фрагментарне термобар'єрне покриття шляхом азотування при температурі 1350°С і часі 2,5... год, і проводять кінцеву механічна...
Спосіб виготовлення крутозігнутих відводів
Номер патенту: 24968
Опубліковано: 25.12.1998
Автори: Бондар Володимир Ніколаєвич, Євтушенко Іван Маркович, Кочнов Валерій Олексійович, Клименко Микола Олексійович, Фельдман Олександр Ісаакович, Галінкін Евгеній Аркадійович, Бобух Олександр Анатолійович, Гедеонов Володимир Валентинович
МПК: B21D 9/00
Мітки: виготовлення, спосіб, відводів, крутозігнутих
Формула / Реферат:
Способ изготовления крутоизогнутых отводов путем перемещения ряда бесшовных трубных заготовок мерной длины по штанге пресса с последующей их раздачей и гибкой на рогообразном сердечнике, отличающийся тем, что заготовки предварительно подвергают холодной деформации, преимущественно на стане холодной прокатки труб со степенью деформации 40 - 70%.
Попередній патент: Теплова установка
Наступний патент: Антиоксидантний засіб
Випадковий патент: Спосіб подовження пахової частини судин яєчка та сім'явиносної протоки при крипторхізмі та ектопії яєчок у дітей