Силовий стіл агрегатного верстата
Номер патенту: 31138
Опубліковано: 25.03.2008
Автори: Сивоконь Олександр Федорович, Мінченко В'ячеслав Олексійович
Формула / Реферат
1. Силовий стіл агрегатного верстата, що містить станину-підставку з напрямними, встановлену на напрямних з можливістю поворотно-поступального переміщення, плиту з елементами кріплення силової інструментальної головки, з'єднану через ходову гайку з ходовим гвинтом, з'єднаним з двигуном подачі, який відрізняється тим, що двигун подачі виконаний у вигляді забезпеченого датчиком кутових переміщень вбудованого тороїдального електродвигуна, ходова гайка виконана розрізною і забезпечена електромагнітним приводом, плита забезпечена додатковим приводом, виконаним у вигляді лінійного електродвигуна, при цьому в схему керування столом введені система числового програмного керування (ЧПк), датчики положення плити відносно підставки і датчики замкненого і розімкненого положення ходової гайки, причому виходи датчика кутових переміщень, датчиків положення плити відносно підставки і датчиків замкненого і розімкненого положення ходової гайки з'єднані з входом системи ЧПк, а її вихід через узгоджувальні пристрої з'єднаний з двигуном подачі, додатковим приводом плити і приводом ходової гайки.
2. Силовий стіл за п.1, який відрізняється тим, що датчики положення плити і положення ходової гайки виконані безконтактними.
Текст
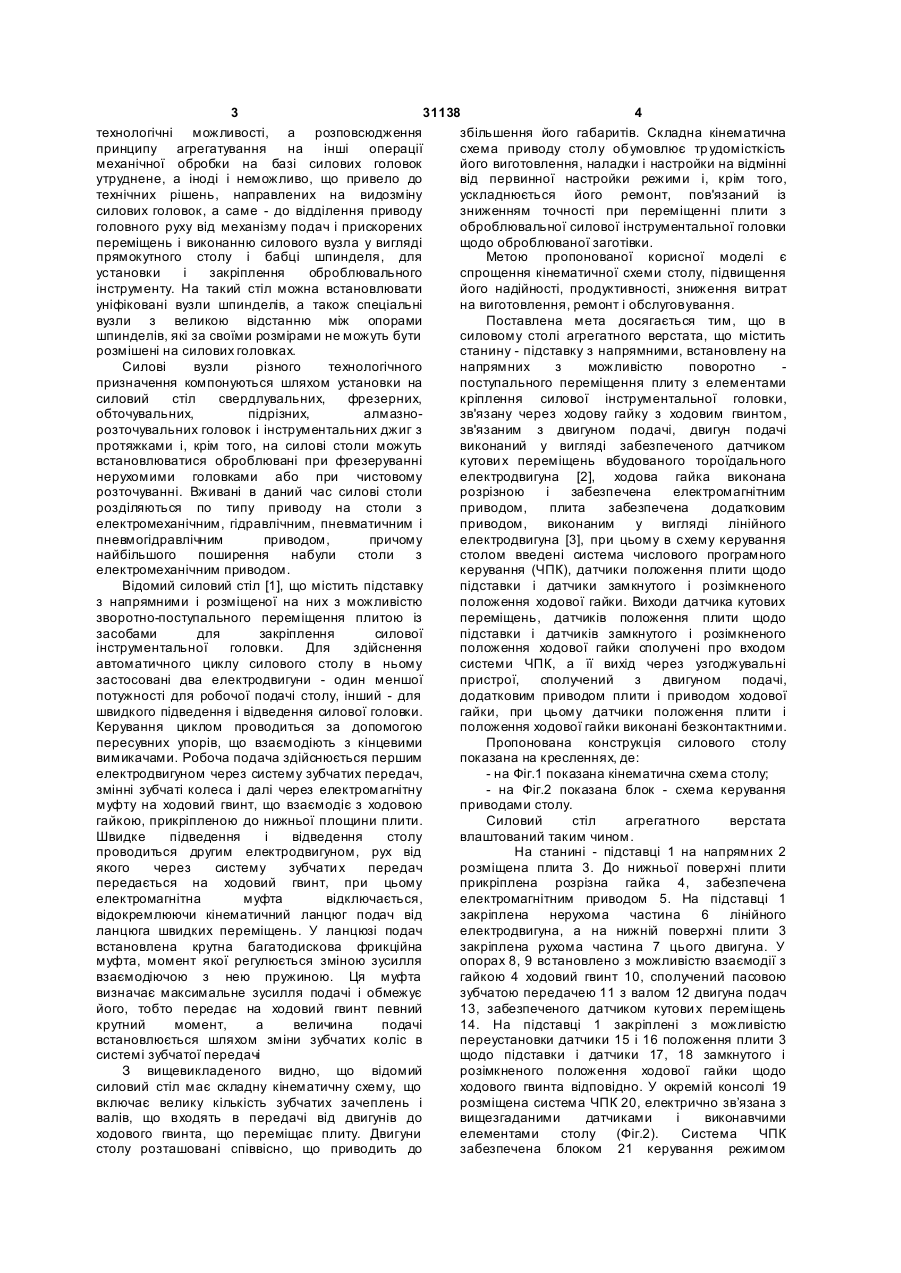
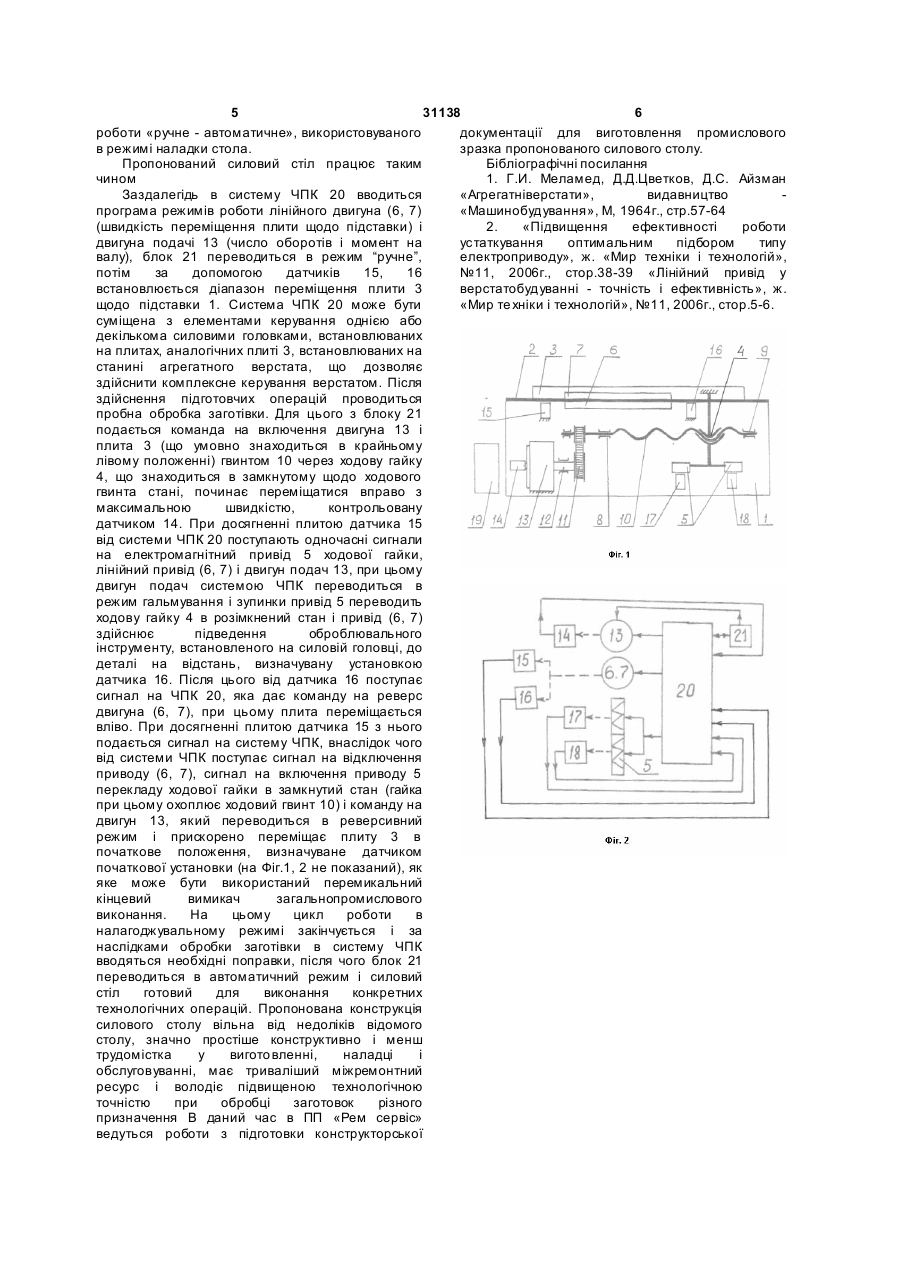
1. Силовий стіл агрегатного верстата, що містить станину-підставку з напрямними, встановлену на напрямних з можливістю поворотно-поступального переміщення, плиту з елементами кріплення силової інструментальної головки, з'єднану через ходову гайку з ходовим гвинтом, з'єднаним з двигуном подачі, який відрізняє ться тим, що двигун подачі виконаний у вигляді забезпеченого датчиком кутових переміщень вбудованого тороїдального 3 31138 4 технологічні можливості, а розповсюдження збільшення його габаритів. Складна кінематична принципу агрегатування на інші операції схема приводу столу обумовлює тр удомісткість механічної обробки на базі силових головок його виготовлення, наладки і настройки на відмінні утруднене, а іноді і неможливо, що привело до від первинної настройки режими і, крім того, технічних рішень, направлених на видозміну ускладнюється його ремонт, пов'язаний із силових головок, а саме - до відділення приводу зниженням точності при переміщенні плити з головного руху від механізму подач і прискорених оброблювальної силової інструментальної головки переміщень і виконанню силового вузла у вигляді щодо оброблюваної заготівки. прямокутного столу і бабці шпинделя, для Метою пропонованої корисної моделі є установки і закріплення оброблювального спрощення кінематичної схеми столу, підвищення інструменту. На такий стіл можна встановлювати його надійності, продуктивності, зниження витрат уніфіковані вузли шпинделів, а також спеціальні на виготовлення, ремонт і обслуговування. вузли з великою відстанню між опорами Поставлена мета досягається тим, що в шпинделів, які за своїми розмірами не можуть бути силовому столі агрегатного верстата, що містить розмішені на силових головках. станину - підставку з напрямними, встановлену на Силові вузли різного технологічного напрямних з можливістю поворотно призначення компонуються шляхом установки на поступального переміщення плиту з елементами силовий стіл свердлувальних, фрезерних, кріплення силової інструментальної головки, обточувальних, підрізних, алмазнозв'язану через ходову гайку з ходовим гвинтом, розточувальних головок і інструментальних джиг з зв'язаним з двигуном подачі, двигун подачі протяжками і, крім того, на силові столи можуть виконаний у вигляді забезпеченого датчиком встановлюватися оброблювані при фрезеруванні кутови х переміщень вбудованого тороїдального нерухомими головками або при чистовому електродвигуна [2], ходова гайка виконана розточуванні. Вживані в даний час силові столи розрізною і забезпечена електромагнітним розділяються по типу приводу на столи з приводом, плита забезпечена додатковим електромеханічним, гідравлічним, пневматичним і приводом, виконаним у вигляді лінійного пневмогідравлічним приводом, причому електродвигуна [3], при цьому в схему керування найбільшого поширення набули столи з столом введені система числового програмного електромеханічним приводом. керування (ЧПК), датчики положення плити щодо Відомий силовий стіл [1], що містить підставку підставки і датчики замкнутого і розімкненого з напрямними і розміщеної на них з можливістю положення ходової гайки. Виходи датчика кутових зворотно-поступального переміщення плитою із переміщень, датчиків положення плити щодо засобами для закріплення силової підставки і датчиків замкнутого і розімкненого інструментальної головки. Для здійснення положення ходової гайки сполучені про входом автоматичного циклу силового столу в ньому системи ЧПК, а її вихід через узгоджувальні застосовані два електродвигуни - один меншої пристрої, сполучений з двигуном подачі, потужності для робочої подачі столу, інший - для додатковим приводом плити і приводом ходової швидкого підведення і відведення силової головки. гайки, при цьому датчики положення плити і Керування циклом проводиться за допомогою положення ходової гайки виконані безконтактними. пересувних упорів, що взаємодіють з кінцевими Пропонована конструкція силового столу вимикачами. Робоча подача здійснюється першим показана на кресленнях, де: електродвигуном через систему зубчатих передач, - на Фіг.1 показана кінематична схема столу; змінні зубчаті колеса і далі через електромагнітну - на Фіг.2 показана блок - схема керування муфту на ходовий гвинт, що взаємодіє з ходовою приводами столу. гайкою, прикріпленою до нижньої площини плити. Силовий стіл агрегатного верстата Швидке підведення і відведення столу влаштований таким чином. проводиться другим електродвигуном, рух від На станині - підставці 1 на напрямних 2 якого через систему зубчати х передач розміщена плита 3. До нижньої поверхні плити передається на ходовий гвинт, при цьому прикріплена розрізна гайка 4, забезпечена електромагнітна муфта відключається, електромагнітним приводом 5. На підставці 1 відокремлюючи кінематичний ланцюг подач від закріплена нерухома частина 6 лінійного ланцюга швидких переміщень. У ланцюзі подач електродвигуна, а на нижній поверхні плити 3 встановлена крутна багатодискова фрикційна закріплена рухома частина 7 цього двигуна. У муфта, момент якої регулюється зміною зусилля опорах 8, 9 встановлено з можливістю взаємодії з взаємодіючою з нею пружиною. Ця муфта гайкою 4 ходовий гвинт 10, сполучений пасовою визначає максимальне зусилля подачі і обмежує зубчатою передачею 11 з валом 12 двигуна подач його, тобто передає на ходовий гвинт певний 13, забезпеченого датчиком кутови х переміщень крутний момент, а величина подачі 14. На підставці 1 закріплені з можливістю встановлюється шляхом зміни зубчатих коліс в переустановки датчики 15 і 16 положення плити 3 системі зубчатої передачі щодо підставки і датчики 17, 18 замкнутого і З вищевикладеного видно, що відомий розімкненого положення ходової гайки щодо силовий стіл має складну кінематичну схему, що ходового гвинта відповідно. У окремій консолі 19 включає велику кількість зубчатих зачеплень і розміщена система ЧПК 20, електрично зв’язана з валів, що входять в передачі від двигунів до вищезгаданими датчиками і виконавчими ходового гвинта, що переміщає плиту. Двигуни елементами столу (Фіг.2). Система ЧПК столу розташовані співвісно, що приводить до забезпечена блоком 21 керування режимом 5 31138 6 роботи «ручне - автоматичне», використовуваного документації для виготовлення промислового в режимі наладки стола. зразка пропонованого силового столу. Пропонований силовий стіл працює таким Бібліографічні посилання чином 1. Г.И. Меламед, Д.Д.Цветков, Д.С. Айзман Заздалегідь в систему ЧПК 20 вводиться «Агрегатніверстати», видавництво програма режимів роботи лінійного двигуна (6, 7) «Машинобудування», М, 1964г., стр.57-64 (швидкість переміщення плити щодо підставки) і 2. «Підвищення ефективності роботи двигуна подачі 13 (число оборотів і момент на устаткування оптимальним підбором типу валу), блок 21 переводиться в режим “ручне”, електроприводу», ж. «Мир техніки і технологій», потім за допомогою датчиків 15, 16 №11, 2006г., стор.38-39 «Лінійний привід у встановлюється діапазон переміщення плити 3 верстатобудуванні - точність і ефективність», ж. щодо підставки 1. Система ЧПК 20 може бути «Мир те хніки і технологій», №11, 2006г., стор.5-6. суміщена з елементами керування однією або декількома силовими головками, встановлюваних на плитах, аналогічних плиті 3, встановлюваних на станині агрегатного верстата, що дозволяє здійснити комплексне керування верстатом. Після здійснення підготовчих операцій проводиться пробна обробка заготівки. Для цього з блоку 21 подається команда на включення двигуна 13 і плита 3 (що умовно знаходиться в крайньому лівому положенні) гвинтом 10 через ходову гайку 4, що знаходиться в замкнутому щодо ходового гвинта стані, починає переміщатися вправо з максимальною швидкістю, контрольовану датчиком 14. При досягненні плитою датчика 15 від системи ЧПК 20 поступають одночасні сигнали на електромагнітний привід 5 ходової гайки, лінійний привід (6, 7) і двигун подач 13, при цьому двигун подач системою ЧПК переводиться в режим гальмування і зупинки привід 5 переводить ходову гайку 4 в розімкнений стан і привід (6, 7) здійснює підведення оброблювального інструменту, встановленого на силовій головці, до деталі на відстань, визначувану установкою датчика 16. Після цього від датчика 16 поступає сигнал на ЧПК 20, яка дає команду на реверс двигуна (6, 7), при цьому плита переміщається вліво. При досягненні плитою датчика 15 з нього подається сигнал на систему ЧПК, внаслідок чого від системи ЧПК поступає сигнал на відключення приводу (6, 7), сигнал на включення приводу 5 перекладу ходової гайки в замкнутий стан (гайка при цьому охоплює ходовий гвинт 10) і команду на двигун 13, який переводиться в реверсивний режим і прискорено переміщає плиту 3 в початкове положення, визначуване датчиком початкової установки (на Фіг.1, 2 не показаний), як яке може бути використаний перемикальний кінцевий вимикач загальнопромислового виконання. На цьому цикл роботи в налагоджувальному режимі закінчується і за наслідками обробки заготівки в систему ЧПК вводяться необхідні поправки, після чого блок 21 переводиться в автоматичний режим і силовий стіл готовий для виконання конкретних технологічних операцій. Пропонована конструкція силового столу вільна від недоліків відомого столу, значно простіше конструктивно і менш трудомістка у вигото вленні, наладці і обслуговуванні, має триваліший міжремонтний ресурс і володіє підвищеною технологічною точністю при обробці заготовок різного призначення В даний час в ПП «Рем сервіс» ведуться роботи з підготовки конструкторської
ДивитисяДодаткова інформація
Назва патенту англійськоюFeed table of multihead machine
Автори англійськоюSyvokon Oleksandr Fedorovych, Minchenko Viacheslav Oleksiiovych
Назва патенту російськоюСиловой стол агрегатного станка
Автори російськоюСивоконь Александр Федорович, Минченко Вячеслав Алексеевич
МПК / Мітки
МПК: B23Q 39/00, B23Q 5/00, B23Q 1/00
Мітки: силовий, стіл, верстата, агрегатного
Код посилання
<a href="https://ua.patents.su/3-31138-silovijj-stil-agregatnogo-verstata.html" target="_blank" rel="follow" title="База патентів України">Силовий стіл агрегатного верстата</a>
Силовий стіл

Номер патенту: 3998
Опубліковано: 15.12.2004
Автори: Крижанівський Володимир Андрійович, Гречка Андрій Іванович, Пестунов Володимир Михайлович, Єрьоміна Ірина Миколаївна
МПК: B23Q 37/00
Формула / Реферат:
1. Силовий стіл, що містить корпус і платформу з механізмом її подачі по двох координатах, який відрізняється тим, що платформа кріпиться до гільзи, ексцентрично розташованій в напрямних на диску, зв'язаному через зубчату і черв'ячну передачі з приводом обертання, і, в свою чергу, ексцентрично розташованому на напрямних в іншому диску, що обертається на напрямних корпуса і з'єднаний через черв'ячну передачу з приводом обертання, а сама гільза...
Силова головка агрегатного верстата
Номер патенту: 26303
Опубліковано: 10.09.2007
Автори: Мінченко В'ячеслав Олексійович, Волинець Михайло Андрійович, Сивоконь Олександр Федорович
МПК: B23Q 1/00
Мітки: верстата, агрегатного, силова, головка
Формула / Реферат:
1. Силова головка агрегатного верстата, що містить закріплений рухомо на напрямній підставки корпус з розміщеними в ньому головним приводом обертання обробного інструменту, засоби переміщення обробного інструменту в позицію обробки і відведення його в початкове положення, засоби контролю величини переміщення обробного інструменту в його крайніх положеннях, закріплену на корпусі шпиндельну насадку зі скалками і паралельно розміщеними вузлами...
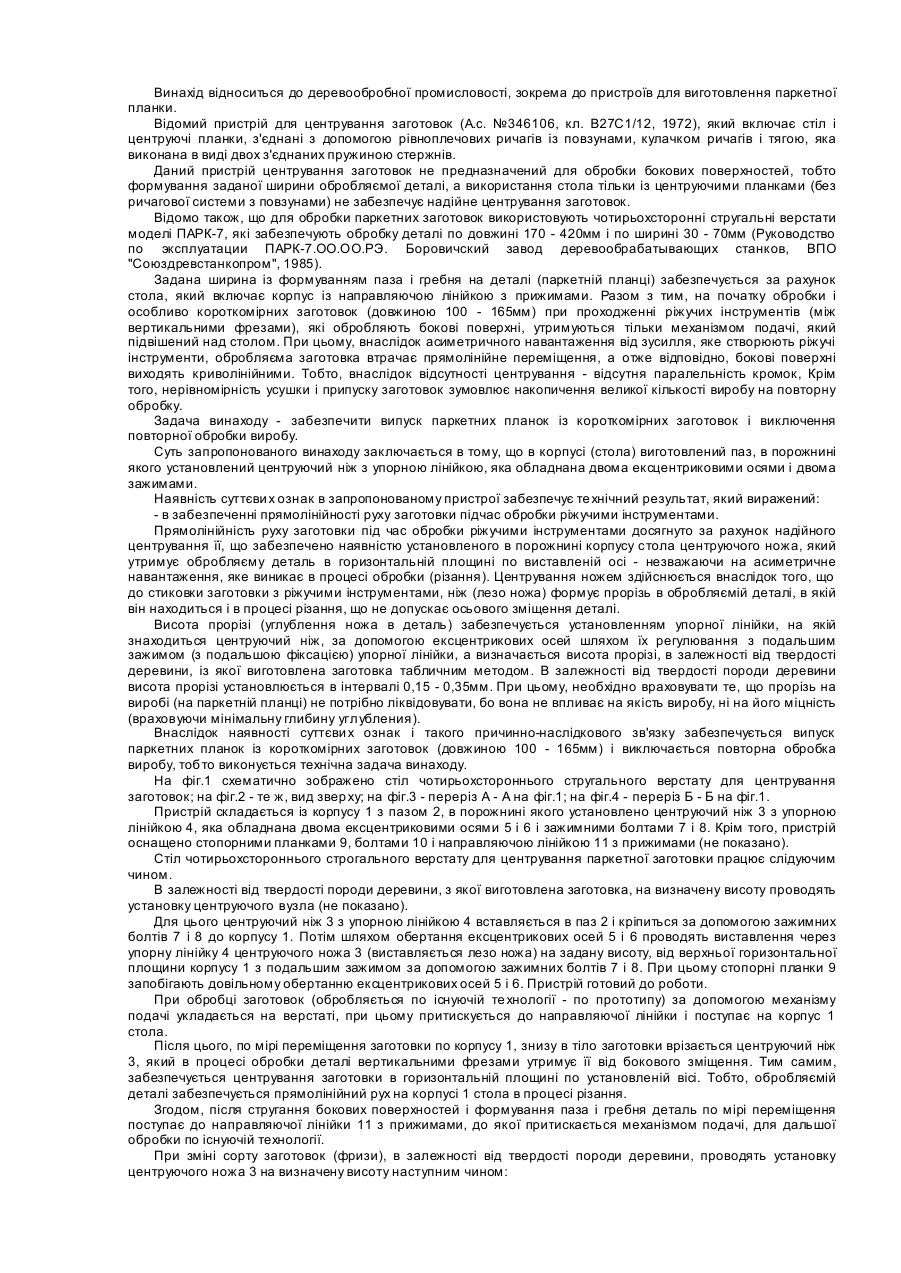
Стіл чотирьохстороннього стругального верстата для центрування заготовок
Номер патенту: 20287
Опубліковано: 15.07.1997
Автори: Камінь Петро Іванович, Лукачук Ігор Миколайович
МПК: B27C 1/00
Мітки: центрування, заготовок, стіл, чотирьохстороннього, верстата, стругального
Формула / Реферат:
Стіл чотирьохстороннього стругального верстату для центрування заготовок, який включає корпус із направляючою лінійкою з прижимами, який відрізняється тим, що в корпусі виготовлений паз, в порожнині якого установлений центруючий ніж з упорною лінійкою, яка обладнана двома ексцентриковими осями і двома зажимами.
Розсувний стіл

Номер патенту: 36027
Опубліковано: 16.04.2001
Автор: Романчук Михайло Адамович
МПК: A47B 1/00
Текст:
...необхідності збільшення довжини столу, рухові секції 5 і 6, які розташовані в основі 1 столу, висувають в протилежних напрямках до упору роликів 9 в пазах 10 основи 1. Після висування секцій 5 і 6 блок кришок 11 виймають з основи 1 і укладають на поверхню основи 1 та рухомих секцій 5 і 6. Складання столу здійснюють у зворотному, порядку. Фіг. 1 Фіг. 2 2 36027 Фіг. 3 Фіг. 4 3 36027 Фіг. 5 ...
Стіл для представлення візуальної інформації
Номер патенту: 19022
Опубліковано: 15.11.2006
Автори: Клименко Дмитро Олексійович, Самойлов Володимир Володимирович, Волковский Олександр Олександрович, Григоров Григорій Михайлович
МПК: A47B 1/00
Мітки: візуальної, стіл, інформації, представлення
Формула / Реферат:
1. Стіл для представлення візуальної інформації, що містить опорні ніжки з встановленою на них стільницею, який відрізняється тим, що стільниця або її частина виготовлена з світлопровідного матеріалу, а під стільницею розміщений екран монітора і датчики керування візуальною інформацією на екрані.2. Стіл для представлення візуальної інформації за п. 1, який відрізняється тим, що стіл оснащений звуковими динаміками або...
Попередній патент: Спосіб виготовлення неперервного волокна із розплавів магматичних гірських порід
Наступний патент: Поворотний стіл агрегатного верстата
Випадковий патент: Спосіб проведення дренажу після операції на щитовидній залозі