Поворотний стіл агрегатного верстата
Номер патенту: 31139
Опубліковано: 25.03.2008
Автори: Мінченко В'ячеслав Олексійович, Сивоконь Олександр Федорович
Формула / Реферат
1. Поворотний стіл агрегатного верстата, що містить корпус з розміщеною на ньому поворотною планшайбою, засоби повороту планшайби, що включають закріплене на нижньому її торці черв'ячне колесо, з'єднане із закріпленим на валу і зв'язаним з приводом черв'яком, засоби фіксації планшайби у позиції обробки, що включають прикріплений до нижнього торця планшайби ділильний диск з фіксуючими гніздами і розміщені в пазах корпусу фіксатори із засобами їх примусового введення у фіксуючі гнізда ділильного диска і виводу в початкове положення, засоби керування приводом повороту планшайби і засоби фіксації планшайби у позиції обробки, який відрізняється тим, що привід виконаний у вигляді забезпеченого датчиком кутових переміщень вбудованого тороїдального електродвигуна, засоби фіксації планшайби в робочому положенні забезпечені датчиками крайніх положень і електромагнітними приводами переміщення, планшайба забезпечена датчиками її положення відносно позицій обробки, а засоби керування виконані у вигляді системи числового програмного керування (ЧПК), вхід якої сполучений з виходами датчика кутових переміщень електродвигуна, датчиками положення планшайби і датчиками крайніх положень фіксаторів планшайби на позиціях обробки, при цьому вихід системи ЧПК через узгоджувальні пристрої сполучений з електродвигуном і приводами фіксаторів планшайби.
2. Поворотний стіл за п. 1, який відрізняється тим, що датчики положення планшайби відносно позицій обробки і датчики крайніх положень фіксаторів планшайби на позиції обробки виконані безконтактними.
Текст
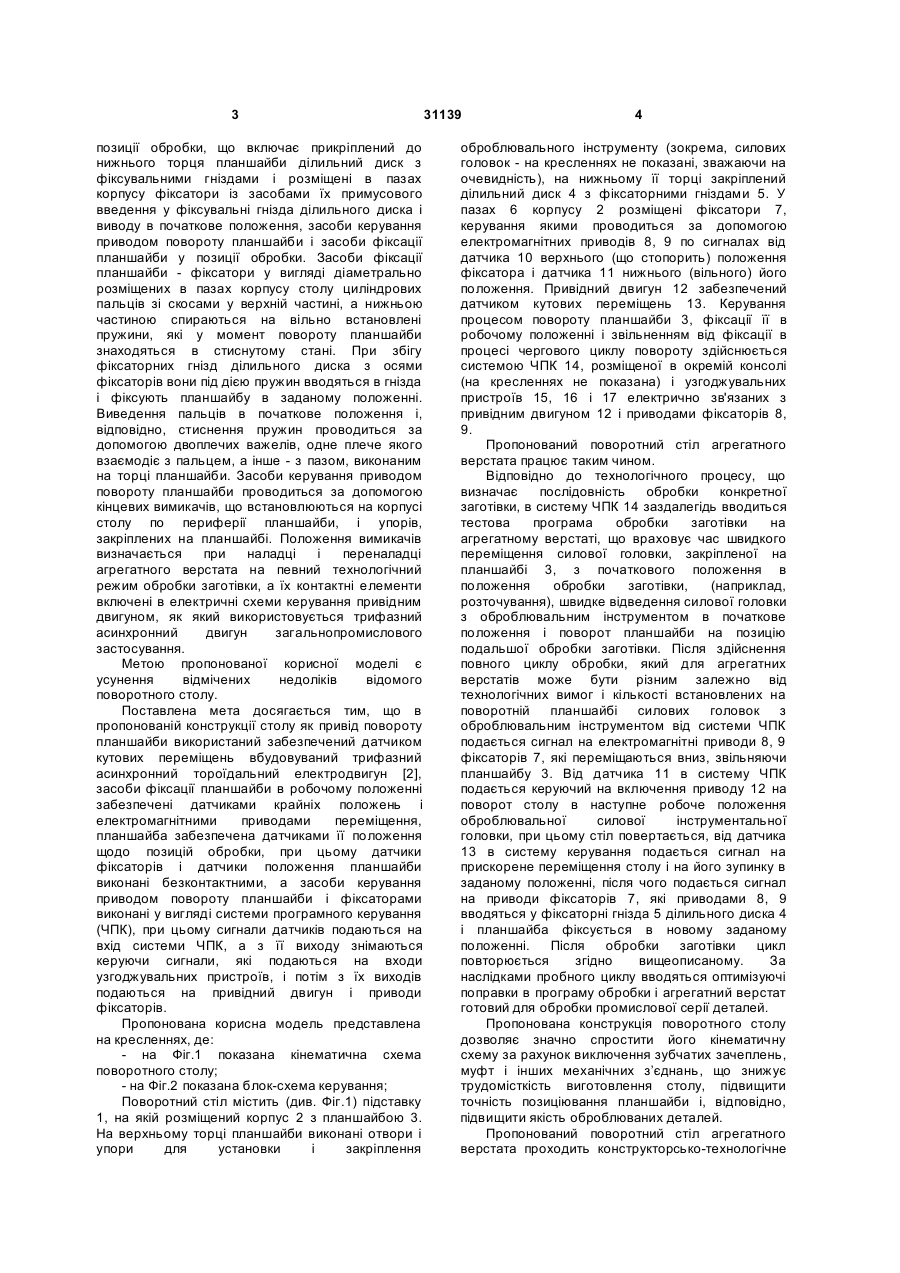
1. Поворотний стіл агрегатного верстата, що містить корпус з розміщеною на ньому поворотною планшайбою, засоби повороту планшайби, що включають закріплене на нижньому її торці черв'ячне колесо, з'єднане із закріпленим на валу і зв'язаним з приводом черв'яком, засоби фіксації планшайби у позиції обробки, що включають прикріплений до нижнього торця планшайби ділильний диск з фіксуючими гніздами і розміщені в пазах корпусу фіксатори із засобами їх примусового введення у фіксуючі гнізда ділильного диска і виводу в початкове положення, засоби керування приводом повороту планшайби і засоби фіксації планшайби у позиції обробки, який U 2 (19) 1 3 позиції обробки, що включає прикріплений до нижнього торця планшайби ділильний диск з фіксувальними гніздами і розміщені в пазах корпусу фіксатори із засобами їх примусового введення у фіксувальні гнізда ділильного диска і виводу в початкове положення, засоби керування приводом повороту планшайби і засоби фіксації планшайби у позиції обробки. Засоби фіксації планшайби - фіксатори у вигляді діаметрально розміщених в пазах корпусу столу циліндрових пальців зі скосами у верхній частині, а нижньою частиною спираються на вільно встановлені пружини, які у момент повороту планшайби знаходяться в стиснутому стані. При збігу фіксаторних гнізд ділильного диска з осями фіксаторів вони під дією пружин вводяться в гнізда і фіксують планшайбу в заданому положенні. Виведення пальців в початкове положення і, відповідно, стиснення пружин проводиться за допомогою двоплечих важелів, одне плече якого взаємодіє з пальцем, а інше - з пазом, виконаним на торці планшайби. Засоби керування приводом повороту планшайби проводиться за допомогою кінцевих вимикачів, що встановлюються на корпусі столу по периферії планшайби, і упорів, закріплених на планшайбі. Положення вимикачів визначається при наладці і переналадці агрегатного верстата на певний технологічний режим обробки заготівки, а їх контактні елементи включені в електричні схеми керування привідним двигуном, як який використовується трифазний асинхронний двигун загальнопромислового застосування. Метою пропонованої корисної моделі є усунення відмічених недоліків відомого поворотного столу. Поставлена мета досягається тим, що в пропонованій конструкції столу як привід повороту планшайби використаний забезпечений датчиком кутових переміщень вбудовуваний трифазний асинхронний тороїдальний електродвигун [2], засоби фіксації планшайби в робочому положенні забезпечені датчиками крайніх положень і електромагнітними приводами переміщення, планшайба забезпечена датчиками її положення щодо позицій обробки, при цьому датчики фіксаторів і датчики положення планшайби виконані безконтактними, а засоби керування приводом повороту планшайби і фіксаторами виконані у вигляді системи програмного керування (ЧПК), при цьому сигнали датчиків подаються на вхід системи ЧПК, а з її виходу знімаються керуючи сигнали, які подаються на входи узгоджувальних пристроїв, і потім з їх виходів подаються на привідний двигун і приводи фіксаторів. Пропонована корисна модель представлена на кресленнях, де: - на Фіг.1 показана кінематична схема поворотного столу; - на Фіг.2 показана блок-схема керування; Поворотний стіл містить (див. Фіг.1) підставку 1, на якій розміщений корпус 2 з планшайбою 3. На верхньому торці планшайби виконані отвори і упори для установки і закріплення 31139 4 оброблювального інструменту (зокрема, силових головок - на кресленнях не показані, зважаючи на очевидність), на нижньому її торці закріплений ділильний диск 4 з фіксаторними гніздами 5. У пазах 6 корпусу 2 розміщені фіксатори 7, керування якими проводиться за допомогою електромагнітних приводів 8, 9 по сигналах від датчика 10 верхнього (що стопорить) положення фіксатора і датчика 11 нижнього (вільного) його положення. Привідний двигун 12 забезпечений датчиком кутових переміщень 13. Керування процесом повороту планшайби 3, фіксації її в робочому положенні і звільненням від фіксації в процесі чергового циклу повороту здійснюється системою ЧПК 14, розміщеної в окремій консолі (на кресленнях не показана) і узгоджувальних пристроїв 15, 16 і 17 електрично зв'язаних з привідним двигуном 12 і приводами фіксаторів 8, 9. Пропонований поворотний стіл агрегатного верстата працює таким чином. Відповідно до технологічного процесу, що визначає послідовність обробки конкретної заготівки, в систему ЧПК 14 заздалегідь вводиться тестова програма обробки заготівки на агрегатному верстаті, що враховує час швидкого переміщення силової головки, закріпленої на планшайбі 3, з початкового положення в положення обробки заготівки, (наприклад, розточування), швидке відведення силової головки з оброблювальним інструментом в початкове положення і поворот планшайби на позицію подальшої обробки заготівки. Після здійснення повного циклу обробки, який для агрегатних верстатів може бути різним залежно від технологічних вимог і кількості встановлених на поворотній планшайбі силових головок з оброблювальним інструментом від системи ЧПК подається сигнал на електромагнітні приводи 8, 9 фіксаторів 7, які переміщаються вниз, звільняючи планшайбу 3. Від датчика 11 в систему ЧПК подається керуючий на включення приводу 12 на поворот столу в наступне робоче положення оброблювальної силової інструментальної головки, при цьому стіл повертається, від датчика 13 в систему керування подається сигнал на прискорене переміщення столу і на його зупинку в заданому положенні, після чого подається сигнал на приводи фіксаторів 7, які приводами 8, 9 вводяться у фіксаторні гнізда 5 ділильного диска 4 і планшайба фіксується в новому заданому положенні. Після обробки заготівки цикл повторюється згідно вищеописаному. За наслідками пробного циклу вводяться оптимізуючі поправки в програму обробки і агрегатний верстат готовий для обробки промислової серії деталей. Пропонована конструкція поворотного столу дозволяє значно спростити його кінематичну схему за рахунок виключення зубчатих зачеплень, муфт і інших механічних з’єднань, що знижує трудомісткість виготовлення столу, підвищити точність позиціювання планшайби і, відповідно, підвищити якість оброблюваних деталей. Пропонований поворотний стіл агрегатного верстата проходить конструкторсько-технологічне 5 опрацьовування в ЧП "Ремсервіс" (м. Глухів, Україна) з метою розробки і виготовлення промислового зразка агрегатного верстата для обробки деталей, використовуваних в автомобільній промисловості. Бібліографічні посилання. 1. С.М. Зонненберг "Малі агрегатні верстати", "Державне науково-технічне видавництво машинобудівної літератури", М., 1962г., стор.106112. 2. "Підвищення ефективності роботи устаткування оптимальним підбором типу електроприводу", ж. "Мир техніки і технологій", №11, 2006г., cтop.5-6. 31139 6
ДивитисяДодаткова інформація
Назва патенту англійськоюRotary table of multihead machine
Автори англійськоюSyvokon Oleksandr Fedorovych, Minchenko Viacheslav Oleksiiovych
Назва патенту російськоюПоворотный стол агрегатного станка
Автори російськоюСивоконь Александр Федорович, Минченко Вячеслав Алексеевич
МПК / Мітки
МПК: B23Q 37/00, B23Q 5/00, B23Q 1/00, B23Q 39/00
Мітки: стіл, поворотний, верстата, агрегатного
Код посилання
<a href="https://ua.patents.su/3-31139-povorotnijj-stil-agregatnogo-verstata.html" target="_blank" rel="follow" title="База патентів України">Поворотний стіл агрегатного верстата</a>
Силовий стіл агрегатного верстата
Номер патенту: 31138
Опубліковано: 25.03.2008
Автори: Мінченко В'ячеслав Олексійович, Сивоконь Олександр Федорович
МПК: B23Q 1/00, B23Q 39/00, B23Q 5/00
Мітки: силовий, верстата, агрегатного, стіл
Формула / Реферат:
1. Силовий стіл агрегатного верстата, що містить станину-підставку з напрямними, встановлену на напрямних з можливістю поворотно-поступального переміщення, плиту з елементами кріплення силової інструментальної головки, з'єднану через ходову гайку з ходовим гвинтом, з'єднаним з двигуном подачі, який відрізняється тим, що двигун подачі виконаний у вигляді забезпеченого датчиком кутових переміщень вбудованого тороїдального електродвигуна, ходова...
Силова головка агрегатного верстата
Номер патенту: 26303
Опубліковано: 10.09.2007
Автори: Мінченко В'ячеслав Олексійович, Волинець Михайло Андрійович, Сивоконь Олександр Федорович
МПК: B23Q 1/00
Мітки: головка, агрегатного, верстата, силова
Формула / Реферат:
1. Силова головка агрегатного верстата, що містить закріплений рухомо на напрямній підставки корпус з розміщеними в ньому головним приводом обертання обробного інструменту, засоби переміщення обробного інструменту в позицію обробки і відведення його в початкове положення, засоби контролю величини переміщення обробного інструменту в його крайніх положеннях, закріплену на корпусі шпиндельну насадку зі скалками і паралельно розміщеними вузлами...
Поворотний стіл зі змінним ексцентриситетом
Номер патенту: 46348
Опубліковано: 16.08.2004
Автори: Мажара Віталій Анатолійович, Скібінський Олександр Іванович, Підгаєцький Михайло Матвійович
МПК: B23F 5/00
Мітки: стіл, ексцентриситетом, поворотний, змінним
Формула / Реферат:
1. Поворотний стіл для обробки виробів типу зубчатих коліс, що складається з корпусу, в якому розташовано шпиндель виробу з приводом від електродвигуна, який відрізняється тим, що в ньому розміщено зовнішній шпиндель з приводом від первинного електродвигуна через черв'ячну передачу, в якому розташовано каретку з можливістю радіального переміщення по напрямних, в центральному отворі останньої розташовано внутрішній шпиндель, кінематично...
Стіл чотирьохстороннього стругального верстата для центрування заготовок
Номер патенту: 20287
Опубліковано: 15.07.1997
Автори: Лукачук Ігор Миколайович, Камінь Петро Іванович
МПК: B27C 1/00
Мітки: стіл, чотирьохстороннього, заготовок, центрування, стругального, верстата
Формула / Реферат:
Стіл чотирьохстороннього стругального верстату для центрування заготовок, який включає корпус із направляючою лінійкою з прижимами, який відрізняється тим, що в корпусі виготовлений паз, в порожнині якого установлений центруючий ніж з упорною лінійкою, яка обладнана двома ексцентриковими осями і двома зажимами.
Складаний переносний стіл

Номер патенту: 24966
Опубліковано: 25.07.2007
Автор: Моргун Олександр Павлович
МПК: A47B 3/00
Мітки: стіл, складаний, переносний
Формула / Реферат:
Складаний переносний стіл, що містить кришку та ніжки, з'єднані між собою розпірними планками, який відрізняється тим, що найближчі ніжки попарно з'єднані між собою розпірними планками і шарнірно з'єднані з кришкою стола з можливістю повороту навколо спільної осі повороту і можливістю швидкісної фіксації (наприклад, гвинтами, що не губляться) в робочому і транспортному положенні.
Попередній патент: Силовий стіл агрегатного верстата
Наступний патент: Спосіб автоматизованої мінімізації мутності води систем попереднього очищення
Випадковий патент: Тренажер для навчання правильного хвату рукоятки у стрільбі кульовій