Силова головка агрегатного верстата
Номер патенту: 26303
Опубліковано: 10.09.2007
Автори: Волинець Михайло Андрійович, Сивоконь Олександр Федорович, Мінченко В'ячеслав Олексійович
Формула / Реферат
1. Силова головка агрегатного верстата, що містить закріплений рухомо на напрямній підставки корпус з розміщеними в ньому головним приводом обертання обробного інструменту, засоби переміщення обробного інструменту в позицію обробки і відведення його в початкове положення, засоби контролю величини переміщення обробного інструменту в його крайніх положеннях, закріплену на корпусі шпиндельну насадку зі скалками і паралельно розміщеними вузлами шпинделів, забезпеченими опорами кочення, і закріпленими на валах шпинделів шестернями приводу їх обертання, яка відрізняється тим, що вузли шпинделів забезпечені ексцентриковими втулками і з'єднаними з ними повідцями, виконаними з можливістю повороту навколо подовжньої осі шпинделів, причому повідці забезпечені засобами фіксації в заданих робочих положеннях.
2. Силова головка за п. 1, яка відрізняється тим, що скалки забезпечені компенсувальними пружинами і засобами регулювання зусилля компенсації переміщення шпиндельних вузлів на позиції обробки.
Текст
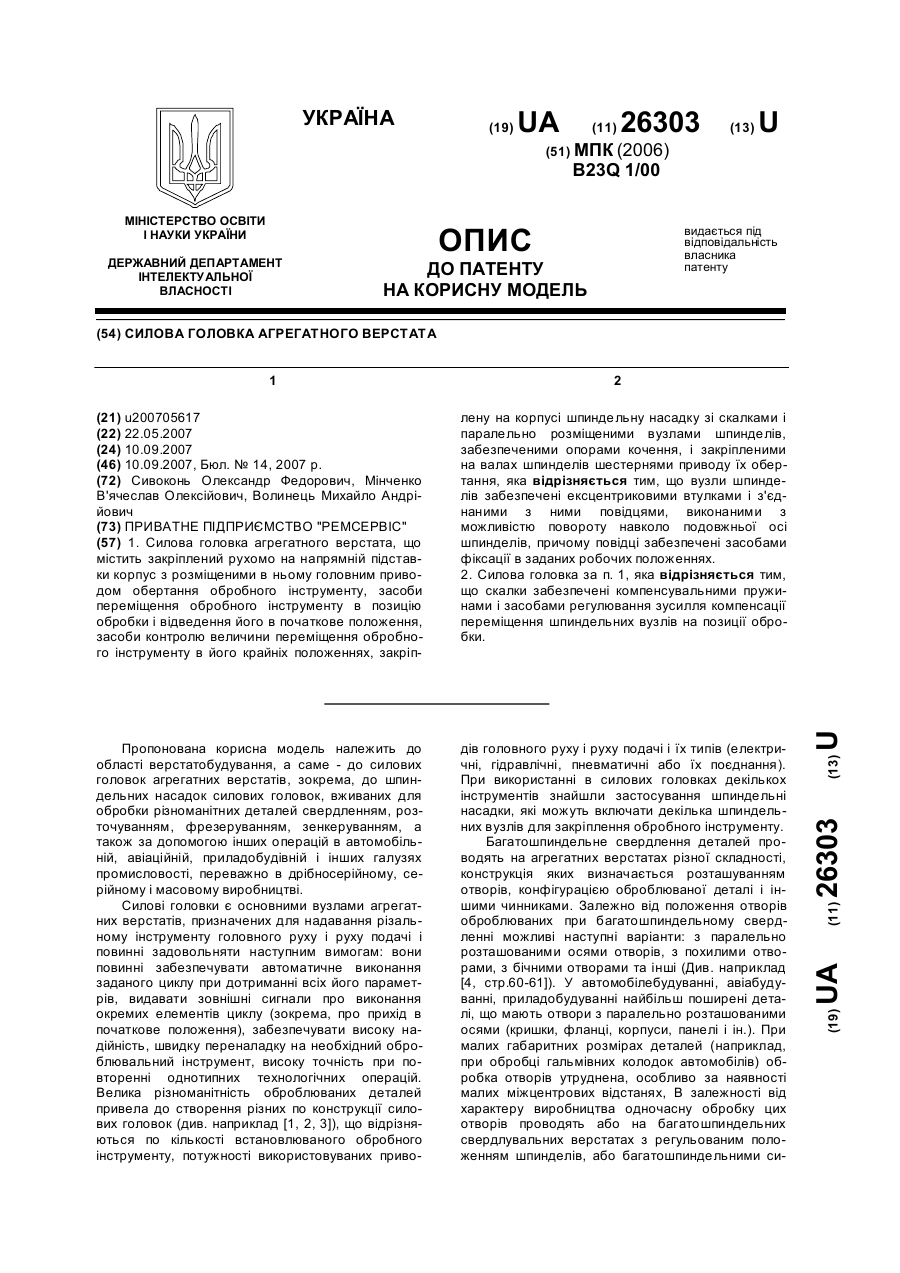
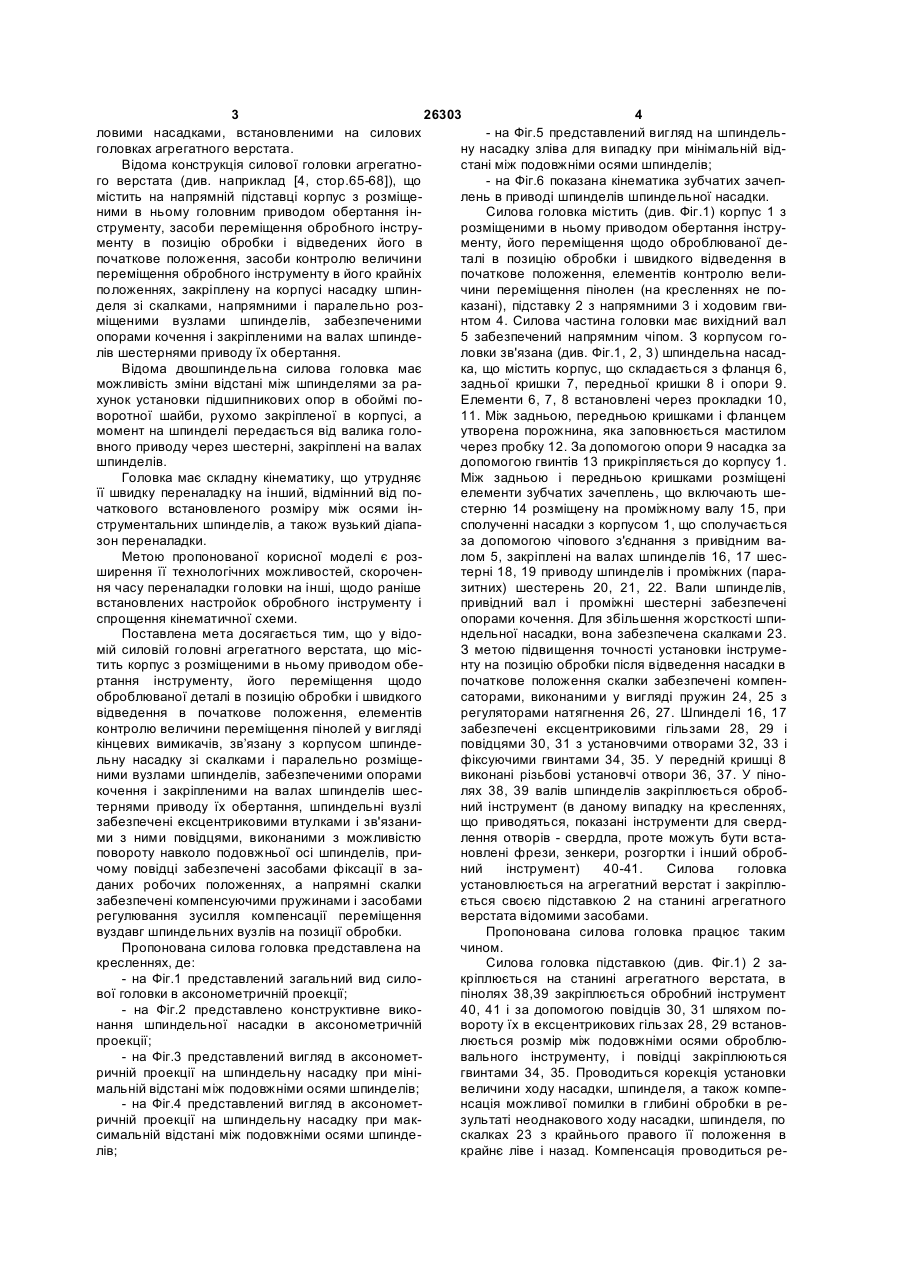
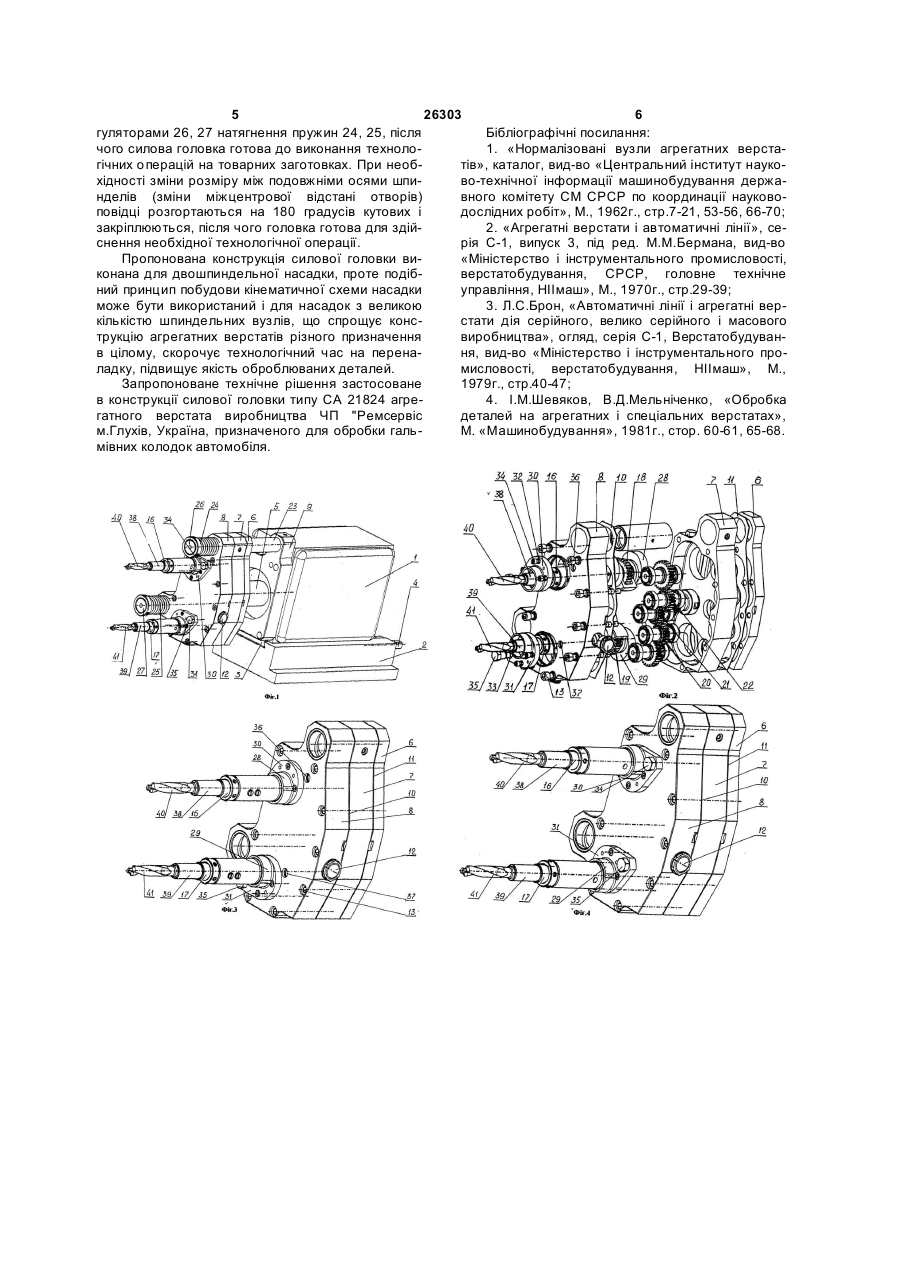
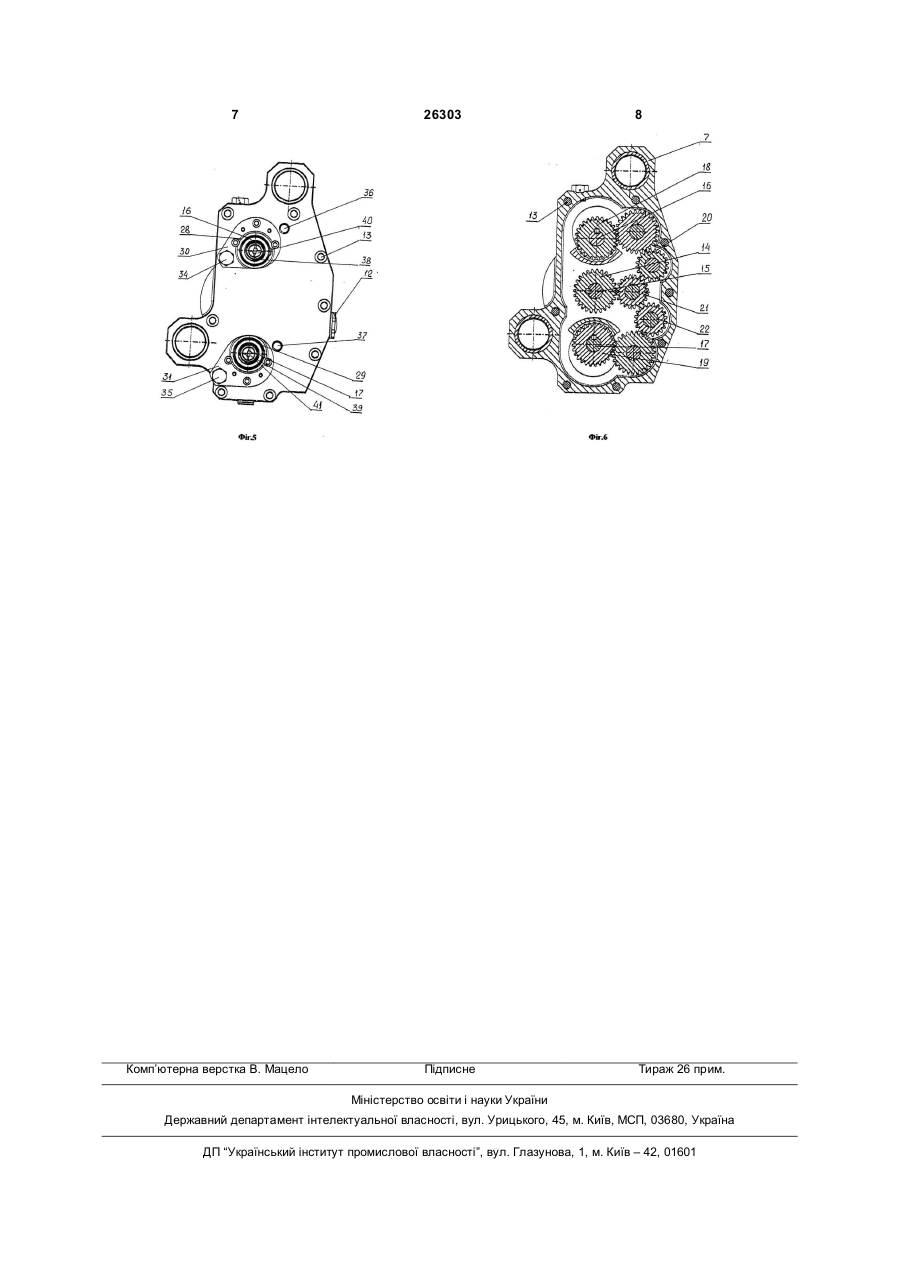
1. Силова головка агрегатного верстата, що містить закріплений рухомо на напрямній підставки корпус з розміщеними в ньому головним приводом обертання обробного інструменту, засоби переміщення обробного інструменту в позицію обробки і відведення його в початкове положення, засоби контролю величини переміщення обробного інструменту в його крайніх положеннях, закріп 3 26303 4 - на Фіг.5 представлений вигляд на шпиндельловими насадками, встановленими на силових ну насадку зліва для випадку при мінімальній відголовках агрегатного верстата. стані між подовжніми осями шпинделів; Відома конструкція силової головки агрегатно- на Фіг.6 показана кінематика зубчатих зачепго верстата (див. наприклад [4, cтop.65-68]), що лень в приводі шпинделів шпиндельної насадки. містить на напрямній підставці корпус з розміщеСилова головка містить (див. Фіг.1) корпус 1 з ними в ньому головним приводом обертання інрозміщеними в ньому приводом обертання інструструменту, засоби переміщення обробного інструменту, його переміщення щодо оброблюваної дементу в позицію обробки і відведених його в талі в позицію обробки і швидкого відведення в початкове положення, засоби контролю величини початкове положення, елементів контролю велипереміщення обробного інструменту в його крайніх чини переміщення пінолен (на кресленнях не поположеннях, закріплену на корпусі насадку шпинказані), підставку 2 з напрямними 3 і ходовим гвиделя зі скалками, напрямними і паралельно рознтом 4. Силова частина головки має вихідний вал міщеними вузлами шпинделів, забезпеченими 5 забезпечений напрямним чіпом. З корпусом гоопорами кочення і закріпленими на валах шпинделовки зв'язана (див. Фіг.1, 2, 3) шпиндельна насадлів шестернями приводу їх обертання. ка, що містить корпус, що складається з фланця 6, Відома двошпиндельна силова головка має задньої кришки 7, передньої кришки 8 і опори 9. можливість зміни відстані між шпинделями за раЕлементи 6, 7, 8 встановлені через прокладки 10, хунок установки підшипникових опор в обоймі по11. Між задньою, передньою кришками і фланцем воротної шайби, рухомо закріпленої в корпусі, а утворена порожнина, яка заповнюється мастилом момент на шпинделі передається від валика голочерез пробку 12. За допомогою опори 9 насадка за вного приводу через шестерні, закріплені на валах допомогою гвинтів 13 прикріпляється до корпусу 1. шпинделів. Між задньою і передньою кришками розміщені Головка має складну кінематику, що утрудняє елементи зубчатих зачеплень, що включають шеїї швидку переналадку на інший, відмінний від постерню 14 розміщену на проміжному валу 15, при чаткового встановленого розміру між осями інсполученні насадки з корпусом 1, що сполучається струментальних шпинделів, а також вузький діапаза допомогою чіпового з'єднання з привідним вазон переналадки. лом 5, закріплені на валах шпинделів 16, 17 шесМетою пропонованої корисної моделі є розтерні 18, 19 приводу шпинделів і проміжних (параширення її технологічних можливостей, скорочензитних) шестерень 20, 21, 22. Вали шпинделів, ня часу переналадки головки на інші, щодо раніше привідний вал і проміжні шестерні забезпечені встановлених настройок обробного інструменту і опорами кочення. Для збільшення жорсткості шписпрощення кінематичної схеми. ндельної насадки, вона забезпечена скалками 23. Поставлена мета досягається тим, що у відоЗ метою підвищення точності установки інструмемій силовій головні агрегатного верстата, що міснту на позицію обробки після відведення насадки в тить корпус з розміщеними в ньому приводом обепочаткове положення скалки забезпечені компенртання інструменту, його переміщення щодо саторами, виконаними у вигляді пружин 24, 25 з оброблюваної деталі в позицію обробки і швидкого регуляторами натягнення 26, 27. Шпинделі 16, 17 відведення в початкове положення, елементів забезпечені ексцентриковими гільзами 28, 29 і контролю величини переміщення пінолей у вигляді повідцями 30, 31 з установчими отворами 32, 33 і кінцевих вимикачів, зв’язану з корпусом шпиндефіксуючими гвинтами 34, 35. У передній кришці 8 льну насадку зі скалками і паралельно розміщевиконані різьбові установчі отвори 36, 37. У піноними вузлами шпинделів, забезпеченими опорами лях 38, 39 валів шпинделів закріплюється обробкочення і закріпленими на валах шпинделів шесний інструмент (в даному випадку на кресленнях, тернями приводу їх обертання, шпиндельні вузлі що приводяться, показані інструменти для свердзабезпечені ексцентриковими втулками і зв'язанилення отворів - свердла, проте можуть бути встами з ними повідцями, виконаними з можливістю новлені фрези, зенкери, розгортки і інший обробповороту навколо подовжньої осі шпинделів, приний інструмент) 40-41. Силова головка чому повідці забезпечені засобами фіксації в заустановлюється на агрегатний верстат і закріплюданих робочих положеннях, а напрямні скалки ється своєю підставкою 2 на станині агрегатного забезпечені компенсуючими пружинами і засобами верстата відомими засобами. регулювання зусилля компенсації переміщення Пропонована силова головка працює таким вуздавг шпиндельних вузлів на позиції обробки. чином. Пропонована силова головка представлена на Силова головка підставкою (див. Φіг.1) 2 закресленнях, де: кріплюється на станині агрегатного верстата, в - на Фіг.1 представлений загальний вид силопінолях 38,39 закріплюється обробний інструмент вої головки в аксонометричній проекції; 40, 41 і за допомогою повідців 30, 31 шляхом по- на Фіг.2 представлено конструктивне виковороту їх в ексцентрикових гільзах 28, 29 встановнання шпиндельної насадки в аксонометричній люється розмір між подовжніми осями оброблюпроекції; вального інструменту, і повідці закріплюються - на Фіг.3 представлений вигляд в аксонометгвинтами 34, 35. Проводиться корекція установки ричній проекції на шпиндельну насадку при мінівеличини ходу насадки, шпинделя, а також компемальній відстані між подовжніми осями шпинделів; нсація можливої помилки в глибині обробки в ре- на Фіг.4 представлений вигляд в аксонометзультаті неоднакового ходу насадки, шпинделя, по ричній проекції на шпиндельну насадку при макскалках 23 з крайнього правого її положення в симальній відстані між подовжніми осями шпиндекрайнє ліве і назад. Компенсація проводиться релів; 5 26303 6 Бібліографічні посилання: гуляторами 26, 27 натягнення пружин 24, 25, після 1. «Нормалізовані вузли агрегатних верстачого силова головка готова до виконання технолотів», каталог, вид-во «Центральний інститут наукогічних операцій на товарних заготовках. При необво-технічної інформації машинобудування держахідності зміни розміру між подовжніми осями шпивного комітету CM СРСР по координації науковонделів (зміни міжцентрової відстані отворів) дослідних робіт», М., 1962г., стр.7-21, 53-56, 66-70; повідці розгортаються на 180 градусів кутових і 2. «Агрегатні верстати і автоматичні лінії», сезакріплюються, після чого головка готова для здійрія С-1, випуск 3, під ред. М.М.Бермана, вид-во снення необхідної технологічної операції. «Міністерство і інструментального промисловості, Пропонована конструкція силової головки виверстатобудування, СРСР, головне технічне конана для двошпиндельної насадки, проте подібуправління, НІІмаш», М., 1970г., стр.29-39; ний принцип побудови кінематичної схеми насадки 3. Л.С.Брон, «Автоматичні лінії і агрегатні верможе бути використаний і для насадок з великою стати дія серійного, велико серійного і масового кількістю шпиндельних вузлів, що спрощує консвиробництва», огляд, серія С-1, Верстатобудувантрукцію агрегатних верстатів різного призначення ня, вид-во «Міністерство і інструментального пров цілому, скорочує технологічний час на перенамисловості, верстатобудування, НІІмаш», М., ладку, підвищує якість оброблюваних деталей. 1979г., стр.40-47; Запропоноване технічне рішення застосоване 4. І.М.Шевяков, В.Д.Мельніченко, «Обробка в конструкції силової головки типу СА 21824 агредеталей на агрегатних і спеціальних верстатах», гатного верстата виробництва ЧП "Ремсервіс Μ. «Машинобудування», 1981г., cтop. 60-61, 65-68. м.Глухів, Україна, призначеного для обробки гальмівних колодок автомобіля. 7 Комп’ютерна верстка В. Мацело 26303 8 Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMachining unit of multihead machine tool
Автори англійськоюSyvokon Oleksandr Fedorovych, Minchenko Viacheslav Oleksiiovych, Volynets' Mykhailo Andriiovych
Назва патенту російськоюСиловая головка агрегатного станка
Автори російськоюСивоконь Александр Федорович, Минченко Вячеслав Алексеевич, Волынец Михаил Андреевич
МПК / Мітки
МПК: B23Q 1/00
Мітки: головка, силова, верстата, агрегатного
Код посилання
<a href="https://ua.patents.su/4-26303-silova-golovka-agregatnogo-verstata.html" target="_blank" rel="follow" title="База патентів України">Силова головка агрегатного верстата</a>
Силова головка
Номер патенту: 66678
Опубліковано: 17.05.2004
Автори: Пестунов Володимир Михайлович, Крижанівський Володимир Андрійович, Гречка Андрій Іванович
МПК: B23Q 37/00
Формула / Реферат:
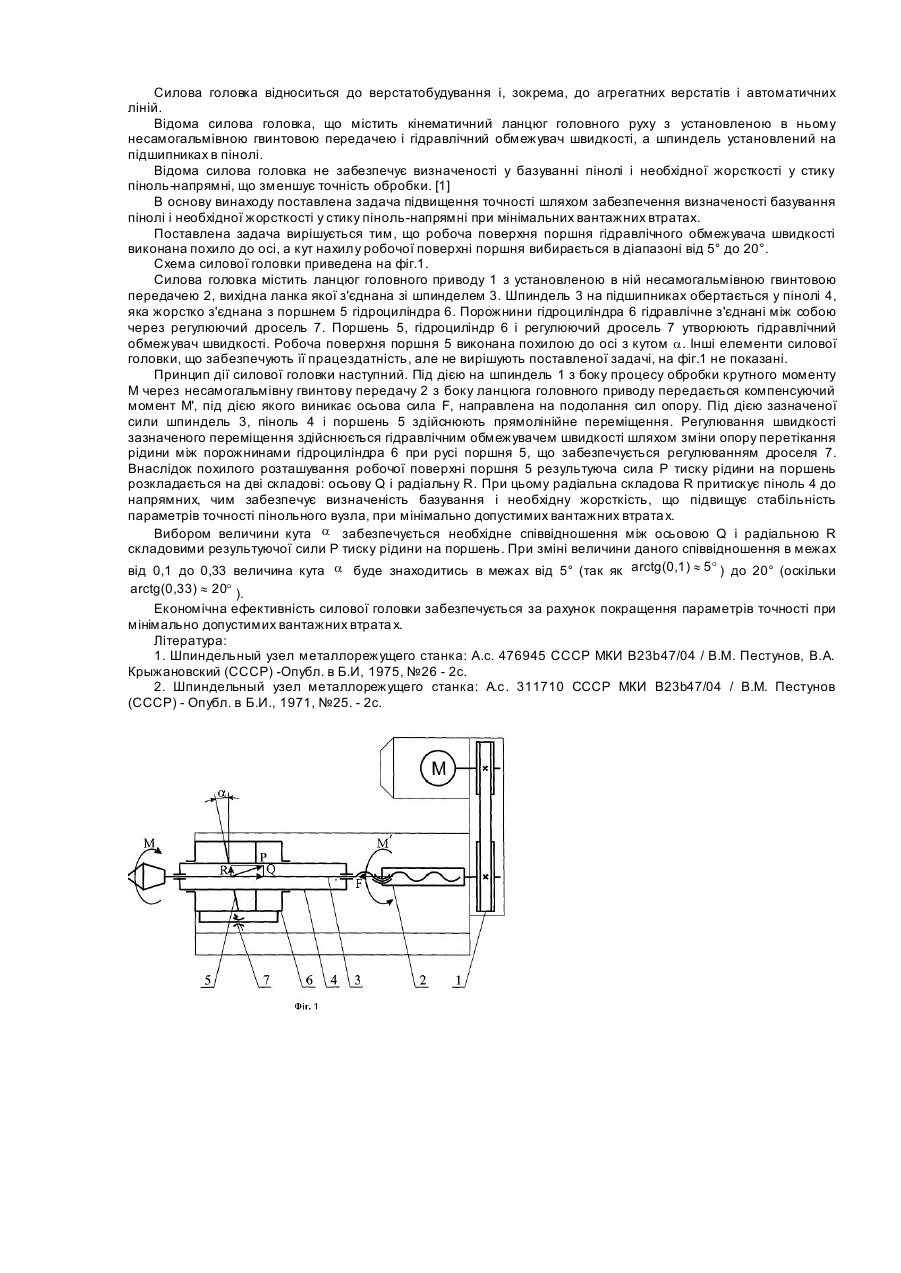
Силова головка, що містить кінематичний ланцюг головного руху з установленою в ньому несамогальмівною гвинтовою передачею і гідравлічний обмежувач швидкості, а шпиндель установлений на підшипниках в пінолі, яка відрізняється тим, що робоча поверхня поршня гідравлічного обмежувача швидкості виконана похило до осі, а кут нахилу робочої поверхні поршня вибирається в діапазоні від 5° до 20°.
Силова головка
Номер патенту: 54509
Опубліковано: 17.03.2003
Автори: Пестунов Володимир Михайлович, Гречка Андрій Іванович
МПК: B23Q 37/00, B23Q 5/00, B23Q 5/22
Формула / Реферат:
1. Силова головка, що містить корпус з встановленими у ньому на підшипниках шпинделем та механізмом поперечної подачі, що зв'язані з приводом, яка відрізняється тим, що механізм поперечної подачі містить циліндр, який через кругові напрямні з'єднано з переднім і заднім дисками, які зв'язані з приводом синхронного обертання і в яких циліндр розташований на кругових напрямних ексцентрично, причому в циліндрі також ексцентрично розташований...
Силова головка

Номер патенту: 66677
Опубліковано: 17.05.2004
Автори: Гречка Андрій Іванович, Крижанівський Володимир Андрійович, Пестунов Володимир Михайлович
МПК: B23Q 37/00
Формула / Реферат:
1. Силова головка, що містить привід головного руху і гідравлічний механізм подачі, шток і поршень якого з'єднані з піноллю, яка відрізняється тим, що поршень оснащений принаймні одним карманом гідростатичної опори, що розташована по циліндричній його поверхні і з'єднана каналами з напірною порожниною гідроциліндра робочої подачі, а площа карманів гідростатичної опори прийнята із співвідношення:
Силова головка

Номер патенту: 2573
Опубліковано: 15.06.2004
Автори: Пестунов Володимир Михайлович, Крижанівський Володимир Андрійович, Гречка Андрій Іванович
МПК: B23Q 37/00
Формула / Реферат:
1. Силоваголовка, що містить привід головного руху і автономний механізм подачі, яка відрізняється тим, що у приводі головного руху установлена циліндрична косозуба зубчаста передача, ширина вінця якої перевищує довжину ходу пінолі і розташована протилежно кінцевій передачі механізму подачі.2. Силова головка за п. 1, яка відрізняється тим, що вона має датчик пружної деформації пінолі, що через порівняльний, програмний і управляючий...
Силова головка

Номер патенту: 31888
Опубліковано: 15.12.2000
Автори: Пестунов Володимир Михайлович, Гречка Андрій Іванович
МПК: B23B 47/00, B23Q 37/00
Текст:
...муфти 20 зафіксується зубчате колесо 12, а з ним і гвинт 10. Піноль 4 позбавлена можливості перекочуватися по гвинту 10, так як повзун З зафіксовано відносно каретки 2. Отже, піноль 4 при правому її обертанні гвинтовою нарізкою 7 буде загвинчуватися по гвинту 10, переміщуючись у повздовжньому напрямку назад. Для забезпечення вертикальної подачі каретки включаються гальмо 18 і муфти 16 і 20, гальмо 17 і муфта 19 відключаються....
Попередній патент: Установка для локалізації та утилізації аварійного витоку хлору з технологічної тари і устаткування
Наступний патент: Зубчастий редуктор
Випадковий патент: Спосіб лікування судинних захворювань