Різьбовий калібр для контролю внутрішньої різьби
Номер патенту: 32717
Опубліковано: 26.05.2008
Автори: Ніколаєнко Дмитро Олегович, Бочкова Алла Никифорівна, Гущин Володимир Миколайович, Соловйов Станіслав Миколайович, Мозолюк Володимир Олексійович
Формула / Реферат
1. Різьбовий калібр для контролю внутрішньої метричної різьби у складі прохідної і непрохідної різьбових пробок та ручки зі стандартизованими конструкціями, який відрізняється тим, що профілі різьби прохідної і непрохідної пробок мають розміри середнього діаметра, точність яких відповідає допустимій похибці лінійного розміру, рівного зовнішньому діаметру контрольованої різьби.
2. Різьбовий калібр за п. 1, який відрізняється тим, що матеріалом різьбових пробок є малолеговані сталі, наприклад 40Х, твердістю НВ 34...39, а шорсткість поверхонь різьбового профілю складає 7 клас.
Текст
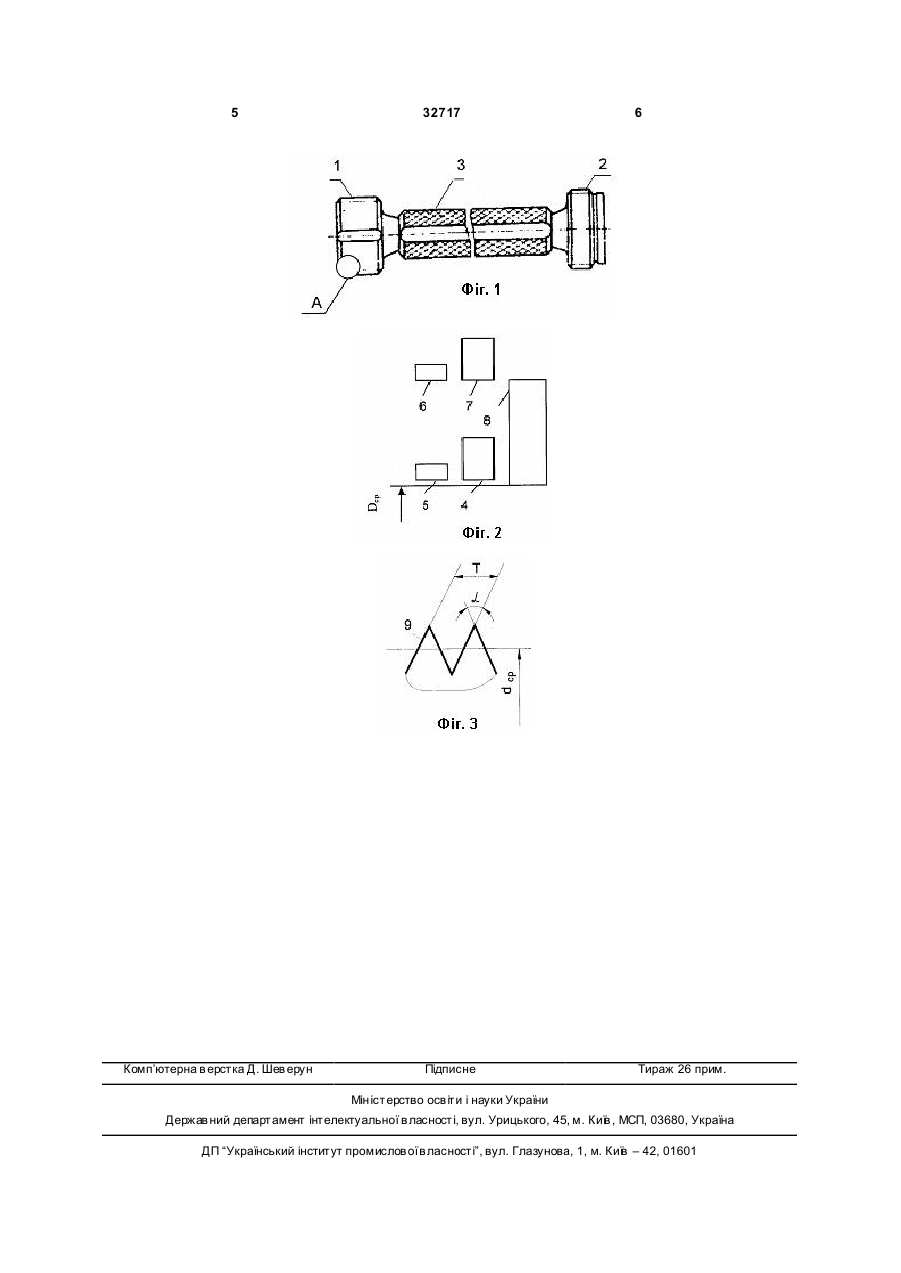
1. Різьбовий калібр для контролю внутрішньої метричної різьби у складі прохідної і непрохідної 3 32717 сталі, наприклад 40Х, твердістю HRC 34...39, а шорсткість бокових поверхонь різьбового профілю складає 7 клас. Технічний результат від застосування запропонованого різьбового калібру полягає в тім, що точність розміру середнього діаметра профілю різьби прохідної і непрохідної різьбових пробок, їх твердість та шорсткість бокових поверхонь різьбового профілю, для контролю різьби середнього класу точності в умовах рідкого виконання, обґрунтовано зменшуються в 2-4 рази, в порівнянні зі стандартизованими, що забезпечує його технологічність та виключає різьбошліфування при виготовленні. Суть різьбового калібру пояснюється кресленнями: - на фіг. 1 зображено різьбовий калібр; - на фіг. 2 зображені поля допусків середніх діаметрів контрольованої різьби та прохідних і непрохідних різьбових пробок; - на фіг. 3 зображений елемент профілю різьби пробки калібру. Зображений на фіг. 1 різьбовий калібр складається з прохідної 1 і непрохідної 2 різьбових пробок та ручки 3. На фіг. 2 зображені поля допусків середніх діаметрів: контрольованої різьби 8, стандартизованих прохідної 5 та непрохідної 6 пробок, прохідної 4 і непрохідної 7 пробок різьбового калібру, що заявляється, а також середній діаметр контрольованої різьби Dcp. На фіг. 3 зображені: бокова поверхня різьбового профілю калібру 9; шаг різьби Т; кут профілю α та середній діаметр різьби калібру D cp. Точність профілю різьби забезпечується допуском на розмір середнього діаметра різьби, який є лінійна величина, тому що для метричної різьби, він включає в себе відхилення самого середнього діаметра Dcp та діаметральної компенсації похибки шагу Т і кута профілю α (Якушев А.И. и др. Взаимозаменяемость, стандартизация и технические измерения. - М.: Машиностроение, 1986, с. 282). Тому вибір засобу контролю метричної різьби, в тому разі й різьбового калібру, повинен здійснюватися на основі похибок, допустимих при вимірі та контролі лінійних розмірів, які встановлені в (ГОСТ 8.051. Погрешности, допускаемые при измерении линейных размеров до 500 мм. М.: Изд. Стандартов, 1983). Допуски 4 та 7 середнього діаметра різьби калібру, що заявляється, відповідають похибці, яка допустима при контролі лінійного розміру Dcp й, для середнього класу точності контрольованої різьби, вони більш стандартизованих 5 та 6. Таким чином, точність розміру середнього діаметра пробок різьбового калібру, що заявляється, менше і він більш технологічний. Різьбові пробки 1 та 2 мають меншу твердість, а бокова поверхня різьбового профілю 9 - менший клас шорсткості, ніж стандартизовані, тому що в умовах рідкого застосування калібру для виконання контролю внутрішньої різьби великих розмірів, 4 в умовах дрібносерійного виробництва та при вибірковому контролі з партії деталей, йому не потрібна висока зносостійкість. Вимоги стандартів, що до зносостійкості, забезпечуються за рахунок високої твердості та шорсткості бокових поверхонь різьбового профілю 9 поза залежністю від частоти використання калібрів при виконанні контролю. Тому зменшення твердості різьбових пробок 1 та 2 і класу шорсткості бокових поверхонь різьбового профілю 9 дозволяє застосування для різьбових пробок 1 та 2 недефіцитної малолегованої сталі та робить різьбові пробки калібру, що заявляється, більш технологічним. Таким чином, технологічність заявляемого калібру дозволяє виготовлення профілю різьби пробок токарною обробкою замість різьбошліфувальної, що значно знижує його вартість, а також виключає необхідність проектування та випуску великогабаритного різьбошліфувального обладнання для виготовлення різьбових калібрів при контролі внутрішньої різьби великих розмірів середнього класу точності. Різьбовий калібр для контролю внутрішньої метричної різьби працює так: за допомогою ручки 3 прохідна різьбова пробка 1 вгвинчується, а непрохідна різьбова пробка 2 не вгвинчується (допускається вгвинчування до двох обертів) в контрольовану різьбу. Для підтвердження можливості здійснення роботоздатності запропонованого різьбового калібру була виготовлена дослідна партія калібрів-пробок для контролю внутрішньої різьби М36х1,5-6Н. Допуск на середній діаметр різьбових пробок калібру замість стандартизованих 11 мкм (5 квалітет) на підставі вимог ГОСТ 8.051 склав 40 мкм (8 квалітет). Вимоги стандартів, що до твердості різьбових пробок (HRC 58...64) та шорсткості бокових поверхонь різьбового профілю (9 клас), були зменшені відповідно до HRC 34...39 та 7 класу. Різьбові прохідні та непрохідні пробки дослідних калібрів були виготовлені зі сталі 40Х, а кінцева обробка різьбових поверхонь здійснювалась на токарному обладнанні. Результати випробувань дали позитивні результати та припустимий термін роботоздатності різьбових калібрів в виробничих умовах рідкосерійного виробництва. Вартість виготовлення заявленого різьбового калібру виявилась на порядок нижче закупної вартості стандартизованого калібру. Використання запропонованого різьбового калібру для контролю метричних різьб середнього класу точності, в умовах рідкого застосування, забезпечує, у порівнянні із існуючими, наступні переваги: - підвищення технологічності; - зменшення вартості його виготовлення; - забезпечення ресурсозбереження при виробництві різьб великих діаметрів за рахунок виключення проектування та виготовлення великогабаритного різьбошліфувального обладнання. 5 Комп’ютерна в ерстка Д. Шев ерун 32717 6 Підписне Тираж 26 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюThread caliber for control of inner threading
Автори англійськоюSolov’iov Stanislav Mykolaiovych, Mozoliuk Volodymyr Oleksiiovych, Bochkova Alla Nykyforovna, Huschyn Volodymyr Mykolaiovych, Nikolaienko Dmytro Olehovych
Назва патенту російськоюРезьбовой калибр для контроля внутренней резьбы
Автори російськоюСоловьев Станислав Николаевич, Мозолюк Владимир Алексеевич, Бочковая Алла Никифоровна, Гущин Владимир Николаевич, Николаенко Дмитрий Олегович
МПК / Мітки
Мітки: різьбовий, внутрішньої, різьби, калібр, контролю
Код посилання
<a href="https://ua.patents.su/3-32717-rizbovijj-kalibr-dlya-kontrolyu-vnutrishno-rizbi.html" target="_blank" rel="follow" title="База патентів України">Різьбовий калібр для контролю внутрішньої різьби</a>
Спосіб виміру середнього діаметра внутрішньої різьби
Номер патенту: 25079
Опубліковано: 25.07.2007
Автори: Гущин Володимир Миколайович, Мозолюк Володимир Олексійович, Щелочкова Елізавета Володимирівна, Бочкова Алла Никифорівна, Соловйов Станіслав Миколайович
МПК: G01B 3/00
Мітки: різьби, внутрішньої, спосіб, виміру, діаметра, середнього
Формула / Реферат:
1. Спосіб виміру середнього діаметра внутрішньої різьби, який полягає у тому, що в западини контрольованої різьби розміщують діаметрально протилежно два проміжні тіла, вимірюють відстань між паралельними осі різьби дотичними до діаметрально розташованих тіл на декількох витках різьби і використовують ці дані для визначення відхилення від номінального середнього діаметра різьби, який відрізняється тим, що як проміжні тіла використовують...
Агрегат для вихрового фрезерування внутрішньої різьби
Номер патенту: 78189
Опубліковано: 15.03.2007
Автори: Пащенко Валерій Дмитрович, Зубко Віктор Петрович
Мітки: різьби, внутрішньої, агрегат, фрезерування, вихрового
Формула / Реферат:
Агрегат для вихрового фрезерування внутрішньої різьби, що містить вихрову головку, електродвигун, супорт, який відрізняється тим, що містить додатково пристрій, який складається з двох нерухомих плит: нижньої, що установлюється на поверхню деталі, в якій нарізається різьба, і кріпиться за допомогою допоміжних пристроїв, і верхньої, з'єднаних між собою двома напрямними жорстко закріпленими валами, розташованими на одній осі, і двома ходовими...
Різьбовий елемент
Номер патенту: 177
Опубліковано: 30.06.1998
Автори: Копосович Іван Іванович, Мікульонок Ігор Олегович
МПК: F16B 33/00
Формула / Реферат:
1. Різьбовий елемент, що містить стержень з зовнішньою різьбою і осьовим наскрізним отвором, на кінцях якого виконано внутрішню різьбу з можливістю встановлення різьбових пробок, який відрізняється тим, що на відрізку зовнішньої різби стержня виконано радіальні отвори.2. Елемент за п. 1, який відрізняється тим, що сусідні радіальні отвори зміщено по довжині стержня і повернуто один відносно одного.
Різьбовий знак

Номер патенту: 32036
Опубліковано: 15.12.2000
Автори: Шопен Олександр Борисович, Ліпінський Володимир Юрійович, Божко Борис Миколайович, Савчук Володимир Васильович
МПК: B29C 57/00, B29C 53/00
Текст:
...осі, та роз'ємними по площинам, які проходять крізь його продовгувату ось та площину симетрії, при цьому вони зафіксовані друг відносно друга за допомогою двох напівколець. Виконання фрагментів різьбового знаку роз'ємними відносно - 4 но площини, яка проходить крізь продовгувату ось, забезпечує можливість встановлення фрагментів на технологічній самоподаючій оправці. Виконання фрагментів різьбового знаку роз'ємними відносно площини, яка...
Ящиковий калібр
Номер патенту: 12553
Опубліковано: 15.02.2006
Автори: Луценко Віктор Олександрович, Павленко Володимир Анатолійович, Луцький Михайло Борисович, Дорожко Іван Кирилович, Чічкан Артур Олексійович, Левицький Вадим Майєрович, Горецький Юрій Володимирович
МПК: B21B 1/02
Формула / Реферат:
Ящиковий калібр сортового стану, що встановлений в клітях з горизонтальним і вертикальним розташуванням валів, струмки якого містять дно, основу і бічні похилі стінки з двома випусками різної величини, причому випуск на ділянці бічних стінок, зв'язаних з дном, перевищує випуск на ділянці бічних стінок, зв'язаній з основою струмка, який відрізняється тим, що висота струмка в чорнових і проміжних клітях з горизонтальним розташуванням валів...
Попередній патент: Процес отримання монокристалів напівпровідникових сполук методом горизонтальної зонної перекристалізації
Наступний патент: Система автоматизованого керування вузлами ущільнень пресів
Випадковий патент: Спосіб одержання білкового продукту