Засипка для відгонки термопластичного пластифікатора
Номер патенту: 32833
Опубліковано: 15.02.2001
Автори: Филипенко Віктор Михайлович, Семенов Михайло Іванович, Гладій Ігор Юрійович

Формула / Реферат
Засипка для відгонки термопластичного пластифікатора, що складається з дрібнозернистого порошкового матеріалу, яка відрізняється тим, що в якості матеріалу використовується пороховидна кам'яновугільна суха зола.
Текст
Засипка для відгонки термопластичного пластифікатора, що складається з дрібнозернистого порошкового матеріалу, яка відрізняється тим, що в якості матеріалу використовується пороховидна кам'яновугільна суха зола. (19) (21) 98052557 (22) 18.05.1998 (24) 15.02.2001 (33) UA (46) 15.02.2001, Бюл. № 1, 2001 р. (72) Филипенко Віктор Михайлович, Гладій Ігор Юрійович, Семенов Ми хайло Іванович 32833 В основу винаходу покладена задача вибору адсорбуючого матеріалу засипки, який би мав максимальну поглинаючу здатність при мінімальній ціні, яка б дозволила його одноразове використання, що особливо важливо для забезпечення процесу відгонки, створення сприятливих умов для повної передбачуваності і керованості. Поставлена задача вирішується у такий спосіб. У відомій засипці для відгонки термопластичного пластифікатора, яка складається з дрібнозернистого порошкового матеріалу, в якості матеріалу використовується порошковидна кам’яновугільна суха зола. Порошковидна кам'яновугільна суха зола, згідно з ГОСТ 8456, є дрібнозернистим порошком, який утворюється при спалюванні кам’яновугільних компонентів і вловлюється електрофільтрами розміщеними в газоходах до димовідвідних труб. Суха зола є відходом виробництва. Фракційний і хімічний склад золи представлений в таблицях 1, 2 відповідно (дані по Бурштинській ТЕС. Зразок проби 334/ 0А / 90). Структура і фізико-хімічні властивості поверхонь зерен золи виявляють безпосередній вплив на кут змочування зв’язки. Це забезпечується мінеральною композицією з різних оксидів в сухій золі (табл. 2), де більшість (близько 83%) складають оксиди кремнію і алюмінію. Швидкість процесу відгонки залежить від розміру міжзеренних пор засипки і проходить тим інтенсивніше, чим вища питома поверхня засипки. Наявність в засипці 70% дрібнозернистої фракції 0,00–0,06 мм, а також майже 15% фракцій 0,06–0,12 мм, сприяє зменшенню часу відгонки, а разом з тим і енергетичних затрат. При різному фракційному складі важливе значення має однорідність розподілу (добре перемішування) різних фракцій зерен по об’єму засипки. Неоднорідність викликає нерівномірне видалення зв’язки, що призводить до локальних і об’ємних дефектів мікроструктури, тобто появі браку у вигляді тріщин і надутостей в напівфабрикаті. Такі дефекти не проявляються у випадку використання сухої золи, оскільки в процесах її утворення і руху по газоході відбувається інтенсивне перемішування різних фракцій. Для експериментальної перевірки заявленого складу засипки були виготовлені зразки у вигляді кілець (діаметр зовнішній – 50 мм, діаметр внутрішній – 16 мм, висота – 12 мм), які виготовлялись із наступної шихти, мас.%: карбід кремнію – 80, сажа – 7, тимчасова зв’язка – 13. Для перевірки впливу складу термопластичного пластифікатора на ефективність його видалення при відгонці, використали два склади тимчасової зв’язки, мас.%: № 1 парафін – 70, віск – 30; № 2 парафін – 90, олеїнова кислота – 10. Після зважування компоненти змішують в змішувачі при температурі 70°С протягом двох годин. З готової суміші методом шлікерного лиття формують заготовки. Після охолодження заготовки витягують з ливарної форми і зважують. Потім починається процес відгонки, який здійснюється в два етапи: 1. Первинна відгонка (в засипці). 2. Вторинна відгонка (без засипки). Режим первинної відгонки: температури – початкова 60°С, кінцева 170°С; швидкість підняття температури – 15°С на год. Після первинної відгонки заготовки витягують, зачищають від засипки і зважують з метою визначення втрати маси (табл. 3) – величини, що характеризує ефективність відгонки. Вторинна відгонка проводилась без засипки в сушильній шафі при режимі: температура – початкова 170°С, кінцева 350°С; швидкість підняття теиператури 20°С на годину. По закінченню вторинної відгонки заготовки піддають ретельному візуальному контролю для визначення відсотку виходу придатних виробів. Після цього заготовки розміщують у високотемпературній індукційній печі, в якій вони протягом 20 хвилин при температурі 1500°С просочуються кремнієм. Остаточне спікання при температурі 2000°С протягом години забезпечує повну карбідизацію структури. Аналіз результатів, представлених в табл. 3, показує, що застосування пороховидної кам’яновугільної сухої золи в якості засипки досить ефективне – дозволяє витягнути максимальну кількість пластифікатора без руйнування заготовок. Вища поглинаюча її здатність забезпечується відповідним зерновим класом і доброю змочуваністю, а Таблиця 1 Фракційний склад сухої золи Зерновий клас, мм 0,00-0,06 0,06-0,075 О,075-0,08 0,08-0,12 0,12-0,25 0,25-0,50 0,5 Доля фракції, % 69,60 6,40 5,40 5,00 4,80 2,80 6,00 Ме ханізм дії запропонованої засипки полягає в тому, що маючи в своєму складі близько 70% зернового класу 0,00-0,06 мм, забезпечується більш інтенсивний відвід термопластичної зв’язки і продуктів її деструкції з напівфабрикатів. Порівняльний аналіз з прототипом дозволяє зробити висновок, що запропонований склад засипки відрізняється від відомого вибором нового матеріалу засипки: пороховидна кам'яновугільна суха зола. Таблиця 2 Хімічний склад сухої золи Складники SiO2 CaO MgO Fe2O3 SO3 Al2O 3 За технічними умовами, % 33,0-57,0 3,0-11,0 11,0-25,0 0,5-3,0 0,3-1,7 27,0-29,0 Фактично, % 56,50 2,70 10,25 3,20 1,25 26,10 Ідея використання сухої золи в якості засипки пояснюється тим, що процес видалення термопластичної зв’язки залежить від природи поверхневих молекулярних явищ в області контакту засипки (поверхонь зерен золи) з напівфабрикатом. 2 32833 якість гарантується однорідністю розміщення зерен різних фракцій. сипкою; в знаменнику – вихід бракованих напівфабрикатів у відсотках після повного процесу відгонки. Доступність і дешевизна сухої золи допускають одноразовість її використання, що знижує загальні витрати (оскільки відпадає необхідність в енергомісткому процесі регенерації засипки) і сприяє підвищенню стабільності процесу в цілому. Співставлення отриманих даних свідчить про те, що запропонована засипка для відгонки термопластичного пластифікатора досить ефективна: вона дозволяє отримати прийнятний відсоток придатних виробів і з успіхом може застосовуватись при виробництві керамічних виробів. Таблиця 3 Результати досліджень дії засипок різного складу Засипка Суха зола Глинозем (прототип) Зв’язка №1 9,0 2,1 6,9 6,8 Зв’язка №2 9,3 7,2 7,2 6,0 Відносна вартість 0,1 1,0 Примітка: В чисельнику вказана втрата маси у відсотках після первинного процесу відгонки з за __________________________________________________________ ДП "Український інститут промислової власності" (Укрпатент) Україна, 01133, Київ-133, бульв. Лесі Українки, 26 (044) 295-81-42, 295-61-97 __________________________________________________________ Підписано до друку ________ 2001 р. Формат 60х84 1/8. Обсяг ______ обл.-вид. арк. Тираж 50 прим. Зам._______ ____________________________________________________________ УкрІНТЕІ, 03680, Київ-39 МСП, вул. Горького, 180. (044) 268-25-22 ___________________________________________________________ 3
ДивитисяДодаткова інформація
Назва патенту англійськоюA backing for distillation of thermoplastic plasticizer
Автори англійськоюFilipenko Viktor Mykhailovych, Hladii Ihor Yuriiovych, Semenov Mykhailo Ivanovych
Назва патенту російськоюЗасыпка для отгонки термопластического пластификатора
Автори російськоюФилипенко Виктор Михайлович, Гладий Игорь Юрьевич, Семенов Михаил Иванович
МПК / Мітки
МПК: B22C 3/00, C04B 35/622
Мітки: засипка, відгонки, термопластичного, пластифікатора
Код посилання
<a href="https://ua.patents.su/3-32833-zasipka-dlya-vidgonki-termoplastichnogo-plastifikatora.html" target="_blank" rel="follow" title="База патентів України">Засипка для відгонки термопластичного пластифікатора</a>
Спосіб одержання пластифікатора бетонних сумішей і цементного шламу
Номер патенту: 15284
Опубліковано: 30.06.1997
Автори: Катренко Любов Антонівна, Юрків Тарас Васильович, Левуш Сергій Сидорович, Шеремета Юрій Борисович
МПК: C04B 24/22
Мітки: шламу, спосіб, пластифікатора, одержання, цементного, сумішей, бетонних
Формула / Реферат:
Спосіб одержання пластифікатора бетонних сумішей і цементного шламу шляхом сульфування вихідної сировини, розбавлення сульфомаси, поліконденсації формальдегідом і нейтралізації лужним агентом, відрізняється тим, що як вихідну сировину використовують алгілфенояьний залишок - відхід виробництва імідної присадки, сульфування проводять кислим гудроном очистки парафінів або 96% -ною сірчаною кислотою в співвідношенні ал-келфенольний залишок:...
Склад термопластичного шару термопластичного матеріалу
Номер патенту: 22878
Опубліковано: 05.05.1998
Автори: Філіпченко Світлана Олексіївна, Блажко Олена Василівна, Загній Валентина Володимирівна, Сиромятніков Володимир Георгійович, Клименко Олександра Іллівна, Найдьонов Віталій Петрович
МПК: G03G 5/02
Мітки: матеріалу, термопластичного, склад, шару
Формула / Реферат:
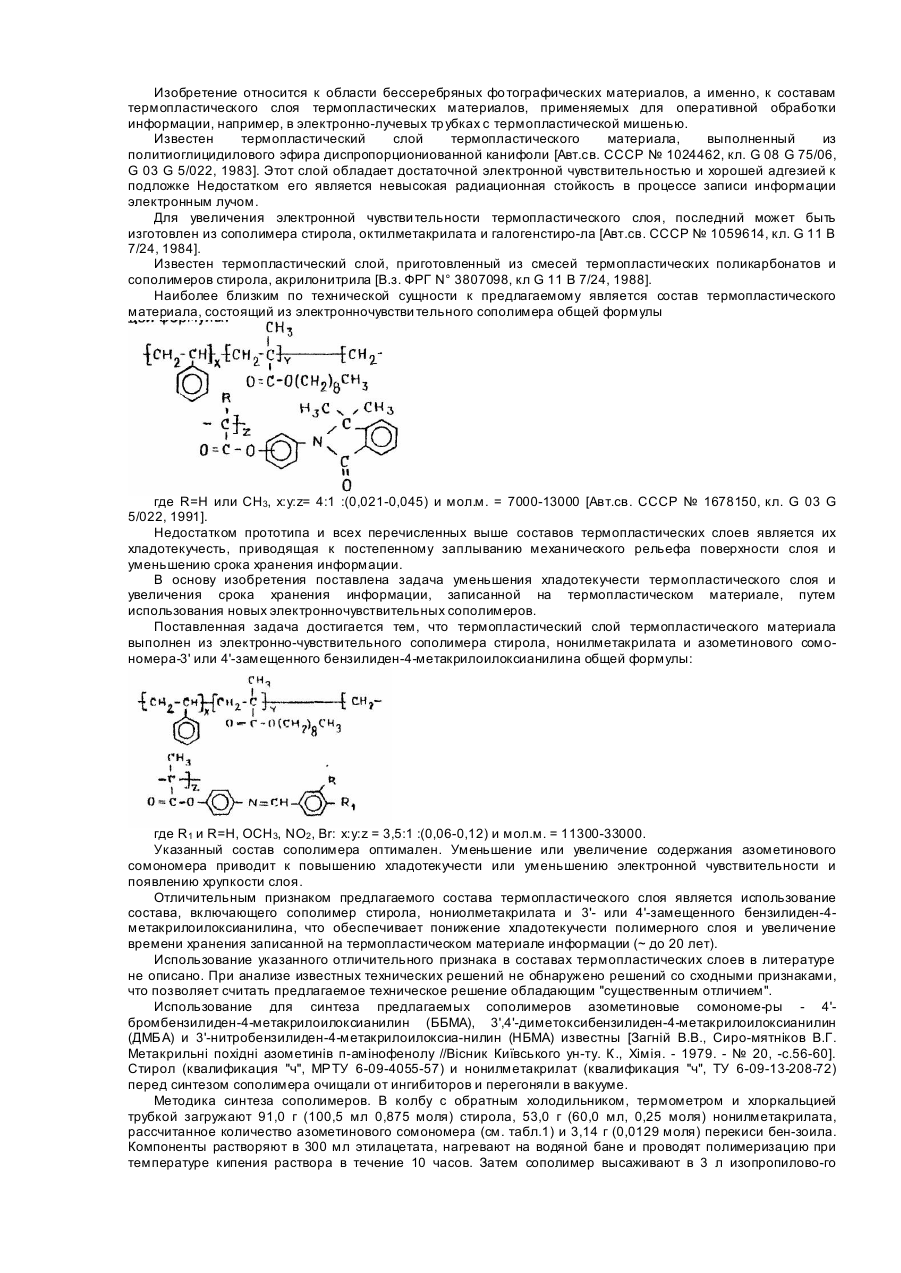
Склад термопластичного шару термопластичного матеріалу, який містить елект-роночутливий сополімер, який відрізняється тим, що як електроночутливий сополімер він містить сополімер стиролу, нонілметакрилатутаазометиновогосомономеру - 3' або 4'-заміщеного бензиліден-4-метакрилоілоксіаніліну загальної формулиде R і R1 = Н, ОСНз, N02, Br; x:y:z = 3,5:1:(0,6-0,12), Мол.м. = 11300-33000.
Засипка для очищення питної води
Номер патенту: 20144
Опубліковано: 25.12.1997
Автори: Трихліб Володимир Андрійович, Сидоренко Юрій Михайлович
Мітки: води, очищення, засипка, питної
Формула / Реферат:
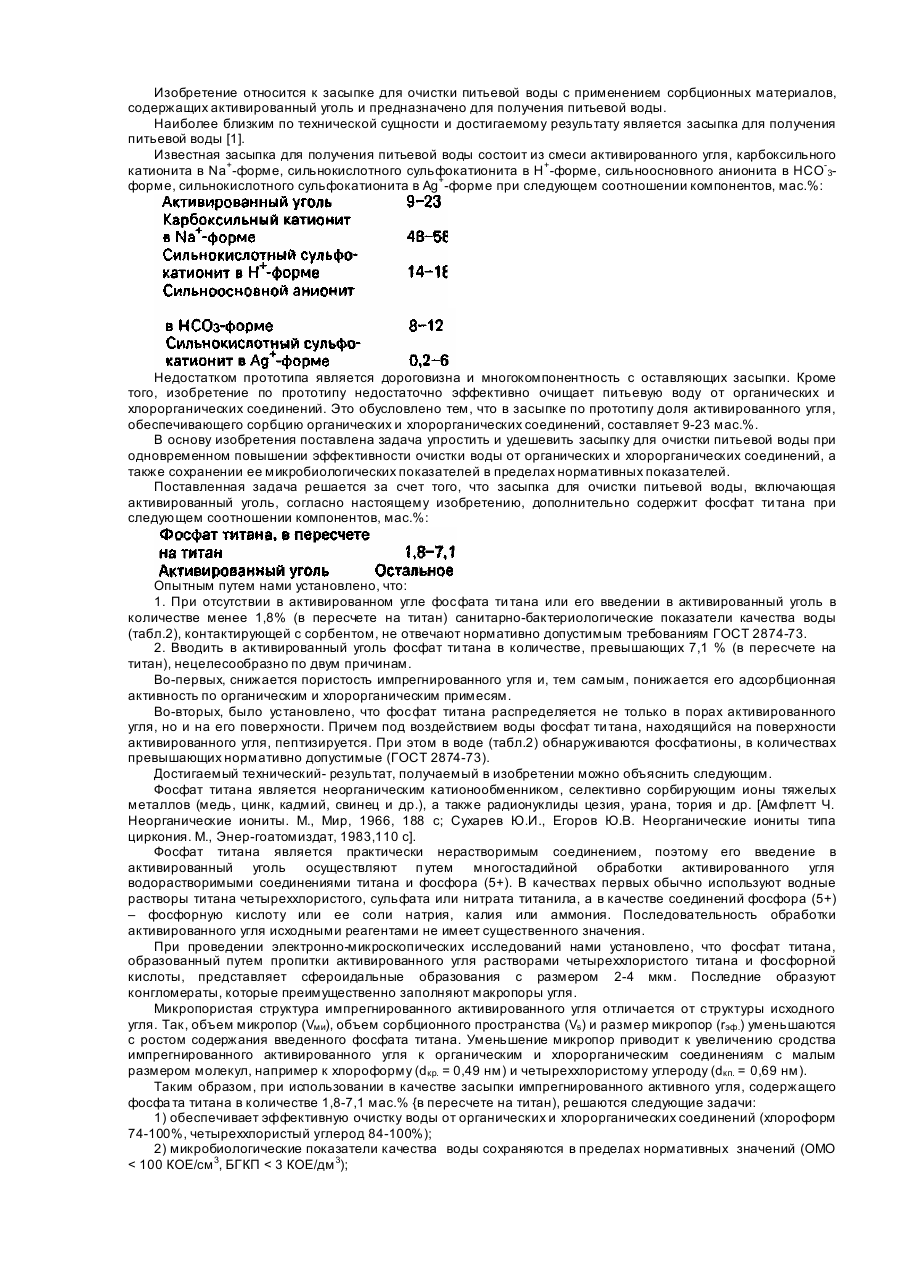
Засыпка для очистки питьевой воды, включающая активированный уголь, отличающаяся тем, что она дополнительно содержит фосфат титана при следующем соотношении компонентов, мас.%:
Установка для парової відгонки ефірної олії з рослинної сировини
Номер патенту: 22404
Опубліковано: 03.03.1998
Автор: Бездольний Микола Іванович
Мітки: рослинної, парової, відгонки, ефірної, олії, установка, сировини
Формула / Реферат:
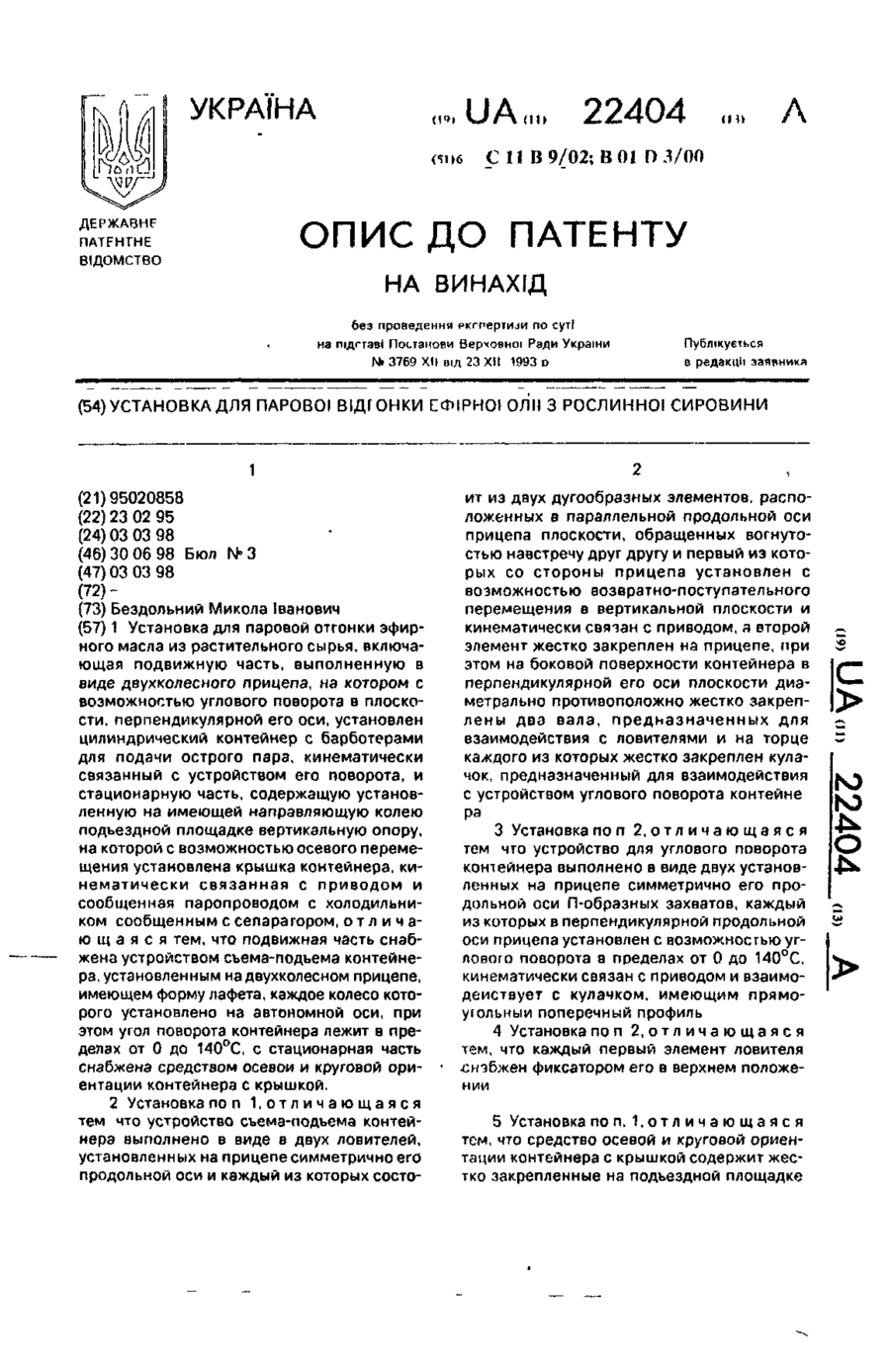
1. Установка для паровой отгонки эфирного масла из растительного сырья, включающая подвижную часть, выполненную в виде двухколесного прицепа, на котором с возможностью углового поворота в плоскости, перпендикулярной его оси, установлен цилиндрический контейнер с барботерами для подачи острого пара, кинематически связанный с устройством его поворота, и стационарную часть, содержащую установленную на имеющей направляющую колею подъездной...
Спосіб регулювання властивостей волокон з термопластичного матеріалу і пристрій для регулювання властивостей волокон з термопластичного матеріалу
Номер патенту: 7096
Опубліковано: 30.06.1995
Автори: Ганс Гертнер, Ніколаус Франц Зістерманн
МПК: C03B 37/01
Мітки: пристрій, властивостей, матеріалу, волокон, спосіб, регулювання, термопластичного
Формула / Реферат:
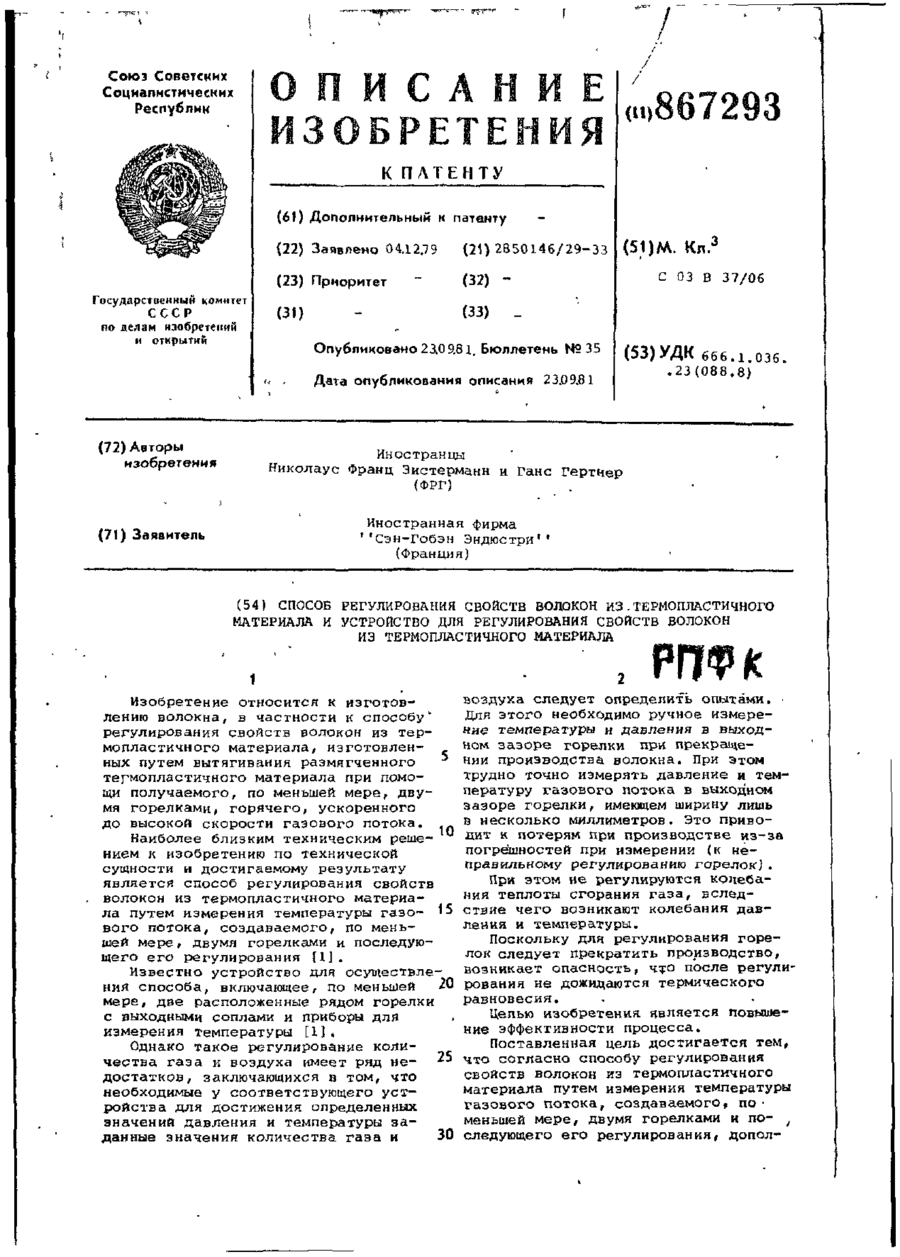
1. Способ регулирования свойств волокон из термопластичного материала путем измерения температуры газового потока, создаваемого по меньшей мере двумя горелками и последующего его регулирования, отличающийся тем, что, с целью повышения эффективности процесса, дополнительно осуществляют измерение давления, причем измерение температуры и давления проводят между горелками.2. Устройство для регулирования свойств волокон из...
Попередній патент: Пристрій по приготуванню зразків для рентгенофлуоресцентного аналізу
Наступний патент: Пристрій для гарячого лиття керамічних виробів
Випадковий патент: Осьовий вентилятор