Пристрій для автоматичного керування процесом відцентрового лиття труб
Номер патенту: 33124
Опубліковано: 10.06.2008
Автори: Санкін Анатолій Олексійович, Дубодєлов Віктор Іванович, Богдан Кім Степанович, Моісеєв Юрій Васильович
Формула / Реферат
Пристрій для автоматичного керування процесом відцентрового лиття труб, що містить відцентрову ливарну машину з приводом переміщення її по рейках в горизонтальній площині, заливальний пристрій, установлений на електромеханічних вагах з мікропроцесорним блоком вимірювання маси і керування процесом дозування та блоком задавання дози розплаву, заливальний жолоб, блок керування витратою заливального пристрою, регулятор швидкості переміщення відцентрової машини та блок задавання швидкості, який відрізняється тим, що в нього додатково введено два силовимірювальних вузли для зважування відлитої труби, блок віднімання, три суматори, блок задавання маси труби та блок порівняння, причому виходи силовимірювальних вузлів підключені паралельно до входів блока віднімання і першого суматора, вихід якого через перший підсилювач з'єднаний з входом блока порівняння, другий вхід якого з'єднаний з виходом блока задавання маси труби, а вихід підключений до входу другого суматора, другий вхід якого з'єднаний з виходом блока задавання дози розплаву, вихід другого суматора підключений до мікропроцесорного блока вагів, вихід блока віднімання з'єднаний через другий підсилювач з входом третього суматора, другий вхід якого з'єднаний з виходом блока задавання швидкості переміщення відцентрової машини, а вихід третього суматора підключений до регулятора швидкості.
Текст
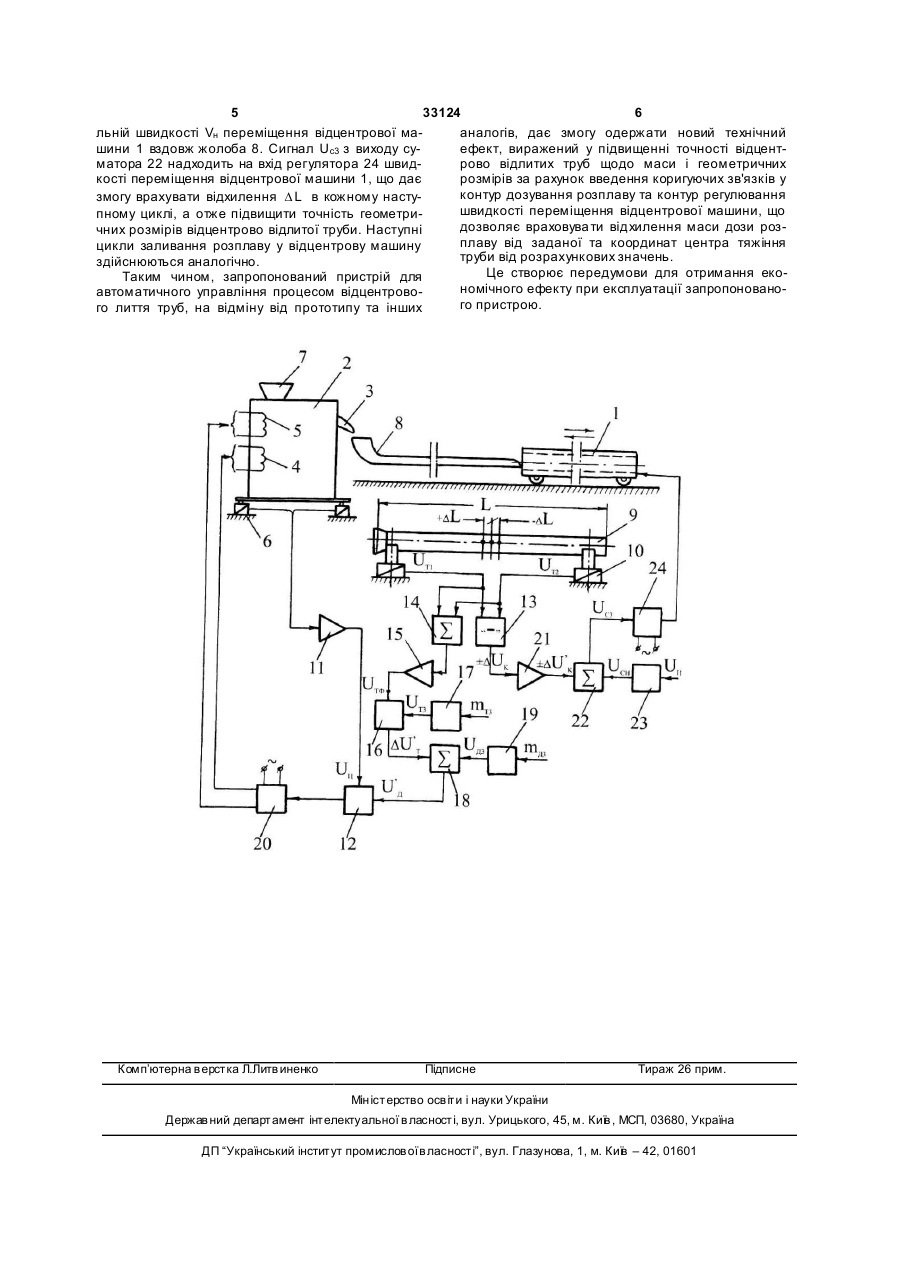
Пристрій для автоматичного керування процесом відцентрового лиття труб, що містить відцентрову ливарну машину з приводом переміщення її по рейках в горизонтальній площині, заливальний пристрій, установлений на електромеханічних вагах з мікропроцесорним блоком вимірювання маси і керування процесом дозування та блоком задавання дози розплаву, заливальний жолоб, блок керування витратою заливального пристрою, регулятор швидкості переміщення відцентрової машини та блок задавання швидкості, який відрі 3 33124 4 зводить до відхилень маси та геометричних розмівхід якого з'єднаний з виходом блока 17 задавання рів труби від заданих. маси труби. Вихід блока 16 підключений до сумаВ основу запропонованої корисної моделі потора 18, другий вхід якого з'єднаний з виходом ставлена задача підвищення точності відцентроблока 19 задавання дози розплаву. Вихід суматоволитих труб щодо маси і геометричних розмірів. ра 18 підключений до мікропроцесорного блока 12, Поставлена задача вирішена тим, що запровихід якого з'єднаний з входом блока 20 управлінпонований пристрій для автоматичного управління ня індуктором 4 і електромагнітом 5 заливального процесом відцентрового лиття труб, до складу пристрою 2, з якими з'єднані виходи блока 20. Виякого входять: відцентрова ливарна машина з хід блока 13 віднімання через підсилювач 21 підприводом переміщення її по рейках в горизонтаключений до суматора 22, другий вхід якого з'єдльній площині, заливальний пристрій, установленаний з виходом блока 23 задавання швидкості ний на електромеханічних вагах з мікропроцесорпереміщення відцентрової машини 1, а вихід суним блоком вимірювання маси і управління матора 22 через регулятор 24 швидкості з'єднаний процесом дозування та блоком задавання дози з приводом (на схемі не показаний) переміщення розплаву, заливальний жолоб, блок управління відцентрової машини 1 в горизонтальній площині. розходом заливального пристрою, регулятор Запропонований пристрій працює наступним чишвидкості переміщення відцентрової машини та ном. блок задавання швидкості, згідно з корисною моУ вихідному стані тигель МДН 2 заповнений деллю, в нього додатково введено два силовиміметалевим розплавом, індуктор 4 підключений до рювальних вузли для зважування відлитої труби, джерела електроенергії від блока 20, електромагблок віднімання, три суматори, блок задавання ніт 5 МДН 2 відключений, відцентрова машина 1 маси труби та блок порівняння, причому ви ходи знаходиться в крайньому правому положенні з силовимірювальних вузлів підключені паралельно відключеними приводами обертання виливниці (на до входів блока віднімання і першого суматора, схемі не показаний) і переміщення в горизонтальвихід якого через перший підсилювач з'єднаний з ній площині відповідно, ваговимірювальні схеми входом блока порівняння, другий вхід якого з'єдобнулені. По команді з блока 12 спрацьовує виконаний з виходом блока задавання маси труби, а навчий елемент у блоці 20, вмикається електромавихід підключений до входу др угого суматора, другніт 5 і металевий розплав починає надходити зі гий вхід якого з'єднаний з виходом блока задаванзливного носка 3 на жолоб 8. Одночасно вмиканя дози розплаву, вихід др угого суматора підклюється привод обертання виливниці відцентрової чений до мікропроцесорного блока вагів, вихід машини 1, а через деякий проміжок часу, необхідблока віднімання з'єднаний через другий підсилюний для проходження переднього фронту розплавач з входом третього суматора, другий вхід якого ву до кінця жолоба 8, вмикається привод переміз'єднаний з виходом блока задавання швидкості щення відцентрової машини 1. В міру того, як переміщення відцентрованої машини, а вихід трерозплав зливається по жолобу 8 у виливницю відтього суматора підключений до регулятора швидцентрової машини 1 сигнал Uи на вході блока 12 кості. зростає і при Uи = U ' ¶ від блока 12 надходить у Запропонований пристрій дозволяє зменшити блок 20, спрацьовує виконавчий елемент, електвідхилення відцентрово відлитої труби щодо її ромагніт 5 МДН 2 вимикається і припиняється надмаси і геометричних розмірів завдяки корекції ходження розплаву у відцентрову машину 1. Після швидкості переміщення відцентрової машини в затвердіння готової труби 9 її виймають з відцентзалежності від величини і знаку відхилень центра рової машини 1 і встановлюють на силовимірюватяжіння готової тр уби від номінального значення. льні вузли 10, вихідні сигнали Uт1 і UТ 2 яких підсуДля пояснення запропонованої корисної момовуються в суматорі 14 і підсилений сигнал Uтф , делі на кресленні зображено конструктивнопропорційний фактичній масі труби 9 порівнюється функціональну схему пристрою. Відцентрова лиз сигналом Uт3, пропорційним заданій масі труби. варна машина 1 установлена на рейках з можливіВихідний сигнал DU 'т з блоку 16 подається на стю переміщення в горизонтальній площині за вхід суматора 19, де підсумовується з сигналом допомогою привода (на схемі не показаний). Заливальний пристрій у вигляді магнітодинамічного U¶3 , пропорційним заданій масі дози m¶3 рознасосу (МДН) 2 зі зливним носком 3, індуктором 4 і плаву. Тим самим коригується доза розплаву у електромагнітом 5 установлений на ваговій платкожному наступному циклі, що дає змогу підвищиформі з тензорезисторними силовимірювальними ти точність відцентрово відлитих труб щодо маси. датчиками 6. Металевий розплав надходить у заКрім того, вихідні сигнали Uт1 і UT 2 з виходів ливальний пристрій 2 через приймальну воронку силовимірювальних вузлів 10 надходять в блок 13 7. Заливальний жолоб 8 слугує для подачі розплавіднімання, де формується сигнал з відповідним ву у відцентрову машину 1. Для зважування готознаком, пропорційний відхиленню ± D L центра вої відцентрово відлитої труби 9 біля відцентрової тяжіння труби 9 від номінального значення, одермашини установлені два силовимірювальних вузжаного шляхом розрахунку. Це відхилення, обумоли 10. Виходи датчиків 6 через підсилювач 11 підвлене невідповідністю, з тих чи інших причин, ключені до мікропроцесорного блока 12 вимірюшвидкості VH переміщення відцентрової машини 1 вання маси та управління процесом дозування відносно заливального жолоба 8 розрахунковій, розплаву. Ви ходи силовимірювальних вузлів 10 призводить до відхилень геометричних розмірів підключені паралельно до входів блока 13 відніготової тр уби, а отже до браку. Сигнал ± DUk підмання і суматор 14, вихід якого через підсилювач 15 з'єднаний з входом блока 16 порівняння, другий сумовується з сигналом Uсн, пропорційним номіна 5 33124 6 льній швидкості Vн переміщення відцентрової мааналогів, дає змогу одержати новий технічний шини 1 вздовж жолоба 8. Сигнал Uс3 з виходу суефект, виражений у підвищенні точності відцентматора 22 надходить на вхід регулятора 24 швидрово відлитих труб щодо маси і геометричних кості переміщення відцентрової машини 1, що дає розмірів за рахунок введення коригуючих зв'язків у контур дозування розплаву та контур регулювання змогу врахувати відхилення D L в кожному настушвидкості переміщення відцентрової машини, що пному циклі, а отже підвищити точність геометридозволяє враховува ти відхилення маси дози розчних розмірів відцентрово відлитої труби. Наступні плаву від заданої та координат центра тяжіння цикли заливання розплаву у відцентрову машину труби від розрахункових значень. здійснюються аналогічно. Це створює передумови для отримання екоТаким чином, запропонований пристрій для номічного ефекту при експлуатації запропонованоавтоматичного управління процесом відцентрового пристрою. го лиття труб, на відміну від прототипу та інших Комп’ютерна в ерстка Л.Литв иненко Підписне Тираж 26 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюDevice for automatic control of process of centrifugal casting of pipes
Автори англійськоюBohdan Kim Stepanovych, Dubodelov Viktor Ivanovych, Moiseiev Yurii Vasyliovych, Sankin Anatolii Oleksiiovych
Назва патенту російськоюУстройство для автоматического управления процессом центробежного литья труб
Автори російськоюБогдан Ким Степанович, Дубоделов Виктор Иванович, Моисеев Юрий Васильевич, Санкин Анатолий Алексеевич
МПК / Мітки
МПК: B22D 13/02
Мітки: відцентрового, труб, лиття, керування, пристрій, процесом, автоматичного
Код посилання
<a href="https://ua.patents.su/3-33124-pristrijj-dlya-avtomatichnogo-keruvannya-procesom-vidcentrovogo-littya-trub.html" target="_blank" rel="follow" title="База патентів України">Пристрій для автоматичного керування процесом відцентрового лиття труб</a>
Пристрій для відцентрового лиття двошарових металевих заготовок
Номер патенту: 51274
Опубліковано: 15.11.2002
Автори: ШИНСЬКИЙ ІГОР ОЛЕГОВИЧ, Шинський Олег Йосипович, Богдан Кім Степанович, Санкін Анатолій Олексійович, Русаков Петро Володимирович
МПК: G01G 19/40, B22D 13/12, G01G 19/08, B22D 39/00, B22D 13/02
Мітки: двошарових, заготовок, пристрій, лиття, відцентрового, металевих
Формула / Реферат:
Пристрій для відцентрового лиття двошарових металевих заготовок, до складу якого входять: відцентрова машина з горизонтальною віссю обертання виливниці, встановлена на електромеханічних вагах, заливальний стенд з приводом і змінними ковшами, блок задавання маси доз розплавів, блок визначення похибок дозування, порівняльний елемент, перший пороговий елемент, блок управління приводом заливального стенда та вимірювач температури зовнішнього шару...
Пристрій для автоматичного керування процесом висушування діелектричних матеріалів
Номер патенту: 44866
Опубліковано: 15.03.2002
Автори: Іващенко Володимир Олексійович, Скрипник Юрій Олексійович, Шевченко Костянтин Леонідович
МПК: F26B 25/22, F26B 3/32, F26B 9/08
Мітки: пристрій, висушування, процесом, діелектричних, матеріалів, автоматичного, керування
Формула / Реферат:
Пристрій для автоматичного керування процесом висушування діелектричних матеріалів, що містить джерело живлення, до якого підключені послідовно з'єднані генератор НВЧ коливань, автоматичний регулятор потужності, спрямований відгалужувач хвилі, що падає, вентиль і спрямований відгалужувач відбитої хвилі, до виходу основного тракту якого підключена сушарка, джерело опорної напруги, диференціальний підсилювач, один вхід якого з'єднаний з виходом...
Пристрій для адаптивного керування процесом металообробки
Номер патенту: 35845
Опубліковано: 16.04.2001
Автор: Коцюбинський Віктор Семенович
МПК: G05B 13/02
Мітки: адаптивного, керування, процесом, металообробки, пристрій
Формула / Реферат:
Пристрій для адаптивного керування процесом металообробки, до складу якого входить блок завдання, вихід якого з'єднаний з першим входом суматора , вихід суматора з'єднаний зі входом електроприводу подачі, підключеного виходом зі входом датчика швидкості подачі, і зі входом редуктора приводу подачі, вихід редуктора з'єднаний із верстатом, який містить електродвигун приводе шпинделя верстати, який містить датчик потужності, вихід якого...
Система автоматичного керування процесом збагачення
Номер патенту: 51044
Опубліковано: 16.05.2005
Автори: Назаренко Володимир Михайлович, Назаренко Наталія Володимирівна, Купін Андрій Іванович, Назаренко Михайло Володимирович
МПК: B03B 13/00
Мітки: керування, система, збагачення, процесом, автоматичного
Формула / Реферат:
1. Система автоматичного керування процесом збагачення, що містить послідовно з'єднані блок регулювання подачі сировини, млин, класифікатор та сепаратор, а також екстремальний регулятор, виходи якого з'єднані із млином через пристрій регулювання витрати води в млин та зливом класифікатора через пристрій регулювання витрати води в злив класифікатора, а входи з'єднані з датчиками оперативної інформації, такими як датчик витрати води в млин...
Система автоматичного керування процесом збагачення рудних матеріалів
Номер патенту: 70712
Опубліковано: 15.10.2004
Автори: Барський Станіслав Миколайович, Моркун Володимир Станіславович
МПК: B03B 13/00
Мітки: автоматичного, збагачення, керування, рудних, матеріалів, процесом, система
Формула / Реферат:
Система автоматичного керування процесом збагачення рудних матеріалів, що містить млин, який працює у замкненому циклі з класифікатором, злив якого подається у збагачувальний апарат та виконавчий механізм, з'єднаний з регулюючим клапаном у трубопроводі подачі води в класифікатор, яка відрізняється тим, що в систему введені послідовно з'єднані мультивібратор, одновібратор, перший генератор та випромінюючий електроакустичний перетворювач,...
Попередній патент: Спосіб отримання епоксидного композитного покриття з підвищеною зносостійкістю
Наступний патент: Спосіб виплавки синтетичного чавуну в зашлакованих індукційних печах
Випадковий патент: Фільтр для очищення дизельного палива