Ділянка для двостороннього контролю металевої штаби, яку розмотують з рулону
Номер патенту: 33761
Опубліковано: 10.07.2008
Автори: Попович Олег Леонідович, Кочин Леонід Павлович, Білобров Юрій Миколайович, Каушанський Ігор Борисович
Формула / Реферат
1. Ділянка для двостороннього контролю металевої штаби, яку розмотують з рулону, що включає засоби, що забезпечують проходження рулонної штаби з барабана розмотувача на барабан моталки, розміщені між барабанами розмотувача і моталки, осі яких зміщені по горизонталі і по вертикалі, і станцію контролю, встановлену в проміжку між розмотувачем і моталкою, яка відрізняється тим, що зміщення осей барабанів розмотувача і моталки по горизонталі перевищує їхнє зміщення по вертикалі, а згадана станція контролю розташована біля торців барабанів і встановлена над ними.
2. Ділянка для двостороннього контролю металевої штаби, яку розмотують з рулону, за п. 1, яка відрізняється тим, що засоби, що забезпечують проходження рулонної штаби з барабана розмотувача на барабан моталки, виконані у вигляді послідовно встановлених блока правильно-згинальних роликів, пласких проводок і розташованих біля барабана моталки згинальних роликів і формуючих роликів.
Текст
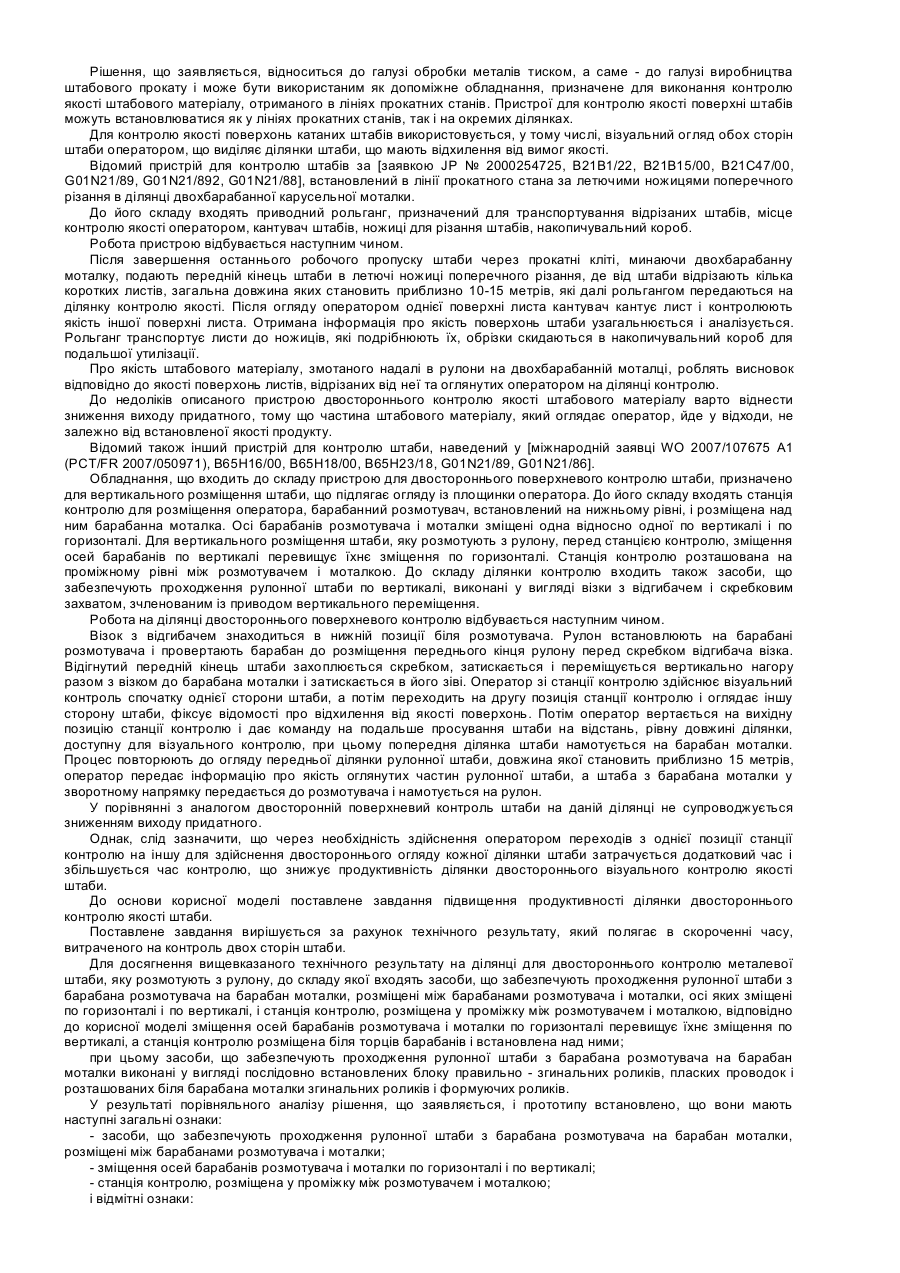
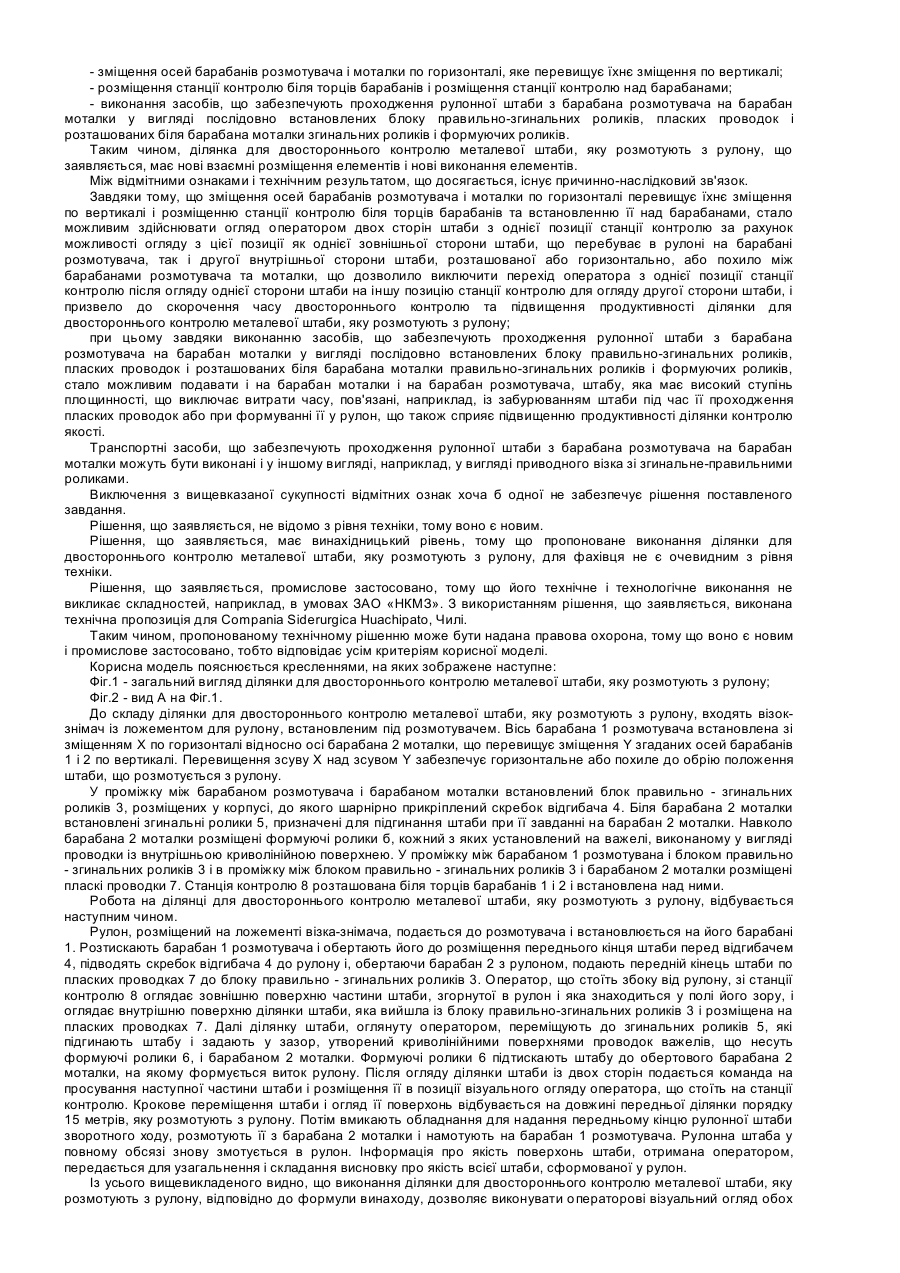
Рішення, що заявляється, відноситься до галузі обробки металів тиском, а саме - до галузі виробництва штабового прокату і може бути використаним як допоміжне обладнання, призначене для виконання контролю якості штабового матеріалу, отриманого в лініях прокатних станів. Пристрої для контролю якості поверхні штабів можуть встановлюватися як у лініях прокатних станів, так і на окремих ділянках. Для контролю якості поверхонь катаних штабів використовується, у тому числі, візуальний огляд обох сторін штаби оператором, що виділяє ділянки штаби, що мають відхилення від вимог якості. Відомий пристрій для контролю штабів за [заявкою JP № 2000254725, В21В1/22, В21В15/00, В21С47/00, G01N21/89, G01N21/892, G01N21/88], встановлений в лінії прокатного стана за летючими ножицями поперечного різання в ділянці двохбарабанної карусельної моталки. До його складу входять приводний рольганг, призначений для транспортування відрізаних штабів, місце контролю якості оператором, кантувач штабів, ножиці для різання штабів, накопичувальний короб. Робота пристрою відбувається наступним чином. Після завершення останнього робочого пропуску штаби через прокатні кліті, минаючи двохбарабанну моталку, подають передній кінець штаби в летючі ножиці поперечного різання, де від штаби відрізають кілька коротких листів, загальна довжина яких становить приблизно 10-15 метрів, які далі рольгангом передаються на ділянку контролю якості. Після огляду оператором однієї поверхні листа кантувач кантує лист і контролюють якість іншої поверхні листа. Отримана інформація про якість поверхонь штаби узагальнюється і аналізується. Рольганг транспортує листи до ножиців, які подрібнюють їх, обрізки скидаються в накопичувальний короб для подальшої утилізації. Про якість штабового матеріалу, змотаного надалі в рулони на двохбарабанній моталці, роблять висновок відповідно до якості поверхонь листів, відрізаних від неї та оглянутих оператором на ділянці контролю. До недоліків описаного пристрою двостороннього контролю якості штабового матеріалу варто віднести зниження виходу придатного, тому що частина штабового матеріалу, який оглядає оператор, йде у відходи, не залежно від встановленої якості продукту. Відомий також інший пристрій для контролю штаби, наведений у [міжнародній заявці WO 2007/107675 А1 (РСТ/FR 2007/050971), В65Н16/00, В65Н18/00, В65Н23/18, G01N21/89, G01N21/86]. Обладнання, що входить до складу пристрою для двостороннього поверхневого контролю штаби, призначено для вертикального розміщення штаби, що підлягає огляду із площинки оператора. До його складу входять станція контролю для розміщення оператора, барабанний розмотувач, встановлений на нижньому рівні, і розміщена над ним барабанна моталка. Осі барабанів розмотувача і моталки зміщені одна відносно одної по вертикалі і по горизонталі. Для вертикального розміщення штаби, яку розмотують з рулону, перед станцією контролю, зміщення осей барабанів по вертикалі перевищує їхнє зміщення по горизонталі. Станція контролю розташована на проміжному рівні між розмотувачем і моталкою. До складу ділянки контролю входить також засоби, що забезпечують проходження рулонної штаби по вертикалі, виконані у вигляді візки з відгибачем і скребковим захватом, зчленованим із приводом вертикального переміщення. Робота на ділянці двостороннього поверхневого контролю відбувається наступним чином. Візок з відгибачем знаходиться в нижній позиції біля розмотувача. Рулон встановлюють на барабані розмотувача і провертають барабан до розміщення переднього кінця рулону перед скребком відгибача візка. Відігнутий передній кінець штаби захоплюється скребком, затискається і переміщується вертикально нагору разом з візком до барабана моталки і затискається в його зіві. Оператор зі станції контролю здійснює візуальний контроль спочатку однієї сторони штаби, а потім переходить на другу позиція станції контролю і оглядає іншу сторону штаби, фіксує відомості про відхилення від якості поверхонь. Потім оператор вертається на вихідну позицію станції контролю і дає команду на подальше просування штаби на відстань, рівну довжині ділянки, доступну для візуального контролю, при цьому попередня ділянка штаби намотується на барабан моталки. Процес повторюють до огляду передньої ділянки рулонної штаби, довжина якої становить приблизно 15 метрів, оператор передає інформацію про якість оглянутих частин рулонної штаби, а штаба з барабана моталки у зворотному напрямку передається до розмотувача і намотується на рулон. У порівнянні з аналогом двосторонній поверхневий контроль штаби на даній ділянці не супроводжується зниженням виходу придатного. Однак, слід зазначити, що через необхідність здійснення оператором переходів з однієї позиції станції контролю на іншу для здійснення двостороннього огляду кожної ділянки штаби затрачується додатковий час і збільшується час контролю, що знижує продуктивність ділянки двостороннього візуального контролю якості штаби. До основи корисної моделі поставлене завдання підвищення продуктивності ділянки двостороннього контролю якості штаби. Поставлене завдання вирішується за рахунок технічного результату, який полягає в скороченні часу, витраченого на контроль двох сторін штаби. Для досягнення вищевказаного технічного результату на ділянці для двостороннього контролю металевої штаби, яку розмотують з рулону, до складу якої входять засоби, що забезпечують проходження рулонної штаби з барабана розмотувача на барабан моталки, розміщені між барабанами розмотувача і моталки, осі яких зміщені по горизонталі і по вертикалі, і станція контролю, розміщена у проміжку між розмотувачем і моталкою, відповідно до корисної моделі зміщення осей барабанів розмотувача і моталки по горизонталі перевищує їхнє зміщення по вертикалі, а станція контролю розміщена біля торців барабанів і встановлена над ними; при цьому засоби, що забезпечують проходження рулонної штаби з барабана розмотувача на барабан моталки виконані у вигляді послідовно встановлених блоку правильно - згинальних роликів, пласких проводок і розташованих біля барабана моталки згинальних роликів і формуючих роликів. У результаті порівняльного аналізу рішення, що заявляється, і прототипу встановлено, що вони мають наступні загальні ознаки: - засоби, що забезпечують проходження рулонної штаби з барабана розмотувача на барабан моталки, розміщені між барабанами розмотувача і моталки; - зміщення осей барабанів розмотувача і моталки по горизонталі і по вертикалі; - станція контролю, розміщена у проміжку між розмотувачем і моталкою; і відмітні ознаки: - зміщення осей барабанів розмотувача і моталки по горизонталі, яке перевищує їхнє зміщення по вертикалі; - розміщення станції контролю біля торців барабанів і розміщення станції контролю над барабанами; - виконання засобів, що забезпечують проходження рулонної штаби з барабана розмотувача на барабан моталки у вигляді послідовно встановлених блоку правильно-згинальних роликів, пласких проводок і розташованих біля барабана моталки згинальних роликів і формуючих роликів. Таким чином, ділянка для двостороннього контролю металевої штаби, яку розмотують з рулону, що заявляється, має нові взаємні розміщення елементів і нові виконання елементів. Між відмітними ознаками і технічним результатом, що досягається, існує причинно-наслідковий зв'язок. Завдяки тому, що зміщення осей барабанів розмотувача і моталки по горизонталі перевищує їхнє зміщення по вертикалі і розміщенню станції контролю біля торців барабанів та встановленню її над барабанами, стало можливим здійснювати огляд оператором двох сторін штаби з однієї позиції станції контролю за рахунок можливості огляду з цієї позиції як однієї зовнішньої сторони штаби, що перебуває в рулоні на барабані розмотувача, так і другої внутрішньої сторони штаби, розташованої або горизонтально, або похило між барабанами розмотувача та моталки, що дозволило виключити перехід оператора з однієї позиції станції контролю після огляду однієї сторони штаби на іншу позицію станції контролю для огляду другої сторони штаби, і призвело до скорочення часу двостороннього контролю та підвищення продуктивності ділянки для двостороннього контролю металевої штаби, яку розмотують з рулону; при цьому завдяки виконанню засобів, що забезпечують проходження рулонної штаби з барабана розмотувача на барабан моталки у вигляді послідовно встановлених блоку правильно-згинальних роликів, пласких проводок і розташованих біля барабана моталки правильно-згинальних роликів і формуючих роликів, стало можливим подавати і на барабан моталки і на барабан розмотувача, штабу, яка має високий ступінь площинності, що виключає витрати часу, пов'язані, наприклад, із забурюванням штаби під час її проходження пласких проводок або при формуванні її у рулон, що також сприяє підвищенню продуктивності ділянки контролю якості. Транспортні засоби, що забезпечують проходження рулонної штаби з барабана розмотувача на барабан моталки можуть бути виконані і у іншому вигляді, наприклад, у вигляді приводного візка зі згинальне-правильними роликами. Виключення з вищевказаної сукупності відмітних ознак хоча б одної не забезпечує рішення поставленого завдання. Рішення, що заявляється, не відомо з рівня техніки, тому воно є новим. Рішення, що заявляється, має винахідницький рівень, тому що пропоноване виконання ділянки для двостороннього контролю металевої штаби, яку розмотують з рулону, для фахівця не є очевидним з рівня техніки. Рішення, що заявляється, промислове застосовано, тому що його технічне і технологічне виконання не викликає складностей, наприклад, в умовах ЗАО «НКМЗ». З використанням рішення, що заявляється, виконана технічна пропозиція для Compania Siderurgica Huachipato, Чилі. Таким чином, пропонованому технічному рішенню може бути надана правова охорона, тому що воно є новим і промислове застосовано, тобто відповідає усім критеріям корисної моделі. Корисна модель пояснюється кресленнями, на яких зображене наступне: Фіг.1 - загальний вигляд ділянки для двостороннього контролю металевої штаби, яку розмотують з рулону; Фіг.2 - вид А на Фіг.1. До складу ділянки для двостороннього контролю металевої штаби, яку розмотують з рулону, входять візокзнімач із ложементом для рулону, встановленим під розмотувачем. Вісь барабана 1 розмотувача встановлена зі зміщенням Х по горизонталі відносно осі барабана 2 моталки, що перевищує зміщення Y згаданих осей барабанів 1 і 2 по вертикалі. Перевищення зсуву Х над зсувом Y забезпечує горизонтальне або похиле до обрію положення штаби, що розмотується з рулону. У проміжку між барабаном розмотувача і барабаном моталки встановлений блок правильно - згинальних роликів 3, розміщених у корпусі, до якого шарнірно прикріплений скребок відгибача 4. Біля барабана 2 моталки встановлені згинальні ролики 5, призначені для підгинання штаби при її завданні на барабан 2 моталки. Навколо барабана 2 моталки розміщені формуючі ролики б, кожний з яких установлений на важелі, виконаному у вигляді проводки із внутрішньою криволінійною поверхнею. У проміжку між барабаном 1 розмотувана і блоком правильно - згинальних роликів 3 і в проміжку між блоком правильно - згинальних роликів 3 і барабаном 2 моталки розміщені пласкі проводки 7. Станція контролю 8 розташована біля торців барабанів 1 і 2 і встановлена над ними. Робота на ділянці для двостороннього контролю металевої штаби, яку розмотують з рулону, відбувається наступним чином. Рулон, розміщений на ложементі візка-знімача, подається до розмотувача і встановлюється на його барабані 1. Розтискають барабан 1 розмотувача і обертають його до розміщення переднього кінця штаби перед відгибачем 4, підводять скребок відгибача 4 до рулону і, обертаючи барабан 2 з рулоном, подають передній кінець штаби по пласких проводках 7 до блоку правильно - згинальних роликів 3. Оператор, що стоїть збоку від рулону, зі станції контролю 8 оглядає зовнішню поверхню частини штаби, згорнутої в рулон і яка знаходиться у полі його зору, і оглядає внутрішню поверхню ділянки штаби, яка вийшла із блоку правильно-згинальних роликів 3 і розміщена на пласких проводках 7. Далі ділянку штаби, оглянуту оператором, переміщують до згинальних роликів 5, які підгинають штабу і задають у зазор, утворений криволінійними поверхнями проводок важелів, що несуть формуючі ролики 6, і барабаном 2 моталки. Формуючі ролики 6 підтискають штабу до обертового барабана 2 моталки, на якому формується виток рулону. Після огляду ділянки штаби із двох сторін подається команда на просування наступної частини штаби і розміщення її в позиції візуального огляду оператора, що стоїть на станції контролю. Крокове переміщення штаби і огляд її поверхонь відбувається на довжині передньої ділянки порядку 15 метрів, яку розмотують з рулону. Потім вмикають обладнання для надання передньому кінцю рулонної штаби зворотного ходу, розмотують її з барабана 2 моталки і намотують на барабан 1 розмотувача. Рулонна штаба у повному обсязі знову змотується в рулон. Інформація про якість поверхонь штаби, отримана оператором, передається для узагальнення і складання висновку про якість всієї штаби, сформованої у рулон. Із усього вищевикладеного видно, що виконання ділянки для двостороннього контролю металевої штаби, яку розмотують з рулону, відповідно до формули винаходу, дозволяє виконувати операторові візуальний огляд обох поверхонь штаби з однієї робочої позиції станції контролю, виключивши його переходи з однієї позиції огляду на іншу, що скорочує час, затрачуваний на двосторонній контроль поверхні штаби і підвищує продуктивність ділянки.
ДивитисяДодаткова інформація
Назва патенту англійськоюArea for double-sided control of metallic strip, which is uncoiled from coil
Автори англійськоюKochyn Leonid Pavlovych, Popovych Oleh Leonidovych, Kaushanskyi Ihor Borysovych, Bilobrov Yurii Mykolaiovych
Назва патенту російськоюУчасток для двустороннего контроля металлической полосы, которую разматывают из рулона
Автори російськоюКочин Леонид Павлович, Попович Олег Леонидович, Каушанский Игорь Борисович, Билобров Юрий Николаевич
МПК / Мітки
МПК: B21C 47/00, B21B 15/00
Мітки: металевої, рулону, розмотують, яку, штаби, двостороннього, контролю, ділянка
Код посилання
<a href="https://ua.patents.su/3-33761-dilyanka-dlya-dvostoronnogo-kontrolyu-metalevo-shtabi-yaku-rozmotuyut-z-rulonu.html" target="_blank" rel="follow" title="База патентів України">Ділянка для двостороннього контролю металевої штаби, яку розмотують з рулону</a>
Ділянка забирання рулону з барабана моталки
Номер патенту: 28403
Опубліковано: 10.12.2007
Автори: Булатецький Юрій Олексійович, Панченко Віктор Миколайович, Тіщенко Андрій Миколайович, Бортник Валерій Вікторович, Куліков Андрій Григорович, Суков Генадій Сергійович
МПК: B21C 47/24
Мітки: забирання, моталки, ділянка, барабана, рулону
Формула / Реферат:
Ділянка забирання рулону з барабана моталки, що включає моталку з консольним барабаном, який має конічний хвостовик і, зчленовану з гаком цехового крана, С-подібну підвіску з горизонтальною полицею, повернену до моталки відкритим зівом, яка відрізняється тим, що вона оснащена приводним упором, регулювальними елементами і додатковою опорою для С-подібної підвіски, крім того, на горизонтальній полиці С-подібної підвіски виготовлена площинка,...
Ділянка змотування гарячекатаної штаби
Номер патенту: 53400
Опубліковано: 15.01.2003
Автори: Єлецьких Володимир Іванович, Білобров Юрій Миколайович, Погребняк Микола Прокопович, Барабаш Андрій Володимирович, Колесников Юрій Миколайович, Стеч Володимир Станіславович
МПК: B21C 47/34
Мітки: ділянка, змотування, штаби, гарячекатаної
Формула / Реферат:
Ділянка змотування гарячекатаної штаби, що містить встановлені в технологічній послідовності летючі барабанні ножиці, кожен барабан яких обладнаний одним ножем, карусельну моталку, кілька підпільних моталок, розташованих послідовно один за одним і транспортні рольганги, при цьому карусельна моталка включає поворотний стіл із установленими на ній привідними барабанами, розвантажувальний візок з піднімальним роликовим столом і роликовий...
Спосіб виміру швидкості руху штаби металу, яка намотується у рулон (розмотується з рулону)
Номер патенту: 7475
Опубліковано: 15.06.2005
Автори: Тютюник Євген Миколайович, Зайцев Вадим Сергійович
МПК: B21B 38/00
Мітки: виміру, руху, металу, намотується, швидкості, спосіб, штаби, рулону, рулон, яка, розмотується
Формула / Реферат:
1. Спосіб виміру швидкості руху штаби металу, яка намотується в рулон (розмотується з рулону), який відрізняється тим, що спочатку визначають швидкість обертання вала моталки, на якому розміщений рулон, і діаметр рулону, після чого визначають швидкість руху штаби металу за формулою:де V - лінійна швидкість штаби, яка намотується, м/с;Dp - діаметр рулону,...
Спосіб намотування штаби на барабан моталки в печі
Номер патенту: 48850
Опубліковано: 15.08.2002
Автори: Єршов Валентин Олександрович, Білобров Юрій Миколайович, Тіщенко Андрій Миколайович, Осокін Анатолій Андрійович
МПК: B21C 47/02
Мітки: барабан, моталки, штаби, печі, намотування, спосіб
Формула / Реферат:
Спосіб намотування штаби на барабан моталки в печі, що складається з подачі штаби задавальними роликами у проріз барабана моталки, розгону барабана з наступним натягом штаби до її контакту з роликом, що відхиляє, який відрізняється тим, що після згаданого контакту здійснюють підйом штаби на ділянці між задавальними роликами i барабаном моталки, переміщаючи ролик, що відхиляє.
Ділянка високошвидкісного змотування нескінченної тонкої гарячекатаної штаби
Номер патенту: 53264
Опубліковано: 15.01.2003
Автори: Єлецьких Володимир Іванович, Барабаш Андрій Володимирович, Стеч Володимир Станіславович, Каушанський Ігор Борисович
МПК: B21C 47/34
Мітки: тонкої, штаби, гарячекатаної, ділянка, високошвидкісного, змотування, нескінченної
Формула / Реферат:
1. Ділянка високошвидкісного змотування нескінченної тонкої гарячекатаної штаби, що містить летючі ножиці, кілька моталок, розташованих під підлогою послідовно одна за одною, встановлені перед моталками задавальні ролики, кожні з яких, крім останніх, обладнані роздільним роликом, закріпленим у хитному важелі верхньої проводки, зчленованим з гідроциліндром хитання, і транспортні засоби між моталками, яка відрізняється тим, що вона обладнана...
Попередній патент: Спосіб виготовлення виробів з пінобетону
Наступний патент: Установка для відновлення та зміцнення масивних сталевих деталей циліндричної форми наплавленням шару металу
Випадковий патент: Спосіб вимірювання параметрів рідкокристалічної комірки