Спосіб виміру швидкості руху штаби металу, яка намотується у рулон (розмотується з рулону)
Номер патенту: 7475
Опубліковано: 15.06.2005
Формула / Реферат
1. Спосіб виміру швидкості руху штаби металу, яка намотується в рулон (розмотується з рулону), який відрізняється тим, що спочатку визначають швидкість обертання вала моталки, на якому розміщений рулон, і діаметр рулону, після чого визначають швидкість руху штаби металу за формулою:
![]()
де V - лінійна швидкість штаби, яка намотується, м/с;
Dp - діаметр рулону, м;
n - швидкість обертання вала електродвигуна моталки, об/хв.
2. Спосіб за п. 1, який відрізняється тим, що діаметр рулону металу визначають за формулою:
Dp = 2•(L - x),
де Dp - діаметр рулону металу, м;
L - відстань від осі барабана моталки до місця установки випромінювача-приймача сигналу, м;
x - відстань до поверхні рулону, м,
при цьому відстань х визначають за числом екстремумів звукового тиску, що зафіксовано випромінювачем-приймачем коливань в результаті опромінення поверхні рулону акустичними хвилями з частотою, що змінюється, за допомогою випромінювача-приймача коливань та наступного приймання відбитих від поверхні рулону хвиль.
Текст
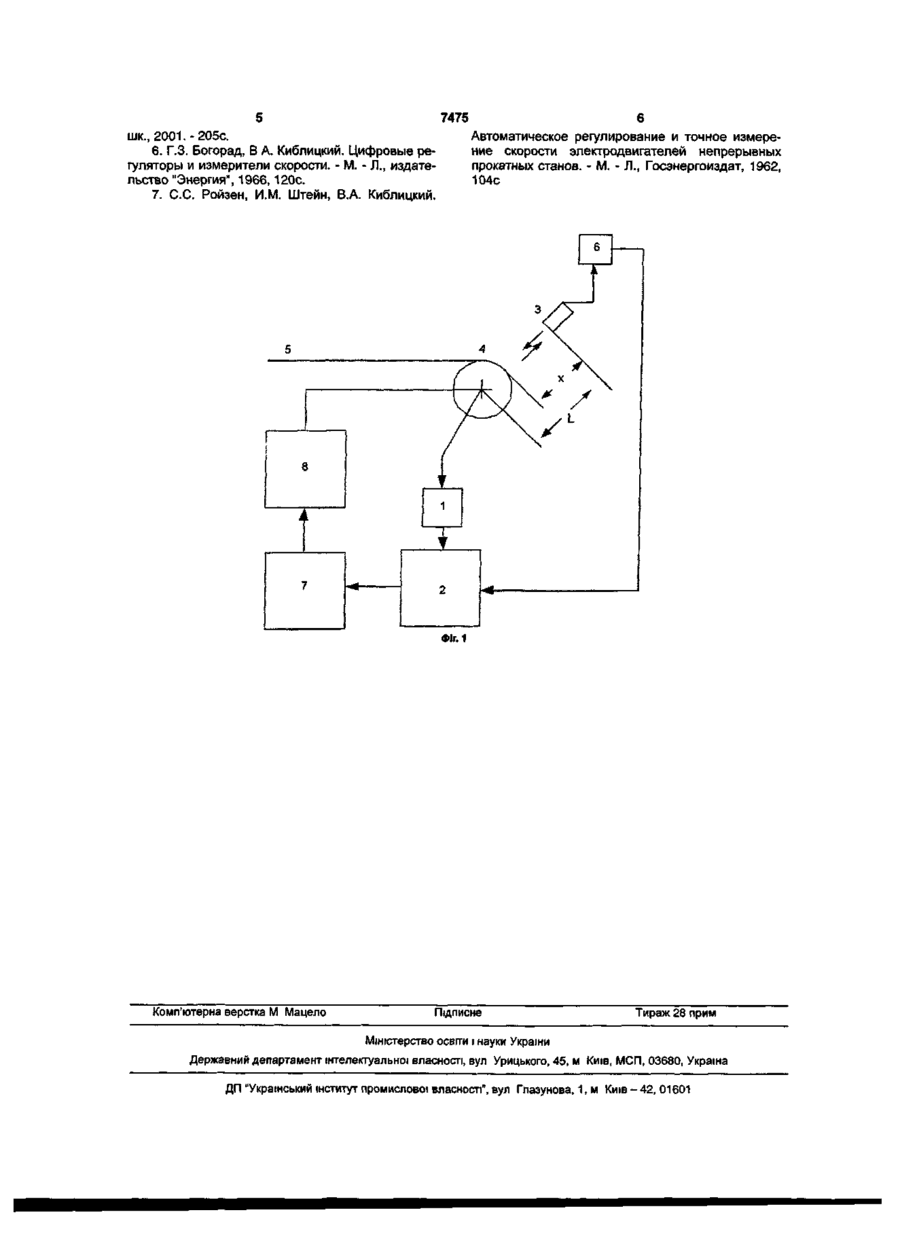
1. Спосіб виміру швидкості руху штаби металу, яка намотується в рулон (розмотується з рулону), який відрізняється тим, що спочатку визначають швидкість обертання вала моталки, на якому розміщений рулон, і діаметр рулону, після чого визначають швидкість руху штаби металу за формулою: тг • Dp • п V = 60 де V - лінійна швидкість штаби, яка намотується, м/с; Dp - діаметр рулону, м; п - швидкість обертання вала електродвигуна моталки, об/хв. 2. Спосіб за п. 1, який відрізняється тим, що діаметр рулону металу визначають за формулою: Dp = 2»(L - х), де Dp - діаметр рулону металу, м; L - відстань від осі барабана моталки до місця установки випромінювача-приймача сигналу, м; х - відстань до поверхні рулону, м, при цьому відстань х визначають за числом екстремумів звукового тиску, що зафіксовано випромінювачем-приймачем коливань в результаті опромінення поверхні рулону акустичними хвилями з частотою, що змінюється, за допомогою випромінювача-приймача коливань та наступного приймання відбитих від поверхні рулону хвиль. Корисна модель стосується до галузі автоматизованих систем управління електроприводами і може, зокрема, застосовуватися в таких галузях промисловості, як чорна та кольорова металургія. Відомий спосіб [1] виміру лінійної швидкості руху металу за допомогою лазерно-доплерівської техніки. Відповідно до нього на штабу металу направляють лазерний промінь, при цьому в той час, коли метал переміщується в зоні виміру, його поверхня рефлектує промінь лазера. Через ефект Доплера частота цього променя відносно до частоти оригіналу зміщується по фазі на величину, що лінійно зв'язана зі швидкістю руху металу. Недоліком даного способу є необхідність водоохолождення вимірювальної частини пристрою при температурах навколишнього середовища, що перевищують 40°С і відносно висока його вартість. Похибка "лазер-доплер-системи" в промислових умовах складає 0,2%. Відомий спосіб [2] визначення швидкості руху металу, що заснований на визначенні тимчасового зсуву між двома сигналами відбитими від двох точок поверхні, яка рухається. Часовий зсув ви значається шляхом обчислення взаємної кореляційної функції цих сигналів і відшукання її максимуму. Недоліком такого способу є громіздкість системи, що забезпечує його реалізацію, складність її налагодження та експлуатації. Похибка при визначенні швидкості знаходиться в межах 0,5%. Також відомий спосіб [3] виміру швидкості руху штаби металу, яка намотується у рулон (розмотується з рулону), що заснований на використанні вимірювального ролика. У цьому випадку спеціальний ролик притискають до штаби, яка рухається, і обертається разом із нею. З ним з'єднаний імпульсний датчик, за кожен оборот якого виробляється велика кількість імпульсів. Кількість імпульсів за одиницю часу є мірою швидкості. Спосіб має такі недоліки: виникає помилка виміру через наявність ковзання між металом та вимірювальним роликом, а також через знос вимірювального ролика; оскільки система контактна, то існує небезпека появи дефектів на поверхні металу. Похибка виміру швидкості даним методом складає не менш 1 %. Задача, що стоїть перед авторами, полягає в створенні такого способу виміру швидкості руху Ю І"** ^J ^^ ^ С* ^f ^^ шЭ 5Г ^ 7475 штаби металу, яка намотується в рулон (розмотується з рулону), який дозволив би підвищити точність виміру, а також виключити можливість виникнення дефектів на поверхні металу в результаті виміру швидкості руху штаби. Поставлена задача вирішується тим, що в способі виміру швидкості руху штаби металу, яка намотується в рулон (розмотується з рулону) спочатку визначають швидкість обертання вала моталки, на якому розміщений рулон, і діаметр рулону, після чого розраховують швидкість руху штаби металу за формулою: 60 ' де V - лінійна швидкість штаби, яка намотується, м/с; -число Пі, —3,14; Dp - діаметр рулону, м; п - швидкість обертання вала електродвигуна моталки, об/хв; Діаметр рулону металу визначають за формулою: Dp=2-(L-x), де Dp - діаметр рулону металу, м; L - відстань від вісі барабану моталки до місця установки випромінювача-приймача сигналу, м; х - відстань до поверхні рулону, м, при цьому відстань х визначають за числом екстремумів звукового тиску, які зафіксовано випромінювачем-приймачем коливань в результаті опромінення поверхні рулону акустичними хвилями з частотою, що змінюється, за допомогою випромінювача-приймача коливань та наступного прийому відбитих від поверхні рулону хвиль. Нова сукупність ознак способу виміру швидкості руху штаби металу, яка намотується в рулон (розмотується з рулону), що заявляється, є причиною, а первинний технічний результат (зниження похибки виміру, а також виключення можливості виникнення дефектів на поверхні металу при вимірі швидкості руху штаби) - їх наслідком. Суть корисної моделі пояснюється схемою (ФІГ.1). Спосіб виміру швидкості руху штаби металу, що заявляється, здійснюється таким чином. За допомогою вимірювача швидкості обертання 1 визначають швидкість обертання валу моталки, а отриманий сигнал направляють в обчислювальний пристрій 2. Одночасно, за допомогою випромінювача-приймача акустичних хвиль 3 опромінюють поверхню рулону 4, що утворюється при змотуванні штаби металу 5. При цьому виникає стояча хвиля. Зміна частоти випромінюваних коливань приводить до просторової зміни інтерференційного растра, що виражається в зміні ширини і положення зон підвищеного та зниженого тиску. При зміні частоти випромінюваних коливань у точці прийому спостерігаються чергування максимумів та мінімумів акустичного сигналу. Фіксуючи частоти, при яких у точці прийому реєструються максимуми або мінімуми сигналу, визначають шукану відстань х від точки прийому до поверхні штаби металу за формулою: N-c(T) х= 2(fo-fi)' або за формулою N-c(T) х= 2(f2-f0)' де х - шукана відстань, м; N - число екстремумів звукового тиску, які зафіксовані приймачем у процесі зменшення частоти від f0 до fi, або збільшення її від f0 до h; с(Т) - швидкість звуку в середовищі при температурі Т, м/с, яке, проходячи через блок підсилювачів 6, надходить в обчислювальний пристрій 2. В обчислювальному пристрої 2 визначають діаметр рулону за виразом: Dp=2-(l_-x), де Dp - діаметр рулону, м; L - відстань від вісі барабану моталки до місця установки приймача, м. х - вимірювана відстань, м, після чого обчислюють швидкість штаби, використовуючи вираз: тт D n n 60 де V - лінійна швидкість штаби, яка намотується, м/с; -число Пі, «3,14. Dp - діаметр рулону, м; п - швидкість обертання валу електродвигуна моталки, об/хв. Отримане значення швидкості намотування штаби направляють у систему управління 7 електроприводом моталки 8. Відносний похиб виміру швидкості при використанні даного способу визначається виразом [5]: 5V=K де Q - відносний похиб виміру діаметра рулону; п- відносний похиб виміру швидкості обертання вала електродвигуна моталки; К - коефіцієнт, що обумовлений прийнятою довірчою імовірністю, у даному випадку Р=0,95, тодіК=1,1. Відносний похиб виміру діаметра рулону дорівнює 0,1% [4], відносний похиб виміру швидкості обертання вала електродвигуна моталки - 0,1% (при використанні цифрового методу [6] або частотного методу [7]). Таким чином \£0,16%. Джерела інформації: 1. Stein U. Beruhrungslose Messung von Geschwindigkeit und Lange - ein verbessertes Laser velocimeter fur die Prozesssteuerung // Fachber. Huttenprax. Mettaleiterverarb. 1987. V.25. №10. S.10571058 (аналог). 2. Козубовский С.Ф. Корреляционные экстремальные системы. - «Наукова думка». К., 1973 (аналог). 3. Автоматизация технологических процессов холодной прокатки листов / Лямбах Р.В., Шишкинский В.И. - М.: Металлургия, 1981. 264с (прототип). 4. B.C. Зайцев, А.А. Бахтин. Способ бесконтактного измерения расстояний. - А.С. №781566, БИ №43, 1980. 5. Метрология, стандартизация и технические средства измерений: Учеб. для вузов. - М.: Высш. 7475 шк., 2001. -205с. 6. Г.З. Богорад, В А. Киблицкий. Цифровые регуляторы и измерители скорости. - М. - Л., издательство "Энергия", 1966,120с. 7. С.С. Ройзен, И.М. Штейн, В.А. Киблицкий. Автоматическое регулирование и точное измерение скорости электродвигателей непрерывных прокатных станов. - М. - Л., Госэнергоиздат, 1962, 104с і 5 t Г 1 8 іі 4 Л ^ \ ^ 1 V 7 2 Фіг. 1 Комп'ютерна верстка М Мацело Підписне Тираж 28 прим Міністерство освіти і науки України Державний департамент інтелеюуальної власності, вул Урицького, 45, м Київ, МСП, 03680, Україна ДП "Український інститут промислової власності", вул Глазунова, 1, м Київ - 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of measurement of speed of motion of metal strip, which is wound into the roll (or unwound from the roll)
Автори англійськоюZaitsev Vadym Serhiiovych
Назва патенту російськоюСпособ измерения скорости движения полосы металла, наматываемой в рулон (разматываемой из рулона)
Автори російськоюЗайцев Вадим Сергеевич
МПК / Мітки
МПК: B21B 38/00
Мітки: розмотується, штаби, спосіб, руху, яка, рулону, намотується, металу, рулон, швидкості, виміру
Код посилання
<a href="https://ua.patents.su/4-7475-sposib-vimiru-shvidkosti-rukhu-shtabi-metalu-yaka-namotuehtsya-u-rulon-rozmotuehtsya-z-rulonu.html" target="_blank" rel="follow" title="База патентів України">Спосіб виміру швидкості руху штаби металу, яка намотується у рулон (розмотується з рулону)</a>
Спосіб градуювання дистанційних вимірювачів швидкості руху
Номер патенту: 69430
Опубліковано: 15.09.2004
Автор: Чепіжко Володимир Іванович
МПК: G01P 3/36, G01S 13/00, G01S 7/00
Мітки: руху, спосіб, градуювання, вимірювачів, швидкості, дистанційних
Формула / Реферат:
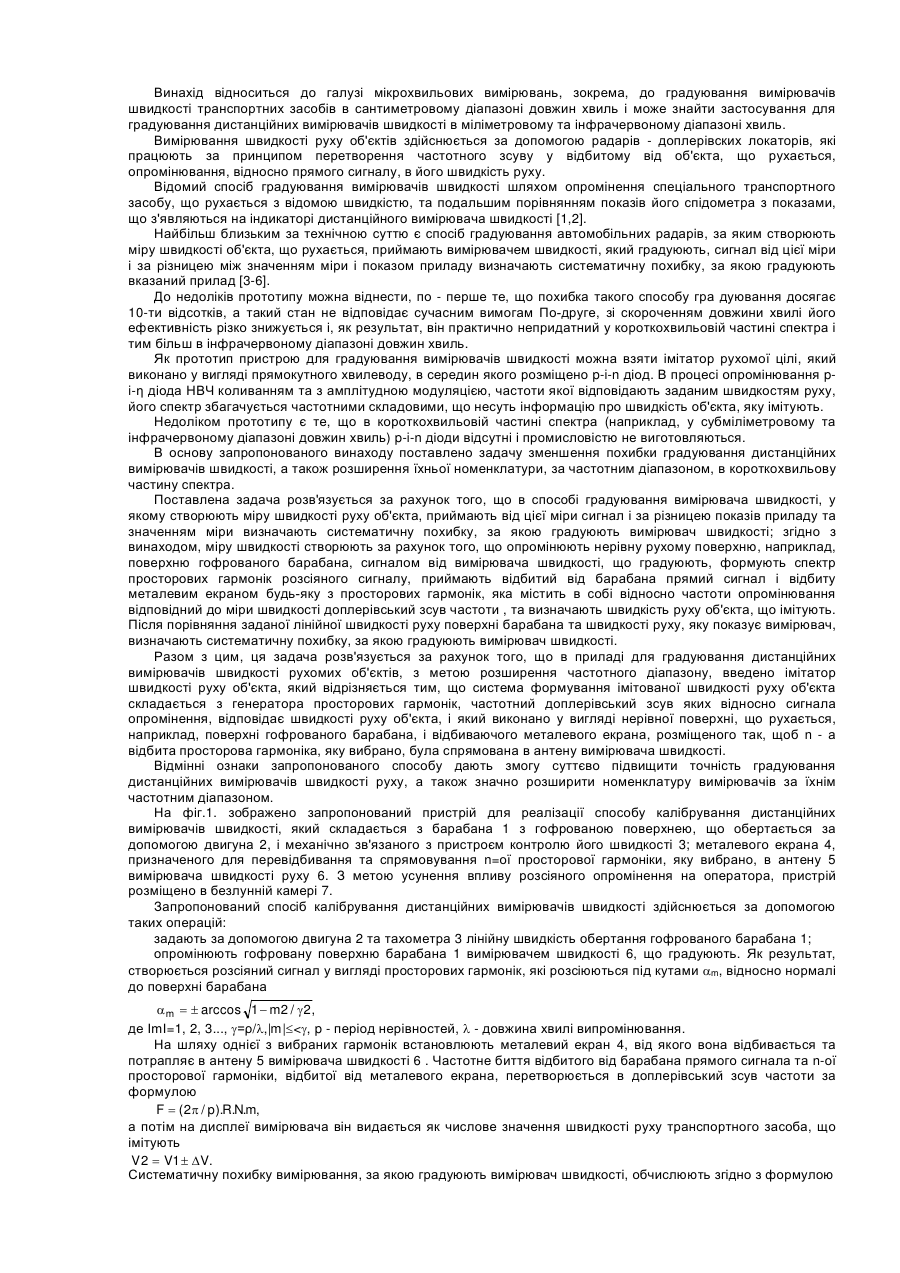
Спосіб градуювання дистанційних вимірювачів швидкості руху, при якому створюють міру швидкості руху об'єкта, яку приймають вимірювачем швидкості руху, що градуюють, і за різницею показань приладу та значення міри швидкості руху визначають систематичну похибку, за якою градуюють вимірювач швидкості руху, який відрізняється тим, що міру швидкості руху створюють за рахунок того, що встановлюють металевий екран, опромінюють нерівну рухому...
Спосіб намотування штаби на барабан моталки в печі
Номер патенту: 48850
Опубліковано: 15.08.2002
Автори: Білобров Юрій Миколайович, Осокін Анатолій Андрійович, Тіщенко Андрій Миколайович, Єршов Валентин Олександрович
МПК: B21C 47/02
Мітки: намотування, моталки, штаби, спосіб, барабан, печі
Формула / Реферат:
Спосіб намотування штаби на барабан моталки в печі, що складається з подачі штаби задавальними роликами у проріз барабана моталки, розгону барабана з наступним натягом штаби до її контакту з роликом, що відхиляє, який відрізняється тим, що після згаданого контакту здійснюють підйом штаби на ділянці між задавальними роликами i барабаном моталки, переміщаючи ролик, що відхиляє.
Спосіб виміру натягу штаби між двома клітями стана гарячої прокатки

Номер патенту: 68308
Опубліковано: 15.07.2004
Автори: Леонідов-Канєвський Євген Володимирович, Гагарін Павло Павлович
МПК: B21B 37/00
Мітки: двома, натягу, штаби, стана, клітями, спосіб, прокатки, виміру, гарячої
Формула / Реферат:
1. Спосіб виміру натягу штаби між двома клітями стана гарячої прокатки, відповідно до якого безперервно вимірюють момент і зусилля прокатки першої кліті, перед заправленням штаби в другу кліть визначають для першої кліті плече прикладання зусилля прокатки, що дорівнює відношенню моменту до зусилля прокатки, а після заправлення штаби в другу кліть обчислюють момент вільної прокатки першої кліті як добуток раніше обчисленого плеча на поточне...
Спосіб виміру натягу в безперервній групі клітей стану гарячої прокатки штаби
Номер патенту: 63378
Опубліковано: 15.01.2004
Автори: Каушанський Ігор Борисович, Єлецьких Володимир Іванович, Леонідов-Каневський Євген Володимирович, Стеч Володимир Станіславович, Биковський Анатолій Іванович, Гагарін Павло Павлович, Барабаш Андрій Володимирович
МПК: B21B 37/00
Мітки: натягу, виміру, спосіб, штаби, гарячої, клітей, безперервний, прокатки, групи, стану
Формула / Реферат:
Спосіб виміру натягу штаби в безперервній групі клітей стану гарячої прокатки, який включає безперервний вимір у кожній кліті горизонтальної сили, що діє на робочі валки, і зусилля прокатки, по отриманих даних і відомому (нульовому для першої кліті) задньому натягові розрахунок коефіцієнта пропорційності між горизонтальною силою і зусиллям прокатки до входу штаби в наступну кліть і розрахунок переднього натягу після входу штаби в наступну...
Пристрій для безперервного намотування у рулон і змотування з рулону гнучких плоских виробів
Номер патенту: 4752
Опубліковано: 28.12.1994
Автор: Вальтер Райст
МПК: B65H 29/66
Мітки: рулону, рулон, пристрій, змотування, безперервного, плоских, гнучких, виробів, намотування
Формула / Реферат:
1. Устройство для непрерывной намотки в рулон и сматывания с рулона гибких плоских изделий, преимущественно расположенных каскадом печатных изделий, содержащее намоточный сердечник для наматываемых или сматываемых плоских изделий, привод его вращения, питающую катушку для намоточной ленты, ленточный конвейер для подвода изделий к намоточному сердечнику или их отвода от него, включающий бесконечный гибкий конвейерный орган, охватывающий...
Попередній патент: Композитний розкислювач для сталі
Наступний патент: Спосіб корекції внутрішньониркової гемодинаміки у дітей після хірургічного відновлення уродинаміки верхніх сечових шляхів
Випадковий патент: Спосіб лікування хронічного гепатиту с.