Фрезерна головка
Номер патенту: 34540
Опубліковано: 15.03.2001
Автори: Луценко Максим Олександрович, Петраков Юрій Володимирович
Формула / Реферат
Фрезерна головка, що містить в собі різальний елемент, встановлений з можливістю переміщення та з'єднаний зі штоком, закріплена в шпинделі верстата, яка відрізняється тим, що в її конструкцію введено ексцентрик, встановлений з можливістю взаємодії з поверхнею штока і з'єднаний через зубчасту передачу зі шпинделем верстата, причому ексцентрик встановлений з можливістю настройки величини ексцентриситету, а корпусів якому розміщена зубчаста передача, встановлений з можливістю повороту навколо осі шпинделя верстата.
Текст
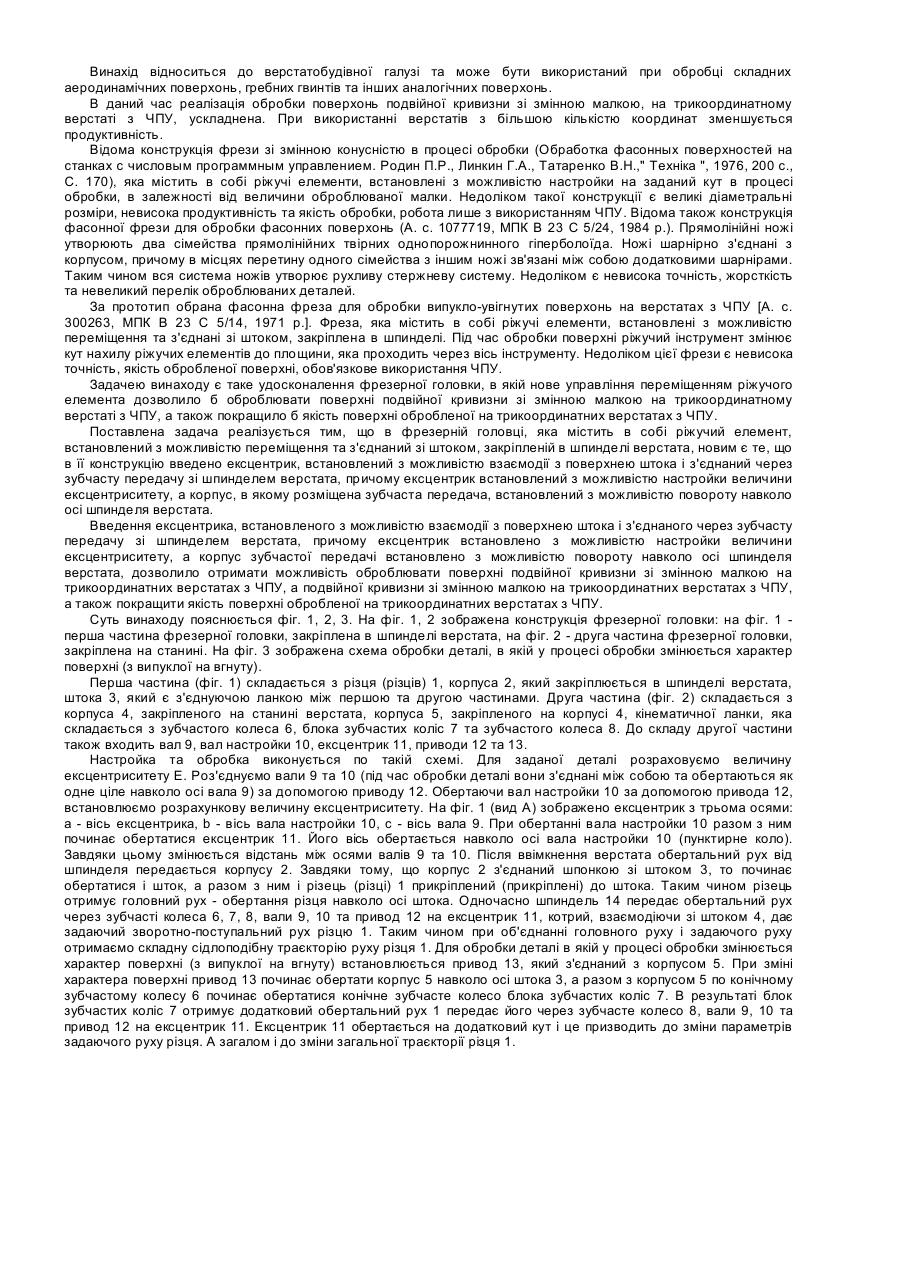
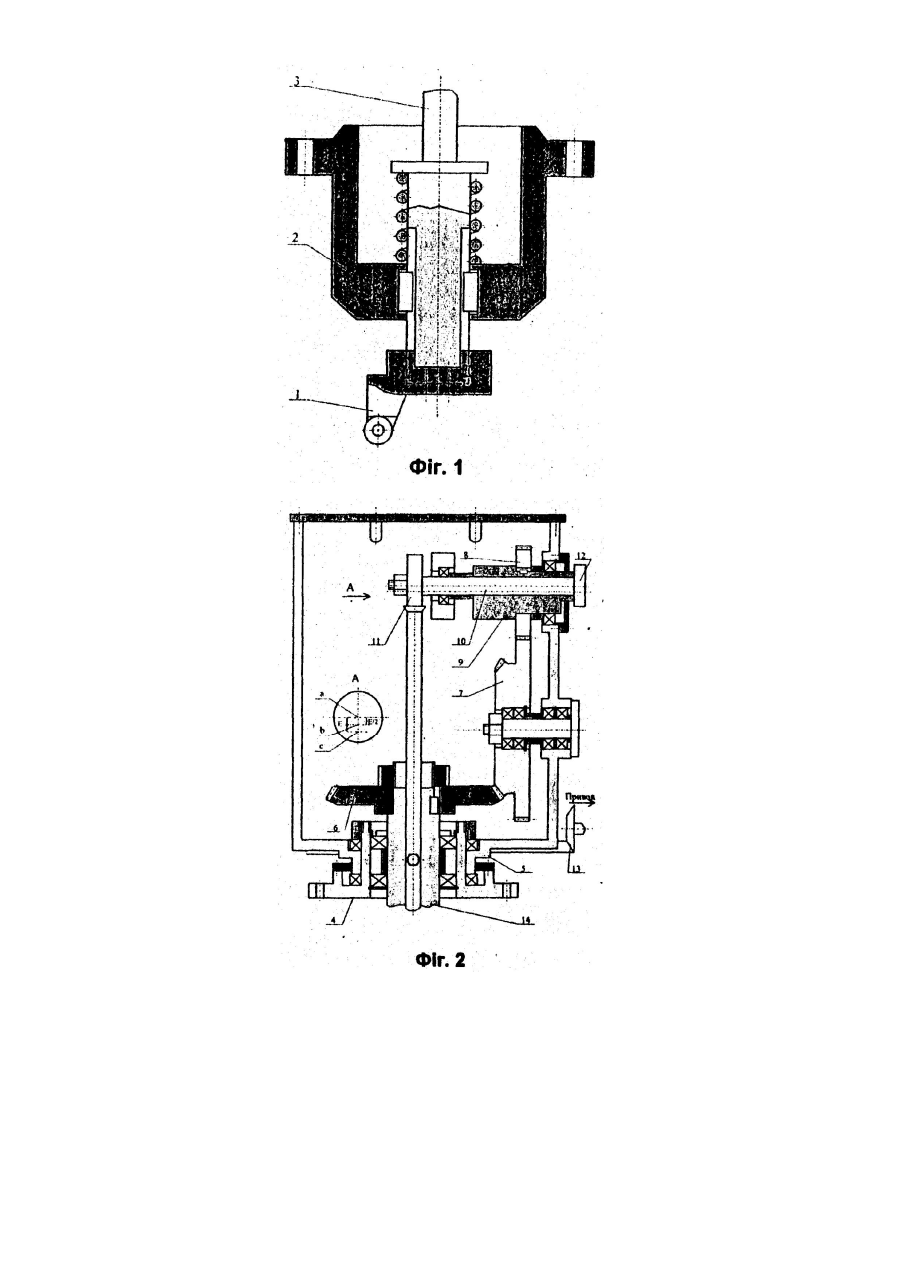
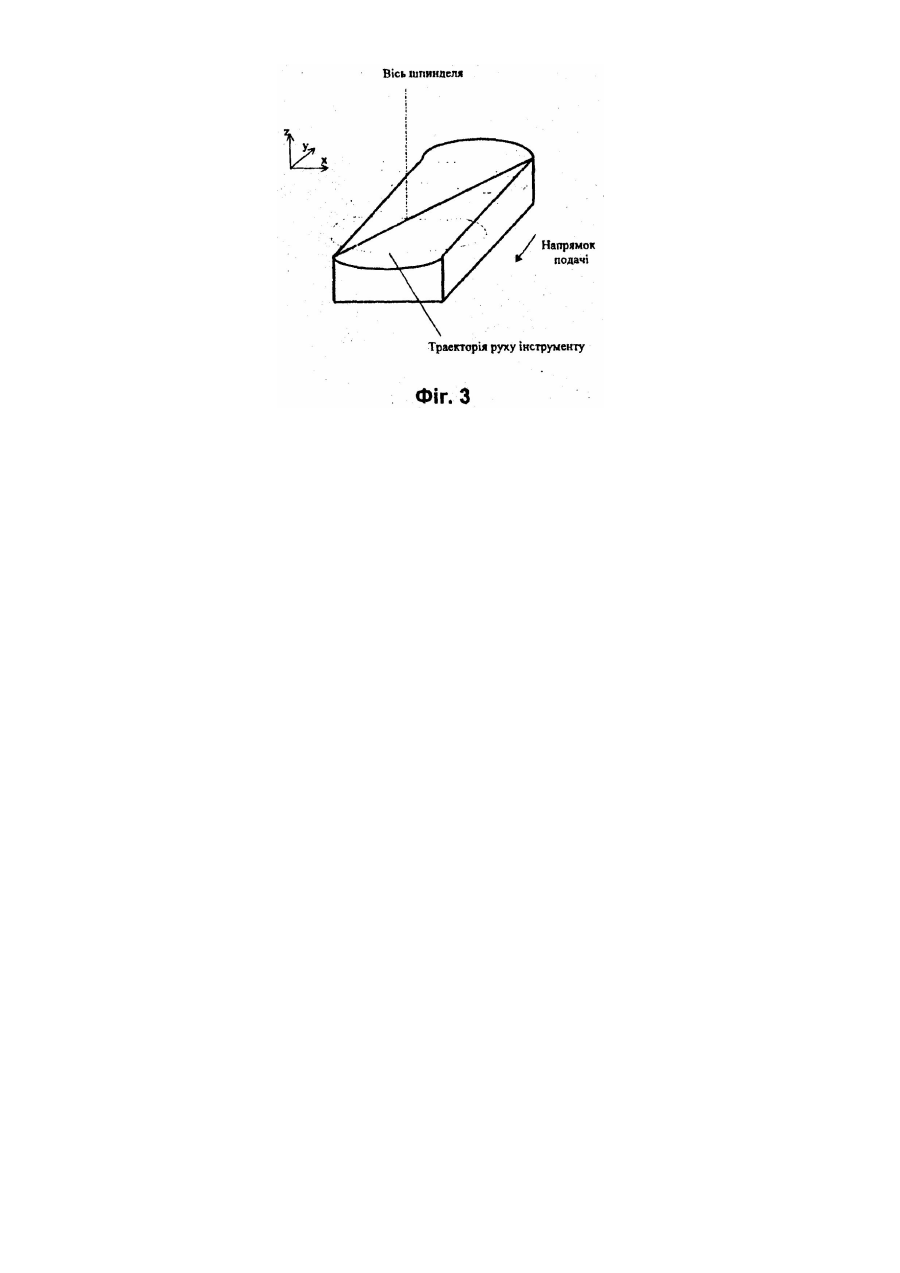
Винахід відноситься до верстатобудівної галузі та може бути використаний при обробці складних аеродинамічних поверхонь, гребних гвинтів та інших аналогічних поверхонь. В даний час реалізація обробки поверхонь подвійної кривизни зі змінною малкою, на трикоординатному верстаті з ЧПУ, ускладнена. При використанні верстатів з більшою кількістю координат зменшується продуктивність. Відома конструкція фрези зі змінною конусністю в процесі обробки (Обработка фасонных поверхностей на станках с числовым программным управлением. Родин П.Р., Линкин Г.А., Татаренко В.Н.," Техніка ", 1976, 200 с., С. 170), яка містить в собі ріжучі елементи, встановлені з можливістю настройки на заданий кут в процесі обробки, в залежності від величини оброблюваної малки. Недоліком такої конструкції є великі діаметральні розміри, невисока продуктивність та якість обробки, робота лише з використанням ЧПУ. Відома також конструкція фасонної фрези для обробки фасонних поверхонь (А. с. 1077719, МПК В 23 С 5/24, 1984 р.). Прямолінійні ножі утворюють два сімейства прямолінійних твірних однопорожнинного гіперболоїда. Ножі шарнірно з'єднані з корпусом, причому в місцях перетину одного сімейства з іншим ножі зв'язані між собою додатковими шарнірами. Таким чином вся система ножів утворює рухливу стержневу систему. Недоліком є невисока точність, жорсткість та невеликий перелік оброблюваних деталей. За прототип обрана фасонна фреза для обробки випукло-увігнутих поверхонь на верстатах з ЧПУ [А. с. 300263, МПК В 23 С 5/14, 1971 р.]. Фреза, яка містить в собі ріжучі елементи, встановлені з можливістю переміщення та з'єднані зі штоком, закріплена в шпинделі. Під час обробки поверхні ріжучий інструмент змінює кут нахилу ріжучих елементів до площини, яка проходить через вісь інструменту. Недоліком цієї фрези є невисока точність, якість обробленої поверхні, обов'язкове використання ЧПУ. Задачею винаходу є таке удосконалення фрезерної головки, в якій нове управління переміщенням ріжучого елемента дозволило б оброблювати поверхні подвійної кривизни зі змінною малкою на трикоординатному верстаті з ЧПУ, а також покращило б якість поверхні обробленої на трикоординатних верстатах з ЧПУ. Поставлена задача реалізується тим, що в фрезерній головці, яка містить в собі ріжучий елемент, встановлений з можливістю переміщення та з'єднаний зі штоком, закріпленій в шпинделі верстата, новим є те, що в її конструкцію введено ексцентрик, встановлений з можливістю взаємодії з поверхнею штока і з'єднаний через зубчасту передачу зі шпинделем верстата, причому ексцентрик встановлений з можливістю настройки величини ексцентриситету, а корпус, в якому розміщена зубчаста передача, встановлений з можливістю повороту навколо осі шпинделя верстата. Введення ексцентрика, встановленого з можливістю взаємодії з поверхнею штока і з'єднаного через зубчасту передачу зі шпинделем верстата, причому ексцентрик встановлено з можливістю настройки величини ексцентриситету, а корпус зубчастої передачі встановлено з можливістю повороту навколо осі шпинделя верстата, дозволило отримати можливість оброблювати поверхні подвійної кривизни зі змінною малкою на трикоординатних верстатах з ЧПУ, а подвійної кривизни зі змінною малкою на трикоординатних верстатах з ЧПУ, а також покращити якість поверхні обробленої на трикоординатних верстатах з ЧПУ. Суть винаходу пояснюється фіг. 1, 2, 3. На фіг. 1, 2 зображена конструкція фрезерної головки: на фіг. 1 перша частина фрезерної головки, закріплена в шпинделі верстата, на фіг. 2 - друга частина фрезерної головки, закріплена на станині. На фіг. 3 зображена схема обробки деталі, в якій у процесі обробки змінюється характер поверхні (з випуклої на вгнуту). Перша частина (фіг. 1) складається з різця (різців) 1, корпуса 2, який закріплюється в шпинделі верстата, штока 3, який є з'єднуючою ланкою між першою та другою частинами. Друга частина (фіг. 2) складається з корпуса 4, закріпленого на станині верстата, корпуса 5, закріпленого на корпусі 4, кінематичної ланки, яка складається з зубчастого колеса 6, блока зубчастих коліс 7 та зубчастого колеса 8. До складу другої частини також входить вал 9, вал настройки 10, ексцентрик 11, приводи 12 та 13. Настройка та обробка виконується по такій схемі. Для заданої деталі розраховуємо величину ексцентриситету Е. Роз'єднуємо вали 9 та 10 (під час обробки деталі вони з'єднані між собою та обертаються як одне ціле навколо осі вала 9) за допомогою приводу 12. Обертаючи вал настройки 10 за допомогою привода 12, встановлюємо розрахункову величину ексцентриситету. На фіг. 1 (вид А) зображено ексцентрик з трьома осями: а - вісь ексцентрика, b - вісь вала настройки 10, с - вісь вала 9. При обертанні вала настройки 10 разом з ним починає обертатися ексцентрик 11. Його вісь обертається навколо осі вала настройки 10 (пунктирне коло). Завдяки цьому змінюється відстань між осями валів 9 та 10. Після ввімкнення верстата обертальний рух від шпинделя передається корпусу 2. Завдяки тому, що корпус 2 з'єднаний шпонкою зі штоком 3, то починає обертатися і шток, а разом з ним і різець (різці) 1 прикріплений (прикріплені) до штока. Таким чином різець отримує головний рух - обертання різця навколо осі штока. Одночасно шпиндель 14 передає обертальний рух через зубчасті колеса 6, 7, 8, вали 9, 10 та привод 12 на ексцентрик 11, котрий, взаємодіючи зі штоком 4, дає задаючий зворотно-поступальний рух різцю 1. Таким чином при об'єднанні головного руху і задаючого руху отримаємо складну сідлоподібну траєкторію руху різця 1. Для обробки деталі в якій у процесі обробки змінюється характер поверхні (з випуклої на вгнуту) встановлюється привод 13, який з'єднаний з корпусом 5. При зміні характера поверхні привод 13 починає обертати корпус 5 навколо осі штока 3, а разом з корпусом 5 по конічному зубчастому колесу 6 починає обертатися конічне зубчасте колесо блока зубчастих коліс 7. В результаті блок зубчастих коліс 7 отримує додатковий обертальний рух 1 передає його через зубчасте колесо 8, вали 9, 10 та привод 12 на ексцентрик 11. Ексцентрик 11 обертається на додатковий кут і це призводить до зміни параметрів задаючого руху різця. А загалом і до зміни загальної траєкторії різця 1.
ДивитисяДодаткова інформація
Назва патенту англійськоюMilling head
Автори англійськоюPetrakov Yurii Volodymyrovych, Lutsenko Maksym Oleksandrovych
Назва патенту російськоюФрезерная головка
Автори російськоюПетраков Юрий Владимирович, Луценко Максим Александрович
МПК / Мітки
МПК: B23C 3/00
Код посилання
<a href="https://ua.patents.su/3-34540-frezerna-golovka.html" target="_blank" rel="follow" title="База патентів України">Фрезерна головка</a>
Багаторізцева головка для точіння
Номер патенту: 30761
Опубліковано: 15.12.2000
Автори: Кривий Петро Дмитрович, Нагорняк Степан Григорович, Юхименко Генадій Омелянович, Луців Ігор Володимирович
МПК: B23B 29/24
Мітки: багаторізцева, головка, точіння
Формула / Реферат:
Багаторізцева головка для точіння, яка містить корпус, встановлені в ньому різці з можливістю осьового переміщення відносно корпусу, встановлені рівномірно відносно один одного, яка відрізняється тим, що корпус виконаний у вигляді шестигранної пустотілої призми, на гранях якої через 120º виконані три наскрізні вікна, в яких на пружних напрямних встановлені різцетримачі з різцями, і кожний з різцетримачів встановлений з можливістю...
Промивна головка
Номер патенту: 514
Опубліковано: 15.09.2000
Автори: Захарова Катерина Петрівна, Захаров Петро Олексійович
Формула / Реферат:
Промивна головка, що містить змонтований на опорній трубі поворотний механізм, який включає турбіну, з'єднану з редуктором, а також сопла, яка відрізняється тим, що вона додатково оснащена миючими елементами, які механічно контактують з очищуваною поверхнею, при цьому вал турбінки розташовано перпендикулярно до опорної труби, а лопатки турбінки профільовано.
Багаторізцева головка для подрібнення стружки
Номер патенту: 33936
Опубліковано: 15.02.2001
Автор: Юхименко Генадій Омелянович
МПК: B23B 29/24
Мітки: подрібнення, стружки, головка, багаторізцева
Текст:
...на фіг. 1 показаний загальний вигляд головки - вигляд спереду; на фіг. 2 показано переріз А-А - механізм осциляцій різців; на фіг. 3 показаний вигляд Б - вигляд ззаду; на фіг. 4 показано переріз В-В; на фіг. 5 показано переріз Г-Г - положення механізму відводу різця та різцетримача під час різання; на фіг. 6 показано переріз Г-Г - положення механізму відводу різця та різцетримача під час врізання та відводу головки; на фіг. 7 показано переріз...
Різцева головка
Номер патенту: 18809
Опубліковано: 25.12.1997
Автор: Кінденко Віталій Дмитрович
МПК: B23B 5/08
Формула / Реферат:
Резцовая головка для обработки пруткового материала, содержащая корпус, связанный с ним многоместным резцедержатель и демпферы, количество которых соответствует количеству резцов, отличающаяся тем, что демпферы выполнены в виде штока с тарельчатыми пружинами, установленной на штоке с возможностью осевого перемещения поджимной втулки, размещенных на штоке крепежных гаек для ограничения хода поджимной втулки, и поршня, нижняя часть которого...
Головка тангенціальна шліфувальна (варіанти)
Номер патенту: 29370
Опубліковано: 16.10.2000
Автори: Прищепа Микола Петрович, Вороной Віталій Степанович, Щелкунов Єгор Єлисейович
МПК: B24B 41/00
Мітки: шліфувальна, головка, тангенціальна, варіанти
Формула / Реферат:
1. Головка тангенціальна шліфувальна, що містить корпус, встановлений на шпінделі за допомогою кульової пари, центр якої розміщено на осі шпінделя і подовжньої осі корпуса з рівнорозміщеними між собою і під кутом до осі корпуса валами, що мають можливість взаємно протилежного качання суміжних у кожній парі валів, осі яких перетинаються в одній точці, з закріпленими на них шліфувальними брусками, оброблюючі поверхні яких встановлено в одній...
Попередній патент: Затяжка шахтного кріплення
Наступний патент: Генератор для електроімпедансних вимірювань біологічних об’єктів
Випадковий патент: Пристрій для формування неперервного волокна із розплаву основних гірських порід