Електроліт латунювання
Номер патенту: 3522
Опубліковано: 27.12.1994
Автори: Гагнідзе Паата Варденовіч, Власенко Григорій Григорович, Гасвіані Нодарі Алєксандровіч, Митрофанов Віктор Валентинович, Малашок Андрій Миколайович, Циклаурі Омарі Георгієвіч, Дупак Людмила Григорівна, Мустяца Олег Никифорович, Зарубицький Олег Григорович
Формула / Реферат
Электролит латунирования стальных изделий подобрезинивание, включающий сульфаты меди и цинка, отличающийся тем, что он дополнительно содержит трилон Б, сульфосалициловую кислоту и сульфат натрия при следующем соотношении компонентов, г/л:
сульфат меди пятиводный
4-6
сульфат цинка семиводный
70-80
трилон Б двухводный
6-9
сульфосалициловая кислота двухводная
50-60
сульфат натрия
28-35
Текст
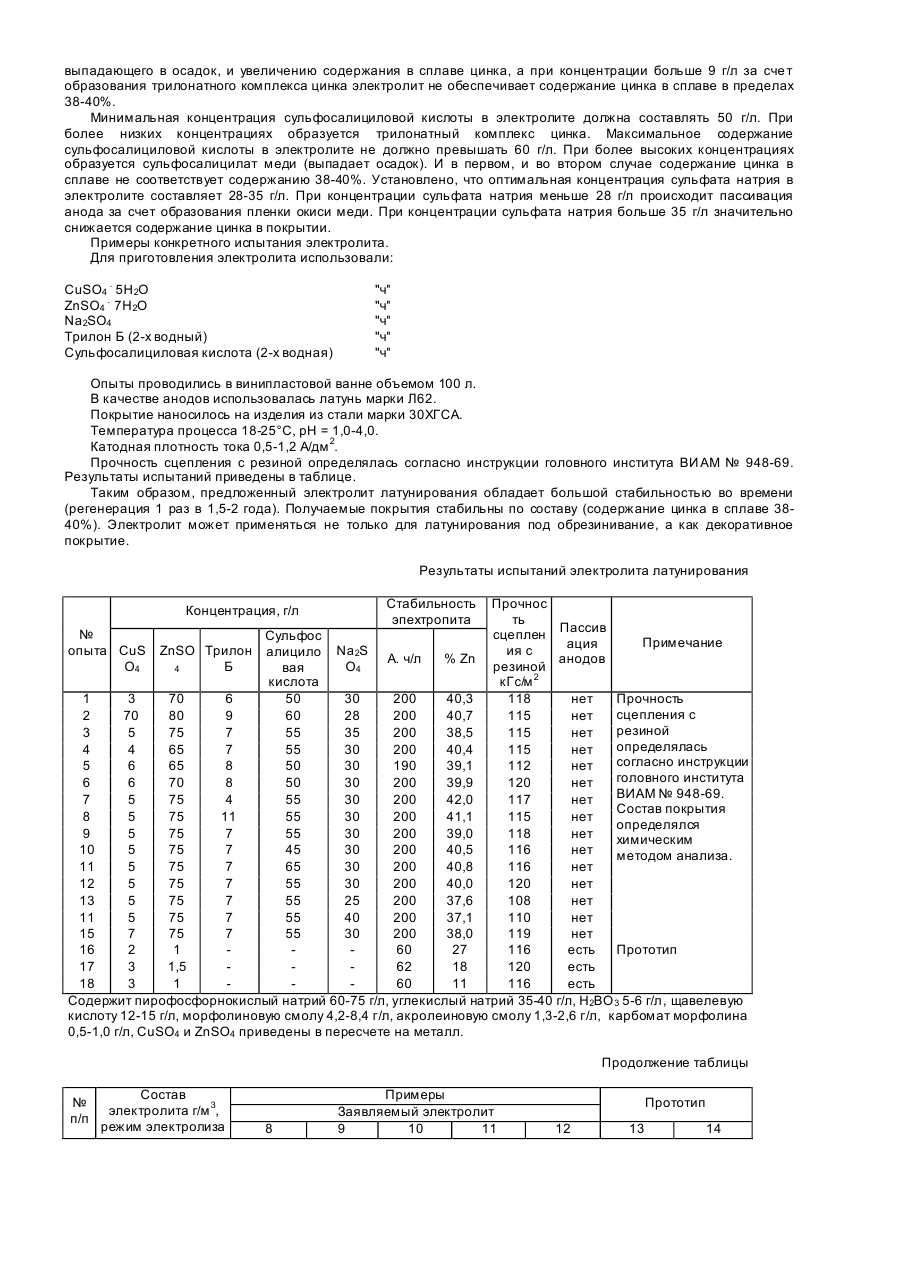
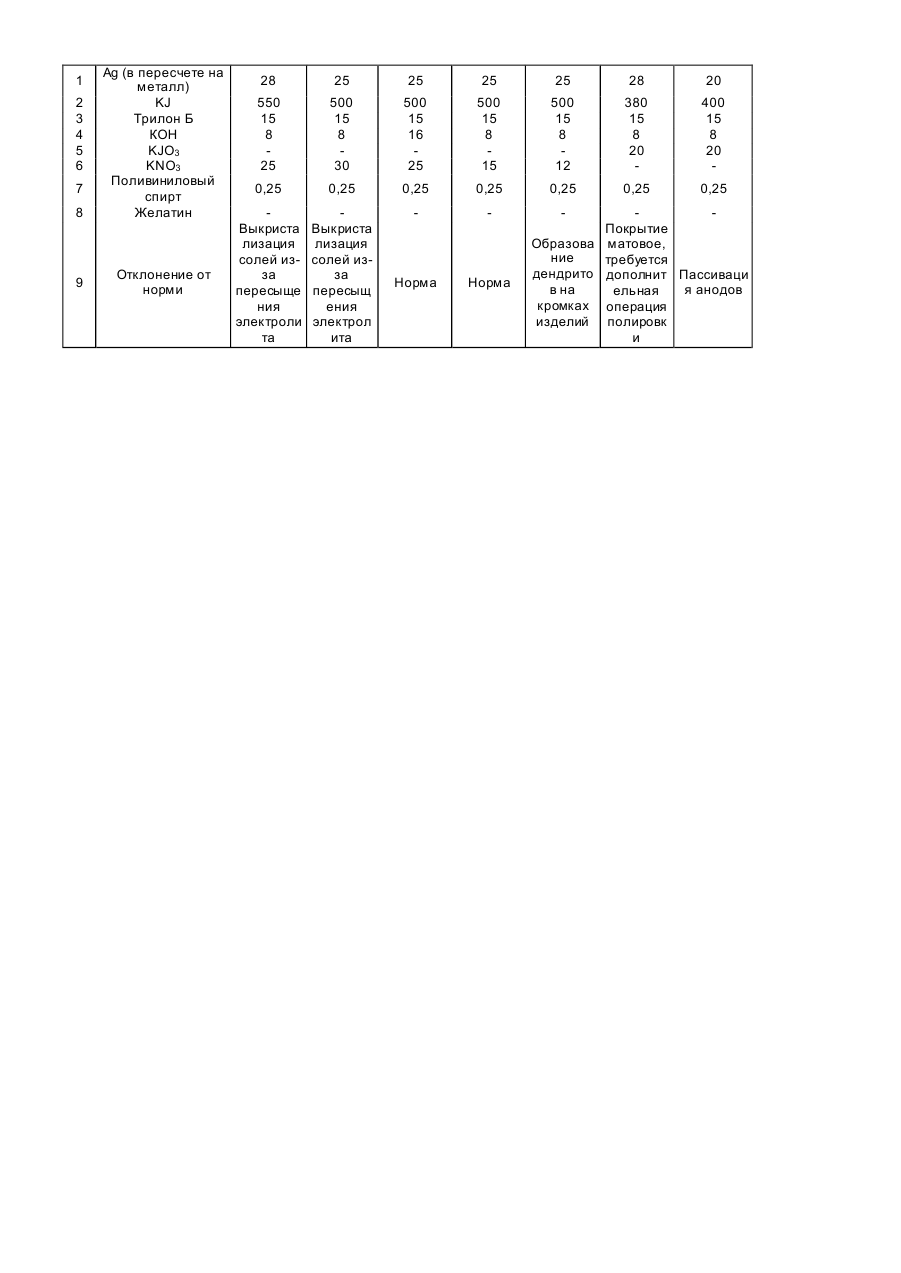
Изобретение относится к гальванотехнике и может применяться для латунирования изделий из различных марок сталей, в т.ч. под обрезинивание. Известны /1-8/ электролиты латунирования, содержащие кроме сернокислых солей меди и цинка пирофосфорнокислый натрий, борную кислоту (или щавелевую), соду кальцинированную /1/; пирофосфат калия и сульфосилициловокислый натрий /2/; пирофосфат калия, фосфорнокислый калий (одно- или двухзамещенный) и цианистый натрий /3/; пирофосфат калия, янтарная кислота и натрий титанил виннокислый /4/; пирофосфат калия, сульфосалициловокислый натрий и фосфорнокислый калий (одно- и двухзамещенный) /5/; серную кислоту, сахарин и родамин /6/; сегнетовую кислоту, сахарин и родамин /6/; сегнетовую соль, NaOH, желатину и b нафтол /7/; пирофосфат калия, 2,6-2,7 нафталиндисульфокислоту и трилон Б /8/. Недостатки данных электролитов следующие: - низкая стабильность электролитов из-за значительной скорости гидролиза пирофосфата /1-5; 7, 8/; - значительная пассивация анодов, что изменяет заданное соотношение компонентов при электролизе и снижает качество покрытия (1-5, 7, 8/; - повышенная токсичность /3/, при отмеченных выше недостатках; - электролит с H2SО4 позволяет получать покрытия с малым содержанием Zn (идет вытравливание Zn) /6/; - высокая скорость контактного выделения меди, что снижает адгезию покрытия /6/; - малая прочность сцепления покрытия с резиной (в пределах 20-30 кгс/см 2) /1-3/. Известен /9/ электролит, содержащий сульфат меди и цинка, пирофосфорнокислый натрий, углекислый натрий, Н2ВО3, щавелевую кислоту, морфолиновую смолу, акролеиновую смолу, карбонат морфолина и применяющийся для латунирования стали преимущественно под обрезинивание. Недостатки данного электролита следующие: - низкая стабильность электролита (срок службы электролита в пределах 60-65 А.ч/л); - состав покрытия не стабильный по содержанию цинка (колеблется в пределах 25-45%); - значительно пассивируются аноды; - для увеличения срока службы электролита необходима частая корректировка состава; - большое количество компонентов электролита затрудняют контроль его состава при корректировке; - требуется разработка специальных методов анализа; - многокомпонентность электролита повышает трудоемкость его приготовления и утилизации отходов. Данный электролит выбран в качестве прототипа, поскольку содержит сульфат меди и цинка, применяется для латунирования стали, преимущественно под обрезинивание. В основу изобретения поставлена задача усовершенствовать электролит латунирования путем дополнительного введения комплесообразователей и вещества, исключающего пассивацию анодов, позволяющих повысить стабильность электролита во времени и по составу покрытия, преимущественно под обрезинивание. Поставленная задача решается тем, что электролит латунирования стальных изделий под обрезинивание, включающий сульфаты меди и цинка, согласно изобретению, дополнительно содержит трилон Б, сульфосалициловую кислоту и сульфат натрия при следующем содержании компонентов, г/л: сульфат меди пятиводный сульфат цинка семиводный Трилон Б двухводный сульфосапициловая кислота двухводная сульфат натрия 4-6 70-80 6-9 50-60 28-35 Предлагаемый электролит латунирования обладает большой стабильностью (регенерация 1 раз в 1,5-2 года), что превышает базовый в 3,5 раза. Процесс регенерации проще и менее трудоемкий. Получаемые покрытия стабильны по составу (содержание цинка в сплаве 38-40%), в отличие от базового (содержание цинка в пределах 25-45%). Электролит легко готовится и надежно контролируется состав. Электролит готовят в следующем порядке. В 1/3 необходимого объема электролита (вода питьевая) растворяется расчетное количество сульфата меди и трилона Б. Аналогично готовится раствор сульфата цинка и сульфосалициловой кислоты. Оба раствора смешиваются в рабочую ванну, перемешиваются и добавляется необходимое количество сульфата натрия. После полного растворения последнего электролит готов к работе. В результате выполненных исследований также обнаружено, что в предлагаемом электролите полностью отсутствует пассивация анодов. Электролит может применяться не только для латунирования под обрезинивание, а как декоративное покрытие. Предлагаемый электролит позволяет получать блестящие покрытия на уровне, приведенном в источнике /5/. Установлено, что оптимальная концентрация сульфата меди в электролите составляет 4-6 г/л. Если концентрация сульфата меди меньше 4 г/л, то часть сульфата цинка связывается в трилонатный комплекс, что снижает содержание цинка в сплаве. При концентрации CuSО4 больше 6 г/л снижается стабильность электролита за счет образования сульфосалицилата меди, который выпадает в осадок. Оптимальная концентрация сульфата цинка в электролите составляет 70-80 г/л. Содержание сульфата цинка в электролите меньше 70 г/л приводит к образованию сульфосалицилата меди и снижению стабильности электролита, а увеличение концентрации ZnSО4 выше 80 г/л приводит к наличию в электролите не связанного сульфата и нарушению электрохимического процесса и снижению стабильности покрытия. В электролите присутствует трилон Б. Его оптимальная концентрация в электролите 6-9 г/л. Введение в электролит трилона Б меньше 6 г/л приводит к образованию сульфосалицилата меди, выпадающего в осадок, и увеличению содержания в сплаве цинка, а при концентрации больше 9 г/л за сче т образования трилонатного комплекса цинка электролит не обеспечивает содержание цинка в сплаве в пределах 38-40%. Минимальная концентрация сульфосалициловой кислоты в электролите должна составлять 50 г/л. При более низких концентрациях образуется трилонатный комплекс цинка. Максимальное содержание сульфосалициловой кислоты в электролите не должно превышать 60 г/л. При более высоких концентрациях образуется сульфосалицилат меди (выпадает осадок). И в первом, и во втором случае содержание цинка в сплаве не соответствует содержанию 38-40%. Установлено, что оптимальная концентрация сульфата натрия в электролите составляет 28-35 г/л. При концентрации сульфата натрия меньше 28 г/л происходит пассивация анода за счет образования пленки окиси меди. При концентрации сульфата натрия больше 35 г/л значительно снижается содержание цинка в покрытии. Примеры конкретного испытания электролита. Для приготовления электролита использовали: CuSО4 . 5Н2О ZnSО4 . 7Н2О Na2SО4 Трилон Б (2-х водный) Сульфосалициловая кислота (2-х водная) "ч" "ч" "ч" "ч" "ч" Опыты проводились в винипластовой ванне объемом 100 л. В качестве анодов использовалась латунь марки Л62. Покрытие наносилось на изделия из стали марки 30ХГСА. Температура процесса 18-25°С, pH = 1,0-4,0. Катодная плотность тока 0,5-1,2 А/дм 2. Прочность сцепления с резиной определялась согласно инструкции головного института ВИ АМ № 948-69. Результаты испытаний приведены в таблице. Таким образом, предложенный электролит латунирования обладает большой стабильностью во времени (регенерация 1 раз в 1,5-2 года). Получаемые покрытия стабильны по составу (содержание цинка в сплаве 3840%). Электролит может применяться не только для латунирования под обрезинивание, а как декоративное покрытие. Результаты испытаний электролита латунирования Прочнос ть № сцеплен Пассив Сульфос Примечание ация опыта CuS ZnSO Трилон алицило Na2S ия с А. ч/л % Zn анодов O4 Б O4 резиной 4 вая кислота кГс/м 2 1 3 70 6 50 30 200 40,3 118 нет Прочность сцепления с 2 70 80 9 60 28 200 40,7 115 нет резиной 3 5 75 7 55 35 200 38,5 115 нет определялась 4 4 65 7 55 30 200 40,4 115 нет согласно инструкции 5 6 65 8 50 30 190 39,1 112 нет головного института 6 6 70 8 50 30 200 39,9 120 нет ВИАМ № 948-69. 7 5 75 4 55 30 200 42,0 117 нет Состав покрытия 8 5 75 11 55 30 200 41,1 115 нет определялся 9 5 75 7 55 30 200 39,0 118 нет химическим 10 5 75 7 45 30 200 40,5 116 нет методом анализа. 11 5 75 7 65 30 200 40,8 116 нет 12 5 75 7 55 30 200 40,0 120 нет 13 5 75 7 55 25 200 37,6 108 нет 11 5 75 7 55 40 200 37,1 110 нет 15 7 75 7 55 30 200 38,0 119 нет 16 2 1 60 27 116 есть Прототип 17 3 1,5 62 18 120 есть 18 3 1 60 11 116 есть Содержит пирофосфорнокислый натрий 60-75 г/л, углекислый натрий 35-40 г/л, Н2ВО 3 5-6 г/л, щавелевую кислоту 12-15 г/л, морфолиновую смолу 4,2-8,4 г/л, акролеиновую смолу 1,3-2,6 г/л, карбомат морфолина 0,5-1,0 г/л, CuSO4 и ZnSО4 приведены в пересчете на металл. Концентрация, г/л Стабильность эпехтропита Продолжение таблицы № п/п Состав электролита г/м 3, режим электролиза 8 Примеры Заявляемый электролит 9 10 11 Прототип 12 13 14 8 Аg (в пересчете на металл) KJ Трилон Б КОН KJO3 KNO3 Поливиниловый спирт Желатин 9 Отклонение от норми 1 2 3 4 5 6 7 28 25 25 25 25 28 20 550 15 8 25 500 15 8 30 500 15 16 25 500 15 8 15 500 15 8 12 380 15 8 20 400 15 8 20 0,25 0,25 0,25 0,25 0,25 0,25 0,25 Выкриста лизация солей изза пересыще ния электроли та Выкриста лизация солей изза пересыщ ения электрол ита Норма Норма Покрытие Образова матовое, ние требуется дендрито дополнит Пассиваци в на я анодов ельная кромках операция изделий полировк и
ДивитисяДодаткова інформація
Назва патенту англійськоюBrass solution
Автори англійськоюMalashok Andrii Mykolaiovych, Vlasenko Hryhorii Hryhorovych, Helman Oleksandr Davydovych, Dupak Liudmyla Hryhorivna, Mytrofanov Viktor Valentynovych
Назва патенту російськоюЭлектролит латунирования
Автори російськоюМалашок Андрей Николаевич, Власенко Григорий Григорьевич, Зарубицкий Олег Григорьевич, Дупак Людмила Григорьевна, Митрофанов Виктор Валентинович
МПК / Мітки
МПК: C25D 3/56
Мітки: латунювання, електроліт
Код посилання
<a href="https://ua.patents.su/3-3522-elektrolit-latunyuvannya.html" target="_blank" rel="follow" title="База патентів України">Електроліт латунювання</a>
Електроліт сріблення

Номер патенту: 3521
Опубліковано: 27.12.1994
Автори: Дарсалія Маміа Захаровіч, Тварадзе Ольга Отаровна, Циклаурі Омарі Георгієвіч, Власенко Григорій Григорович, Варсімашвілі Валерій Вікторовіч, Кокілашвілі Рауль Германовіч, Зарубицький Олег Григорович, Гвенцадзе Асматі Ісідоровна, Малашок Андрій Миколайович
МПК: C25D 3/02
Мітки: сріблення, електроліт
Формула / Реферат:
Электролит серебрения, содержащий иодиды серебра и калия, трилон Б (динатриевая соль этилендиаминтетрауксусной кислоты) и гидрат окиси калия, отличающийся тем, что он дополнительно содержит калий азотнокислый и поливиниловый спирт при следующем соотношении компонентов, г/л: серебро йодистое (в пересчете на металл) 18-25 калий йодистый 380-500 трилон Б ...
Електроліт для одержання молібдено-вольфрамового порошку
Номер патенту: 4262
Опубліковано: 27.12.1994
Автори: Буряк Микола Іванович, Бандур Віктор Аркадійович, Безарашвілі Леван Рафаелович, Волков Сергій Васильович, Счастлівцев Сергій Вікторович
МПК: C25C 5/00
Мітки: одержання, електроліт, молібдено-вольфрамового, порошку
Формула / Реферат:
Электролит для получения молибдено-вольфрамового порошка электролизом из расплавов, содержащий оксиды молибдена и вольфрама, отличающийся тем, что, с целью повышения дисперсности порошка и снижения температуры расплава, он дополнительно содержит натрий фосфорнокислый мета и натрий хлористый при следующих соотношениях компонентов в расплаве, маc. %:натрий фосфорнокислый мета 60-68 натрий...
Hеводhий малополярhий електроліт

Номер патенту: 896
Опубліковано: 15.12.1993
Автори: Губа Микола Федорович, Походенко Віталій Дмитрович
МПК: H01M 6/14, H01M 6/16, H01M 10/36
Мітки: hеводhий, електроліт, малополярhий
Формула / Реферат:
1. Неводный малополярный электролит на основе краун-эфира, неорганической соли щелочного металла, органического растворителя, выбранного из группы, содержащей неполярный и малополярный растворители, отличающийся тем, что электролит в качестве краун-эфира содержит 15-краун-5, при следующем соотношении компонентов (моль/л):2. Неводный малополярный электролит по п. 1, отличающийся тем, что в качестве неорганической соли содержит...
Композиція для антикорозійного покриття

Номер патенту: 668
Опубліковано: 15.12.1993
Автор: Терліковський Євгеній Васильович
Мітки: антикорозійного, покриття, композиція
Формула / Реферат:
Композиция для антикоррозионного покрытия, включающая силикат щелочного металла, порошок цинка, силикатизатор и воду, отличающаяся тем, что, с целью обеспечения устойчивости покрытия в твердеющем бетоне и придания ему протекторных свойств, в качестве силикатизатора композиция содержит натрий кремнефтористый и дополнительно содержит этиленгликоль или глицерин при следуюшем соотношении компонентов, мас.%:силикат щелочного металла...
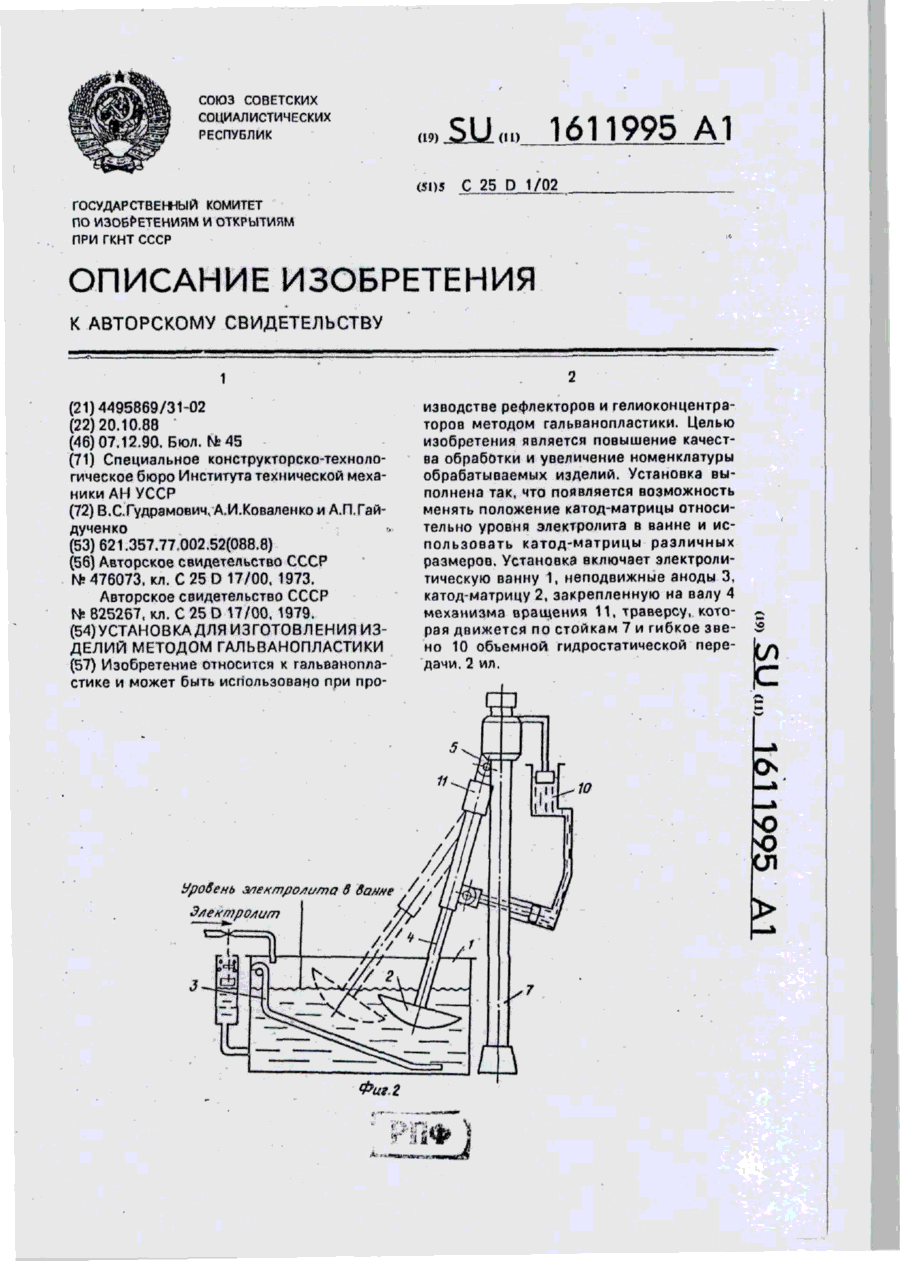
Установка для виготовлення виробів засобом гальванопластики
Номер патенту: 1581
Опубліковано: 25.10.1994
Автори: Коваленко Олександр Іванович, Гайдученко Анатолій Павлович, Гудрамович Вадім Сергійович
МПК: C25D 1/00
Мітки: засобом, виробів, установка, виготовлення, гальванопластики
Формула / Реферат:
Установка для изготовления изделий методом гальванопластики, преимущественно рефлек торов больших зеркальных антени и гелиоконцентраторов, содержащая ванну для электролита, неподвижный анод, катод-матрицу, размещенные на валу механизма ее вращения, закрепленного с возможностью вертикального перемещения на траверсе, и устройство для поддержания постоянного уровня электролита в ванне, отличающаяся тем, что, с целью повышения качества...
Попередній патент: Спосіб виміру маси ртуті в розрядній лампі низького тиску
Наступний патент: Спосіб компенсації осьової неузгодженності елементів одномодової волоконно-оптичної системи
Випадковий патент: Опалювальний твердопаливний котел з регульованою подачею окислювача