Електроліт сріблення
Номер патенту: 3521
Опубліковано: 27.12.1994
Автори: Варсімашвілі Валерій Вікторовіч, Дарсалія Маміа Захаровіч, Тварадзе Ольга Отаровна, Гвенцадзе Асматі Ісідоровна, Власенко Григорій Григорович, Циклаурі Омарі Георгієвіч, Зарубицький Олег Григорович, Кокілашвілі Рауль Германовіч, Малашок Андрій Миколайович

Формула / Реферат
Электролит серебрения, содержащий иодиды серебра и калия, трилон Б (динатриевая соль этилендиаминтетрауксусной кислоты) и гидрат окиси калия, отличающийся тем, что он дополнительно содержит калий азотнокислый и поливиниловый спирт при следующем соотношении компонентов, г/л:
серебро йодистое (в пересчете на металл)
18-25
калий йодистый
380-500
трилон Б
10-20
калия гидрат окиси
8-16
калий азотнокислый
15-25
спирт поливиниловый
0,15-0,25
Текст
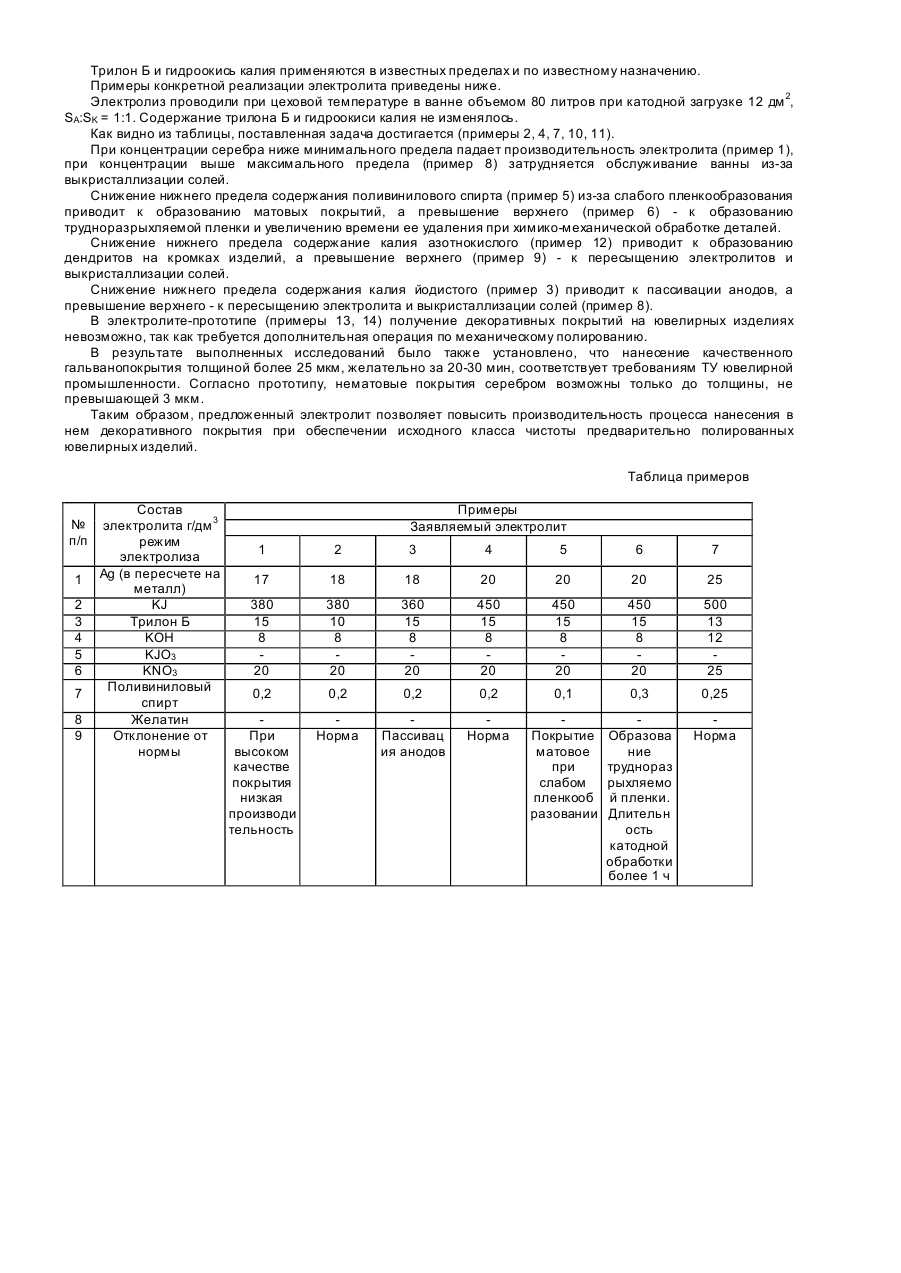
Изобретение относится к гальванотехнике драгоценных и редких металлов и может быть использовано для серебрения ювелирных изделий из сплавов меди (мельхиора, бронзы, латуни). Известны [1] электролиты серебрения ювелирных изделий цианистый и дициано-аргентатно-роданидный с блескообразующими добавками на основе селена с применением предварительного амальгамирования ртутью. Недостаток данного электролита - применение цианидов ртути и селена в технологии, ставит ее в ряд особоопасных для окружающей среды и обслуживающего персонала. Известен [2] иодидный электролит серебрения, содержащий, г/дм 3: иодид серебра (в пересчете на металл) 6-18, иодид калия 280-380, иодат калия 5-28, трилон Б 10-20, гидроокись калия (до pH = 10,5/12,5) 8-16, желатин 1,5-3,0, катодная плотность тока 0,1-0,5 А/дм 2. Предварительное амальгирование ртутью не требуе тся. Покрытия матовые, светлые, мелкокристаллические. Недостаток данного электролита (прототипа) - низкая производительность и ухудшение класса чистоты предварительно полированной поверхности за счет увеличения матовости покрытий, начиная с толщины в 3-4 мкм, что приводит к необходимости повторной полировки поверхности и увеличению безвозвратных потерь серебра. Данный электролит выбран в качестве прототипа, поскольку включает применение иодида серебра, иодида калия, трилона Б, гидроокиси калия и применяется для серебрения ювелирных изделий. В основу изобретения поставлена задача усовершенствования электролита серебрения путем дополнительного введения пленкообразующей добавки и вещества, обеспечивающего возможность вести электролиз при повышенной плотности тока, позволяющие исключить снижение класса чистоты предварительно полированных ювелирных изделий и за счет этого повысить производительность процесса нанесения в нем декоративного покрытия. Поставленная задача решается тем, что в электролит серебрения, содержащий иодиды серебра и калия, грилон Б (динатриевая соль этилендиаминтетрауксусной кислоты) и гидрат окиси калия, согласно изобретению, дополнительно содержит калий азотнокислый и поливиниловый спирт при следующем соотношении компонентов, г/л: серебро йодистое (в пересчете на металл) калий йодистый трилон Б калия гидрат окиси калий азотнокислый спирт поливиниловый 18-25 380-500 10-20 8-16 15-25 0,15-0,25 Процесс серебрения ведут при температуре 18-25°С, катодной плотности тока 0,5-1,5 А/дм 2, SА:SK = 1:1. Применяют серебряные аноды. Скорость наращивания покрытия 18-54 мкм/час. Необходимым условием проявления обнаруженного эффекта является совокупное введение в электролит вместо иодата калия и желатина - калия азотнокислого и поливинилового спирта. Роль последних заключается в том, что в момент начала электролиза на поверхности катода образуется проницаемая полимерная пленка, под которой происходит формирование ультрамикрокристаллического серебряного покрытия, не ухудшающего класс чистоты предварительно полированной поверхности, а калий азотнокислый обеспечивает возможность вести электролиз при повышенной плотности тока без образования шероховатости на кромках катода. Следует предположить, что здесь проявляется так называемый pH-эффект при участии нитрат-ионов в катодном процессе. Обнаружено, что образующаяся полимерная пленка легко удаляется с поверхности изделия после прекращения электролиза химико-механическим способом - 3-5 минутной катодной обработкой в стандартной горячей ванне обезжиривания с последующей протиркой ветошью, при этом разрыхленная полимерная пленка легко снимается, обнажая поверхность с заданным классом чистоты. Установлено, что оптимальная концентрация поливинилового спирта составляет 0,15-0,25 г/дм 3, а азотнокислого калия 15-25 г/дм 3. Минимальная концентрация поливинилового спирта должна составлять 0,15 г/дм 3. При более низких концентрациях наблюдается слабое пленкообразование и покрытие становится матовым. Максимальное содержание поливинилового спирта не должно превышать 0,25 г/дм 3. При более высоких концентрациях образуется мощная полимерная пленка, для разрыхления которой требуется длительная (1 ч и более) катодная обработка в горячей ванне обезжиривания, что нецелесообразно. Минимальная концентрация азотнокислого калия в электролите не должна составлять 15 г/дм 3. При более низких концентрациях, начиная с плотности тока 0,5 А/дм 2. происходит образование дендритов на кромках изделий. Снижается производительность и качество. Максимальное содержание азотнокислого калия в электролите не должно превышать 15 г/дм 3. При более высоких концентрациях азотнокислого калия начинается пересыщение электролита и выкристаллизация солей, что затрудняет обслуживание ванны и снижает производительность. В электролите присутствуют также иодид серебра и иодид калия. Назначение данных компонентов обеспечить оптимальные условия и стабильность процесса при плотностях тока 0,5-1,5 А/дм 2. Минимальное содержание серебра (в пересчете на металл) не должно быть меньшим 18 г/дм 3, в противном случае плотность тока снижается ниже 0,5 А/дм 2. Максимальная концентрация серебра в электролите (в пересчете на металл) не должна превышать 25 г/дм 3. При более высоких концентрациях серебра требуется повышенный расход калия йодистого - больше 500 г/м 3. что приводит к пересыщению электролита, выкристаллизации солей, что также затрудняет обслуживание ванны, снижает производительность. Трилон Б и гидроокись калия применяются в известных пределах и по известному назначению. Примеры конкретной реализации электролита приведены ниже. Электролиз проводили при цеховой температуре в ванне объемом 80 литров при катодной загрузке 12 дм 2, SA:SK = 1:1. Содержание трилона Б и гидроокиси калия не изменялось. Как видно из таблицы, поставленная задача достигается (примеры 2, 4, 7, 10, 11). При концентрации серебра ниже минимального предела падает производительность электролита (пример 1), при концентрации выше максимального предела (пример 8) затрудняется обслуживание ванны из-за выкристаллизации солей. Снижение нижнего предела содержания поливинилового спирта (пример 5) из-за слабого пленкообразования приводит к образованию матовых покрытий, а превышение верхнего (пример 6) - к образованию трудноразрыхляемой пленки и увеличению времени ее удаления при химико-механической обработке деталей. Снижение нижнего предела содержание калия азотнокислого (пример 12) приводит к образованию дендритов на кромках изделий, а превышение верхнего (пример 9) - к пересыщению электролитов и выкристаллизации солей. Снижение нижнего предела содержания калия йодистого (пример 3) приводит к пассивации анодов, а превышение верхнего - к пересыщению электролита и выкристаллизации солей (пример 8). В электролите-прототипе (примеры 13, 14) получение декоративных покрытий на ювелирных изделиях невозможно, так как требуется дополнительная операция по механическому полированию. В результате выполненных исследований было также установлено, что нанесение качественного гальванопокрытия толщиной более 25 мкм, желательно за 20-30 мин, соответствует требованиям ТУ ювелирной промышленности. Согласно прототипу, нематовые покрытия серебром возможны только до толщины, не превышающей 3 мкм. Таким образом, предложенный электролит позволяет повысить производительность процесса нанесения в нем декоративного покрытия при обеспечении исходного класса чистоты предварительно полированных ювелирных изделий. Таблица примеров № п/п 1 2 3 4 5 6 7 8 9 Состав электролита г/дм 3 режим электролиза Ag (в пересчете на металл) KJ Трилон Б KOH KJO3 KNO3 Поливиниловый спирт Желатин Отклонение от нормы Примеры Заявляемый электролит 1 2 3 4 5 6 7 17 18 18 20 20 20 25 380 15 8 20 380 10 8 20 360 15 8 20 450 15 8 20 450 15 8 20 450 15 8 20 500 13 12 25 0,2 0,2 0,2 0,2 0,1 0,3 0,25 При высоком качестве покрытия низкая производи тельность Норма Пассивац ия анодов Норма Покрытие матовое при слабом пленкооб разовании Образова ние труднораз рыхляемо й пленки. Длительн ость катодной обработки более 1 ч Норма
ДивитисяДодаткова інформація
Назва патенту англійськоюSilver-plating solution
Автори англійськоюHelman Oleksandr Davydovych, Malashok Andrii Mykolaiovych, Vlasenko Hryhorii Hryhorovych
Назва патенту російськоюЭлектролит серебренния
Автори російськоюЗарубицкий Олег Григорьевич, Малашок Андрей Николаевич, Власенко Григорий Григорьевич
МПК / Мітки
МПК: C25D 3/02
Мітки: сріблення, електроліт
Код посилання
<a href="https://ua.patents.su/2-3521-elektrolit-sriblennya.html" target="_blank" rel="follow" title="База патентів України">Електроліт сріблення</a>
Електроліт для одержання молібдено-вольфрамового порошку
Номер патенту: 4262
Опубліковано: 27.12.1994
Автори: Счастлівцев Сергій Вікторович, Бандур Віктор Аркадійович, Волков Сергій Васильович, Безарашвілі Леван Рафаелович, Буряк Микола Іванович
МПК: C25C 5/00
Мітки: одержання, молібдено-вольфрамового, електроліт, порошку
Формула / Реферат:
Электролит для получения молибдено-вольфрамового порошка электролизом из расплавов, содержащий оксиды молибдена и вольфрама, отличающийся тем, что, с целью повышения дисперсности порошка и снижения температуры расплава, он дополнительно содержит натрий фосфорнокислый мета и натрий хлористый при следующих соотношениях компонентов в расплаве, маc. %:натрий фосфорнокислый мета 60-68 натрий...
Hеводhий малополярhий електроліт

Номер патенту: 896
Опубліковано: 15.12.1993
Автори: Походенко Віталій Дмитрович, Губа Микола Федорович
МПК: H01M 10/36, H01M 6/14, H01M 6/16
Мітки: електроліт, hеводhий, малополярhий
Формула / Реферат:
1. Неводный малополярный электролит на основе краун-эфира, неорганической соли щелочного металла, органического растворителя, выбранного из группы, содержащей неполярный и малополярный растворители, отличающийся тем, что электролит в качестве краун-эфира содержит 15-краун-5, при следующем соотношении компонентов (моль/л):2. Неводный малополярный электролит по п. 1, отличающийся тем, что в качестве неорганической соли содержит...
Спосіб здобування срібла із відпрацьованих електролітів
Номер патенту: 4156
Опубліковано: 27.12.1994
Автори: Клімент'єва Галина Олександрівна, Єрмаков Анатолій Олександрович, Андріанов Анатолій Михайлович
МПК: C22B 11/00, C01G 5/00
Мітки: електролітів, спосіб, відпрацьованих, здобування, срібла
Формула / Реферат:
Способ извлечения серебра из отработанных электролитов, содержащих его в виде дицианоар-гентата, включающий обработку раствора реагентом, перемешивание и отделение осадка, отличающийся тем, что, с целью улучшения условий труда, уменьшения экологической опасности и упрощения процесса, в качестве раствора реагента используют раствор пероксида водорода, обработку раствора ведут при массовом соотношении цианид-ионов и пероксида водорода,...
Спосіб одержання магнію і хлору електролізом
Номер патенту: 2776
Опубліковано: 26.12.1994
Автори: Пришляк Лариса Гілярівна, Кондратенко Анатолій Борисович, Романенко Олег Миколайович, Хабер Микола Васильович, Бородайкевич Зіновій Петрович, Буділова Раїса Афанасівна, Лунькова Юлія Миколаївна
Мітки: магнію, одержання, хлору, електролізом, спосіб
Формула / Реферат:
Способ получения магния и хлора электролизом обезвоженного карналлита в расплаве хлористых солей, включающий корректировку хлоридом калия в твердом виде, отличающийся тем, что, с целью упрощения ведения технологического процесса и повышения выхода магния по току, хлорид калия вводят в карналлит перед обезвоживанием до массового соотношения
Флюс для нанесення алюмоцинкових покриттів
Номер патенту: 1386
Опубліковано: 25.03.1994
Автори: Зехов Сергій Васильович, Сухомлін Андрій Іванович, Гладуш Василь Макарович, Власова Валентина Петрівна, Сидорова Наталія Миколаївна, Норвилло Надія Юріївна, Проскурін Євген Васильович, Мітніков Ілля Юхимович, Вербицька Альбіна Олександрівна
МПК: C23C 2/30
Мітки: покриттів, алюмоцинкових, флюс, нанесення
Формула / Реферат:
Флюс для нанесения алюмоцинковых покрытий на стальные изделия, содержащий хлористый цинк, хлористый натрий, хлористый литий и воду, отличающийся тем, что флюс дополнительно содержит карналлит и кислый сернокислый калий при следующем соотношении компонентов, г/л:
Попередній патент: Спосіб контролю мікросхем транзисторно-транзисторної логіки з діодами шотткі
Наступний патент: Спосіб вирощування злакових культур
Випадковий патент: Спосіб дегазації газоносних родовищ