Спосіб виготовлення сегмента косаркового ножа
Номер патенту: 35448
Опубліковано: 25.09.2008
Автори: Білокопитов Борис Олександрович, Пекшев Петро Іванович
Формула / Реферат
Спосіб виготовлення сегмента косаркового ножа, що включає мірне різання листа металу на смуги, вирубку в смузі отворів і таврування сегментів, карбування зубів лез сегментів з утворенням пуклей, шліфування пуклей на лезах сегментів і разрубку смуги на сегменти, причому в смузі одночасно обробляють щонайменше два ряди сегментів, який відрізняється тим, що в процесі карбування зубів лез сегментів утворення пуклей виконують шляхом витяжки металу смуги в області лез сегментів, а після шліфування пуклей одержують пази між поруч розташованими лезами сегментів кожного ряду.
Текст
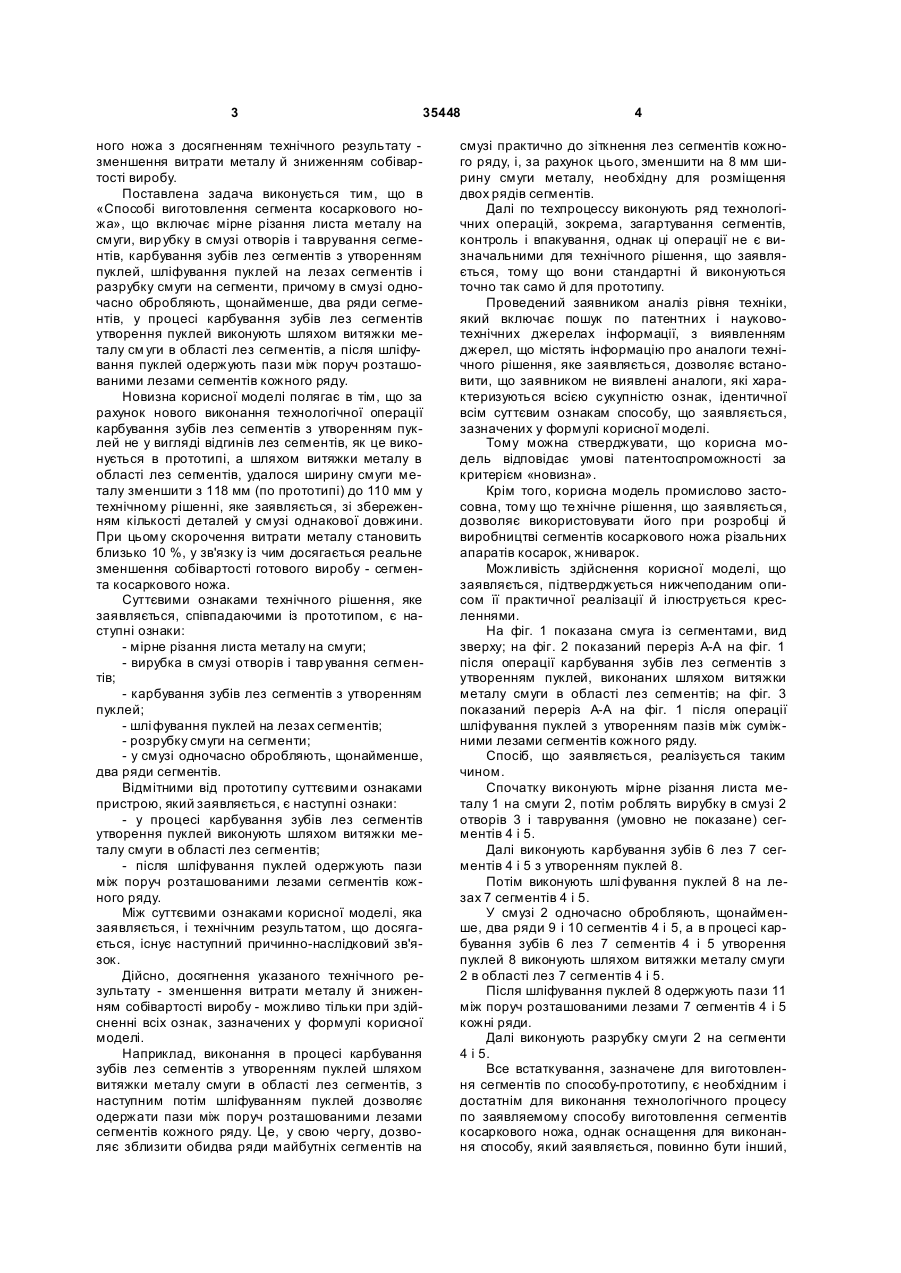
Спосіб виготовлення сегмента косаркового ножа, що включає мірне різання листа металу на смуги, вир убку в смузі отворів і таврування сегме 3 35448 ного ножа з досягненням технічного результату зменшення витрати металу й зниженням собівартості виробу. Поставлена задача виконується тим, що в «Способі виготовлення сегмента косаркового ножа», що включає мірне різання листа металу на смуги, вир убку в смузі отворів і таврування сегментів, карбування зубів лез сегментів з утворенням пуклей, шліфування пуклей на лезах сегментів і разрубку смуги на сегменти, причому в смузі одночасно обробляють, щонайменше, два ряди сегментів, у процесі карбування зубів лез сегментів утворення пуклей виконують шляхом витяжки металу см уги в області лез сегментів, а після шліфування пуклей одержують пази між поруч розташованими лезами сегментів кожного ряду. Новизна корисної моделі полягає в тім, що за рахунок нового виконання технологічної операції карбування зубів лез сегментів з утворенням пуклей не у вигляді відгинів лез сегментів, як це виконується в прототипі, а шляхом витяжки металу в області лез сегментів, удалося ширину смуги металу зменшити з 118 мм (по прототипі) до 110 мм у технічному рішенні, яке заявляється, зі збереженням кількості деталей у смузі однакової довжини. При цьому скорочення витрати металу становить близько 10 %, у зв'язку із чим досягається реальне зменшення собівартості готового виробу - сегмента косаркового ножа. Суттєвими ознаками технічного рішення, яке заявляється, співпадаючими із прототипом, є наступні ознаки: - мірне різання листа металу на смуги; - вирубка в смузі отворів і тавр ування сегментів; - карбування зубів лез сегментів з утворенням пуклей; - шлі фування пуклей на лезах сегментів; - розрубку смуги на сегменти; - у смузі одночасно обробляють, щонайменше, два ряди сегментів. Відмітними від прототипу суттєвими ознаками пристрою, який заявляється, є наступні ознаки: - у процесі карбування зубів лез сегментів утворення пуклей виконують шляхом витяжки металу смуги в області лез сегментів; - після шліфування пуклей одержують пази між поруч розташованими лезами сегментів кожного ряду. Між суттєвими ознаками корисної моделі, яка заявляється, і технічним результатом, що досягається, існує наступний причинно-наслідковий зв'язок. Дійсно, досягнення указаного технічного результату - зменшення витрати металу й зниженням собівартості виробу - можливо тільки при здійсненні всіх ознак, зазначених у формулі корисної моделі. Наприклад, виконання в процесі карбування зубів лез сегментів з утворенням пуклей шляхом витяжки металу смуги в області лез сегментів, з наступним потім шліфуванням пуклей дозволяє одержати пази між поруч розташованими лезами сегментів кожного ряду. Це, у свою чергу, дозволяє зблизити обидва ряди майбутніх сегментів на 4 смузі практично до зіткнення лез сегментів кожного ряду, і, за рахунок цього, зменшити на 8 мм ширину смуги металу, необхідну для розміщення двох рядів сегментів. Далі по техпроцессу виконують ряд технологічних операцій, зокрема, загартування сегментів, контроль і впакування, однак ці операції не є визначальними для технічного рішення, що заявляється, тому що вони стандартні й виконуються точно так само й для прототипу. Проведений заявником аналіз рівня техніки, який включає пошук по патентних і науковотехнічних джерелах інформації, з виявленням джерел, що містять інформацію про аналоги технічного рішення, яке заявляється, дозволяє встановити, що заявником не виявлені аналоги, які характеризуються всією сукупністю ознак, ідентичної всім суттєвим ознакам способу, що заявляється, зазначених у формулі корисної моделі. Тому можна стверджувати, що корисна модель відповідає умові патентоспроможності за критерієм «новизна». Крім того, корисна модель промислово застосовна, тому що те хнічне рішення, що заявляється, дозволяє використовувати його при розробці й виробництві сегментів косаркового ножа різальних апаратів косарок, жниварок. Можливість здійснення корисної моделі, що заявляється, підтверджується нижчеподаним описом її практичної реалізації й ілюструється кресленнями. На фіг. 1 показана смуга із сегментами, вид зверху; на фіг. 2 показаний переріз А-А на фіг. 1 після операції карбування зубів лез сегментів з утворенням пуклей, виконаних шляхом витяжки металу смуги в області лез сегментів; на фіг. 3 показаний переріз А-А на фіг. 1 після операції шліфування пуклей з утворенням пазів між суміжними лезами сегментів кожного ряду. Спосіб, що заявляється, реалізується таким чином. Спочатку виконують мірне різання листа металу 1 на смуги 2, потім роблять вирубку в смузі 2 отворів 3 і таврування (умовно не показане) сегментів 4 і 5. Далі виконують карбування зубів 6 лез 7 сегментів 4 і 5 з утворенням пуклей 8. Потім виконують шлі фування пуклей 8 на лезах 7 сегментів 4 і 5. У смузі 2 одночасно обробляють, щонайменше, два ряди 9 і 10 сегментів 4 і 5, а в процесі карбування зубів 6 лез 7 сегментів 4 і 5 утворення пуклей 8 виконують шляхом витяжки металу смуги 2 в області лез 7 сегментів 4 і 5. Після шліфування пуклей 8 одержують пази 11 між поруч розташованими лезами 7 сегментів 4 і 5 кожні ряди. Далі виконують разрубку смуги 2 на сегменти 4 і 5. Все встаткування, зазначене для виготовлення сегментів по способу-прототипу, є необхідним і достатнім для виконання технологічного процесу по заявляемому способу виготовлення сегментів косаркового ножа, однак оснащення для виконання способу, який заявляється, повинно бути інший, 5 35448 у порівнянні з оснащенням по способу-прототипу. На підставі всього вищевикладеного можна зробити вивід, що задача, поставлена в справжній корисній моделі - удосконалення технології виго Комп’ютерна в ерстка Д. Шев ерун 6 товлення сегмента косаркового ножа - виконана з досягненням технічного результату - зменшення витрати металу й зниженням собівартості виробу. Підписне Тираж 28 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for making mower knife segment
Автори англійськоюBilokopytov Borys Oleksandrovych, Pekshev Petro Ivanovych
Назва патенту російськоюСпособ изготовления сегмента косилочного ножа
Автори російськоюБелокопытов Борис Александрович, Пекшев Петр Иванович
МПК / Мітки
МПК: A01D 34/01
Мітки: виготовлення, сегмента, ножа, косаркового, спосіб
Код посилання
<a href="https://ua.patents.su/3-35448-sposib-vigotovlennya-segmenta-kosarkovogo-nozha.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення сегмента косаркового ножа</a>
Виштовхувальне кільце дискового ножа по металу
Номер патенту: 25531
Опубліковано: 10.08.2007
Автори: Кривоклуб Віктор Степанович, Дзюба Віктор Григорович, Сабельников Олександр Васильович, Трофимець Олександр Іванович
МПК: B23D 19/00
Мітки: кільце, ножа, виштовхувальне, металу, дискового
Формула / Реферат:
Виштовхувальне кільце дискового ножа по металу, що складається із зовнішнього кільця, внутрішнього металевого кільця з шпонкою для кріплення на валу, яке відрізняється тим, що зовнішнє металеве кільце виконано металевим з нанесеним на нього гумовим покриттям, в якому кріплення зовнішнього металевого кільця з гумовим покриттям до внутрішнього металевого кільця здійснюється приварюванням прихватками.
Ендопротез сегмента хребта і спосіб його виготовлення
Номер патенту: 80490
Опубліковано: 25.09.2007
Автори: Власенко Василь Миколайович, Лук'янченко Володимир Вікторович, Мак Гован Деннис
МПК: A61F 2/44
Мітки: виготовлення, хребта, сегмента, спосіб, ендопротез
Формула / Реферат:
1. Ендопротез сегмента хребта, що виконаний у вигляді порожнистого, заповненого кістковою масою стрижня з наскрізними бічними отворами із нанесеним на його зовнішню поверхню покриттям із біоінертного матеріалу, який відрізняється тим, що біоінертне покриття нанесене на внутрішню поверхню стрижня, при цьому як покриття застосована керамічна маса з товщиною шару 0,4-1,2 мм на зовнішній та внутрішній поверхні.2. Спосіб виготовлення...
Привід ножа різального апарата
Номер патенту: 21821
Опубліковано: 10.04.2007
Автори: Глушенко Петро Петрович, Пасічник Олександр Володимирович, Вічний Андрій Васильович
МПК: A01D 47/00
Мітки: апарата, ножа, різального, привід
Формула / Реферат:
Привід ножа різального апарата, що містить важіль (1) механізму "хитної шайби" (2), плоску стрічку-пружину (3), основу (5), притискач (8), який відрізняється тим, що привід ножа різального апарата здійснюється від важеля механізму "хитної шайби" безпосередньо через головку ножа з застосуванням плоскої стрічки-пружини, яка виконує роль з'єднувальної ланки спинки ножа з привідним механізмом, між плоскою стрічкою-пружиною та...
Планетарний механізм приводу ножа
Номер патенту: 1090
Опубліковано: 15.11.2001
Автори: Шошура Юрій Сергійович, Скоромний Леонід Михайлович, Сичев Сергій Дмитрович
МПК: A01D 34/02
Мітки: механізм, приводу, планетарний, ножа
Формула / Реферат:
Планетарний механізм приводу ножа, що містить шарнірно встановлене в корпусі водило і зубчасту передачу , в якій розташована по осі корпусу центральна шестерня, забезпечена по відношенню до сателіта вдвічі більшою кількістю внутрішніх зубів, а сам сателіт закріплений на ексцентриковому валу, який, в свою чергу, шарнірно встановлений на водилі, причому планетарний механізм забезпечений кривошипом , радіус якого дорівнює радіусу сателіта, який...
Спосіб кріплення ножа з різальною пластиною на різцях (варіанти)
Номер патенту: 67060
Опубліковано: 15.06.2004
Автори: Лайко Володимир Якович, Внуков Юрій Миколайович, Литвин Олексій Олексійович
МПК: B23B 27/16
Мітки: ножа, спосіб, різцях, кріплення, різальною, пластиною, варіанти
Формула / Реферат:
1. Спосіб кріплення ножа з різальною пластиною на різцях шляхом заклинювання ножа-вставки з закріпленою на ньому різальною пластиною у кутовому пазу державки різця за допомогою вузла затягування і прихоплювача, який відрізняється тим, що заклинювання ножа-вставки в кутовому пазу державки різця здійснюють пружною деформацією консольної балки, розташованої на державці різця і кінематично зв'язаної з жорстким прихоплювачем, взаємодіючим з...
Попередній патент: Генераторний спосіб вимірювання модулів пружності та зсуву
Наступний патент: Палець подвійний штампозварювальний для різального апарата
Випадковий патент: Двотактний симетричний підсилювач струму