Вертикальний прес
Номер патенту: 3592
Опубліковано: 15.12.2004
Автори: Завражний Олександр Іванович, Сітало Олександр Вікторович
Формула / Реферат
Вертикальний прес, що містить станину з напрямними, рухому раму з вертикальними стрижнями, установлену в напрямних, повзун, колінно-важільний привід переміщення повзуна, прес-форму з верхнім та нижнім штампами, механізм регулювання положення по висоті нижнього штампа, систему контролю зусиль пресування, що включає датчики, а також блок управління, зв'язаний з механізмом, який відрізняється тим, що він обладнаний механізмом регулювання закритої висоти преса, що включає обладнаний підпружиненим сердечником датчик, з'єднаний з одним з вертикальних стрижнів та зв'язаний з блоком управління, а також штовхач, закріплений на повзуні та установлений з можливістю взаємодії з підпружиненим сердечником датчика, силовий привід, з'єднаний з додатковим важелем, закріпленим на ексцентриковій осі, яка розміщена в рухомій рамі, датчики системи контролю зусиль пресування, закріплені на одному з вертикальних стрижнів, причому силовий привід шарнірно з'єднаний з рухомою рамою та зв'язаний з блоком управління.
Текст
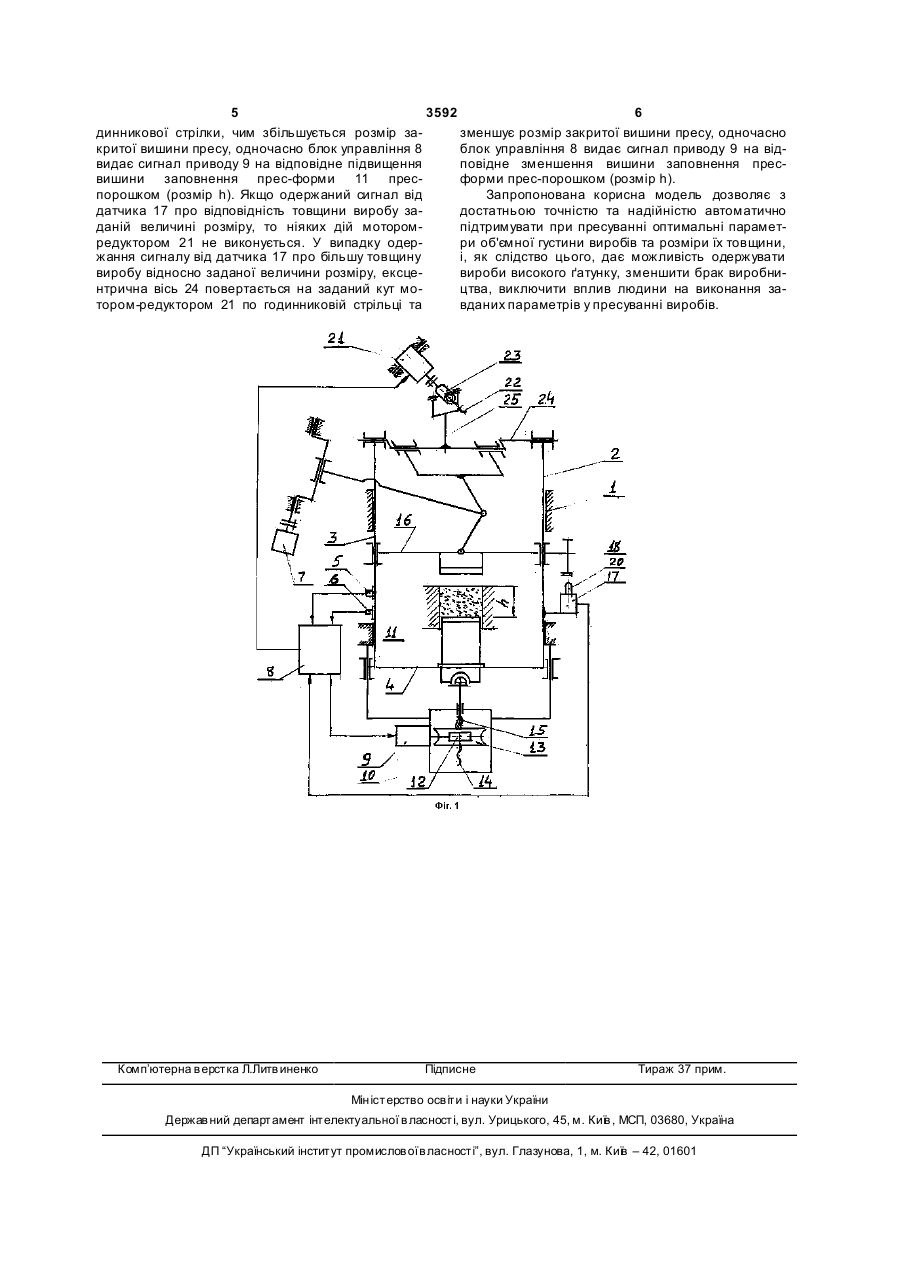
Вертикальний прес, що містить станину з напрямними, рухому раму з вертикальними стрижнями, установлену в напрямних, повзун, колінноважільний привід переміщення повзуна, пресформу з верхнім та нижнім штампами, механізм регулювання положення по висоті нижнього штампа, систему контролю зусиль пресування, що включає датчики, а також блок управління, зв'яза 3 3592 4 електричний зв'язок з безконтактними датчиками делі пояснюється кресленнями. та приводом виконавчого механізму (прототип). На фігурі 1 наведено принципову схему вертиНедоліком відомого пристрою є те, що не викального пресу. рішена проблема автоматизації виконання заданоВертикальний прес містить: станину 1, р ухому го розміру по товщині виробів, що пресуються. раму, яка складається з вертикальних стрижнів 2, Крім того, система вимірювання зусиль пресуван3 з'єднаних поперечиною 4; датчиків 5, 6 зусилля ня дуже громіздка, примітивна та недосконала по пресування, які закріплені на стрижні 3; коліннозастосованим комплектуючим виробам. важільний привід 7, блок 8 управління, привід 9 Для вимірювання зусиль пресування у протовиконавчого механізму 10 регулювання вишини типі сельсин-датчик та сельсин- приймач; перший заповнення прес-форми 11 прес-порошком (розмір приводиться через громіздку коробку передач з h), до складу якого входять черв'як 12, черв'ячне триступінчатим механічним зусиллям сигналу, колесо 13, ходовий гвинт 14 та гайка 15; повзун 16, другий розташований у спеціальному корпусі, на датчик 17 товщини виробів (наприклад, датчик якому розміщені чотири безконтактних датчики. З переміщення ДМП 10), закріплений до стрижня 2; перелічених приладів тільки сельсини та безконупор 18, закріплений до повзуна 16, який взаємотактні датчики виготовляються промисловістю, діє з підпружиненим сердечником 20 датчика 17; інші елементи системи (зубчаста рейка, коробка силового приводу у складі мотора-редуктора 21, передач, корпус сельсина-приймача з пазами) ходового гвинта 22 та гайки 23, закріпленого шармають бути виготовлені індивідуально, що значно нірно у верхній частині рухомої рами; ексцентричускладнює оснащення преса запропонованим прина вісь 24, яка шарнірно з'єднана з стрижнями 2, 3; строєм. важіль 25, жорстко закріплений на вісі 24. До основи корисної моделі покладено задачу Прес працює таким чином. При пресуванні удосконалення вертикального пресу, у якому шлястрижні 2 та 3 зазнають механічну напругу від нахом введення нових елементів та зв'язків між елевантаження пресування, що розвивається привоментами забезпечується автоматизація регулюдом 7. Датчик 5 налагоджений на нижню межу завання товщини виробів та зусиль пресування, за даного зусилля, датчик 6 - на верхню межу. рахунок чого підвищується якість виробів, що преЗавдання системи утримувати задане зусилля суються. пресування в межах допустимих відхилень, тобто Поставлена задача досягається тим, що у вев межах зусиль, заданих датчиками 5 та 6. При ртикальному пресі, що містить станину, змонтовадосягненні заданого зусилля кожним датчиком ну в її направляючих рухому раму з вертикальниспрацьовує відповідна світова індикація. Коли при ми стрижнями, повзун, колінно-важільний привід черговому пресуванні зусилля не досягає заданого переміщення повзуна, прес-форму, механізм регудатчиком 5, то при цьому відсутній сигнал індикалювання висоти нижніх штампів прес-форми, сисції, одночасно подається імпульс в блок управлінтему контролю зусиль пресування, що включає ня 8, який видає сигнал на включення приводу 9. датчики, а також блок управління, зв'язаний зі згаОстанній через черв'ячну пару 12, 13 та ходовий даним механізмом, новим є те, що він, додатково гвинт 14 з гайкою 15 збільшує висоту заповнення обладнаний механізмом регулювання закритої прес-форми 11 прес-порошком. Привід 9 відклювишини преса, виконаним у вигляді датчика, з'єдчається після заданого числа обертів черв'яком наного з одним з вертикальних стрижнів і зв'язано12. В разі одержання індикації від датчика 5 і відго з блоком управління, а також штовхача, закріпсутності її від датчика 6 жодних наслідків не відбуленого на повзуні й встановленого з можливістю вається, бо зусилля пресування знаходяться у взаємодії з підпружиненим сердечником датчика, межах заданих величин: більше меншого (датчик силового приводу, діючого на додатковий важіль, 5) та менше більшого (датчик 6). Якщо одержана закріплений до ексцентрикової вісі, розміщеної у індикація від обох датчиків, то подається імпульс рухомій рамі, датчиками системи контролю зусиль до блоку управління 8, який видає сигнал приводу пресування (наприклад, магнітопружні), які закріп9 на зменшення вишини заповнення прес-форми лені на одному з вертикальних стрижнів, при цьо11 прес-порошком. му силовий привід шарнірно зв'язаний з рухомою Режим пресування по зусиллю, що розвиварамою та з блоком управління. ється пресом, задається відповідними переклюПричинно-послідовний зв'язок між сукупністю чаючими пристроями, розміщеними на лицевій суттєвих ознак корисної моделі, що заявляється, панелі блоку управління 8. та технічним результатом, що досягається, поляВ процесі кожного пресування виконується гає в тому, що нова сук упність елементів та зв'язвимірювання закритої вишини пресу (вишина виків між ними забезпечує автоматичне регулювання робів). В крайньому нижньому стані повзуна 16 товщини виробів та зусиль пресування в залежноупор 18 контактує з р ухомим сердечником 20 датсті від міжштампового простору. Суть корисної чика 17, який виробляє електричний сигнал визнамоделі визначається постачанням механізму регученої напруги. Величина напруги на виході датчилювання закритої висоти пресу та датчика контрока зрівнюється з заданою, а в випадку їх лю цієї величини і датчиків контролю зусиль прерозбіжності на величину більше припустимої, висування. Вказані нововведення дозволяють дається імпульс в блок управління 8, котрий видає виконувати режим пресування по заданим парасигнал на включення мотора-редуктора 21. У виметрам (розмір сирцю по вишині та його об'ємній падку одержання величини напруги від датчика 17, густині), а також підтримувати ці параметри в аврівнозначної розміру виробу менше припустимого, томатичному режимі, не вимикаючи приводу преса ексцентрична вісь 24 повертається на заданий кут на час виконання регулювань. Суть корисної момотор-редуктором 21 через важіль 25 проти го 5 3592 6 динникової стрілки, чим збільшується розмір зазменшує розмір закритої вишини пресу, одночасно критої вишини пресу, одночасно блок управління 8 блок управління 8 видає сигнал приводу 9 на відвидає сигнал приводу 9 на відповідне підвищення повідне зменшення вишини заповнення пресвишини заповнення прес-форми 11 пресформи прес-порошком (розмір h). порошком (розмір h). Якщо одержаний сигнал від Запропонована корисна модель дозволяє з датчика 17 про відповідність товщини виробу задостатньою точністю та надійністю автоматично даній величині розміру, то ніяких дій моторомпідтримувати при пресуванні оптимальні параметредуктором 21 не виконується. У випадку одерри об'ємної густини виробів та розміри їх товщини, жання сигналу від датчика 17 про більшу товщину і, як слідство цього, дає можливість одержувати виробу відносно заданої величини розміру, ексцевироби високого ґатунку, зменшити брак виробнинтрична вісь 24 повертається на заданий кут моцтва, виключити вплив людини на виконання затором-редуктором 21 по годинниковій стрільці та вданих параметрів у пресуванні виробів. Комп’ютерна в ерстка Л.Литв иненко Підписне Тираж 37 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Автори англійськоюZavrazhnyi Oleksandr Ivanovych, Sitalo Oleksandr Viktorovych
Автори російськоюЗавражный Александр Иванович, Ситало Александр Викторович
МПК / Мітки
МПК: G05D 15/00, B30B 15/14
Мітки: вертикальний, прес
Код посилання
<a href="https://ua.patents.su/3-3592-vertikalnijj-pres.html" target="_blank" rel="follow" title="База патентів України">Вертикальний прес</a>
Вертикальний гідравлічний кувальний прес
Номер патенту: 2337
Опубліковано: 26.12.1994
Автори: Бурлачка Михайло Андрійович, Семенюта Василь Якович, Кожевніков Володимир Іванович, Бригеда Микола Олександрович
МПК: B30B 15/04
Мітки: гідравлічний, прес, кувальний, вертикальний
Формула / Реферат:
1. Вертикальный гидравлический ковочный пресс, содержащий выполненную из двух замкнутых рам, стянутых между собой шпильками, станину с направляющими й с установленными между верхней и нижней частью рам проставками, ползун, гидравлические плунжерные цилиндры рабочего и возвратного хода ползуна и связанный с нижними перемычками рам стол, отличающийся тем, что стол выполнен с хвостовиком, проставки, установленные в нижней части рам, выполнены в...
Шнековий прес для видалення соку
Номер патенту: 71530
Опубліковано: 15.11.2004
Автори: Шинкарик Марія Миколаївна, Швець Степан Володимирович
МПК: B30B 9/12
Мітки: соку, шнековий, прес, видалення
Формула / Реферат:
Шнековий прес для видалення соку, що складається з основи, приводу, збірників відділеного соку, бункера для приймання мезги, запірного конуса із приводом, перфорованого барабана з бандажними кільцями жорсткості, всередині якого, по осі, на валах розміщені транспортуючий і пресуючий шнеки, який відрізняється тим, що між кінцями спіралей транспортуючого і пресуючого шнеків співвісно з валами шнеків встановлена конічна пружина.
Прес для попереднього пресування деревинностружкового шару
Номер патенту: 31060
Опубліковано: 15.12.2000
Автори: Соколовський Ярослав Іванович, Філінюк Роман Васильович
МПК: B27N 3/08
Мітки: прес, попереднього, шару, пресування, деревинностружкового
Текст:
...включає у себе верхню 1 та нижню 2 пресуючі стрічки, які проходять через верхні 3,4 75 та нижні 6,7,8 валкі. Валки 3 та б формують зону входу (стиснення) і кріпляться до шарнірно закріплених рам 9,10 преса, осі шарнірів 11,12 знаходяться на кінцевих валках зони входу 477 і ЕОНИ Ж Є першими Банками у зоні пресування, 11,12 симетрично розміщені відносно центральної горизонтальної вісі. Давач ТОЕЩИНИ деревинностружкоЕого килиму 13, який...
Прес напівсухого пресування
Номер патенту: 67803
Опубліковано: 15.07.2004
Автори: Крот Олександр Юлійович, Саєнко Леонід Володимирович, Болотських Микола Степанович, Савченко Олександр Григорович, Федоров Георгій Дмитрович
Мітки: напівсухого, прес, пресування
Формула / Реферат:
Прес напівсухого пресування, що містить поворотний стіл з прес-формами і штампами, опори яких на позиції пресування контактують з пластинами пресового поршня, і дугову рейку для переміщення штампів після позиції виштовхування, який відрізняється тим, що він оснащений обігрівачем пластин пресового поршня, а поблизу дугової рейки розміщено очищувач нижніх опор штампів.
Прес вирубний
Номер патенту: 711
Опубліковано: 15.02.2001
Автори: Конопляста Тамара Ігнатівна, Свентицька Людмила Павлівна, Литовченко Петро Григорович
МПК: B26F 1/38, B30B 12/00
Формула / Реферат:
Прес вирубний, який має опорний стіл, вирубний станок, пневмоциліндр та привід, який відрізняється тим, що він має шафу керування з розміщеними в ній приладами підготовки повітря та подання його на пневмоциліндр, а опорний стіл, вирубний станок, пневмоциліндр та привід мають розміри, визначені з урахуванням зусилля, необ-хідного для вирубування виробів до 10 мм в діаметрі.
Попередній патент: Спосіб лікування фіброміоми матки
Наступний патент: Колінчатий вал
Випадковий патент: Спосіб одержання оцтової кислоти