Спосіб автоматичного керування летучими ножицями для різання торців прокату
Номер патенту: 37537
Опубліковано: 25.11.2008
Автори: Цвітнов Віталій Олександрович, Трет'як Дмитро Вадимович, Щур Віталій Андрійович, Позняков Петро Павлович, Файнштейн Вілен Григорович, Розумний Юрій Ростиславович
Формула / Реферат
Спосіб автоматичного керування летучими ножицями для різання торців прокату, що включає виділення за допомогою дискретних датчиків ділянки шляху руху прокату, обчислення швидкості переміщення прокату, прогнозування переміщення торця прокату до моменту різання, вимір швидкості обертання барабана ножиць і їхнього кутового переміщення, який відрізняється тим, що обчислення різниці між прогнозованим переміщенням переднього торця прокату Lрr(t) і лінійним переміщенням ножів ножиць Rb*Fb(t) виконують за формулою dL(t)=Lpr(t)-Rb*Fb(t),
де Rb - радіус барабана ножиць, м;
Fb(t) - кут повороту ножів ножиць від осі різання, рад.;
t - час процесу синхронізації від моменту входу прокату на ділянку синхронізації до моменту різання торця прокату, с;
визначають та формують завдання wz(t) на вхід регулятора швидкості прокату за формулою:
wz(t)=[vpr+K*dL(t)]/Rb,
якщо wz(t)<wz max
wz(t)=wz max,
якщо wz(t)>=wz max,
wz(t)=wz(0)+emax*sign[dwz(t)/dt]*t,
якщо abs[dwz(t)/dt]>emax,
де vpr - лінійна швидкість руху прокату, м/с;
К - коефіцієнт регулятора неузгодженості dL(t);
ωz max - максимально припустима швидкість обертання барабана, рад./с;
еmах - максимально припустиме прискорення (сповільнення) при зміні швидкості обертання барабана, рад./с2.
Текст
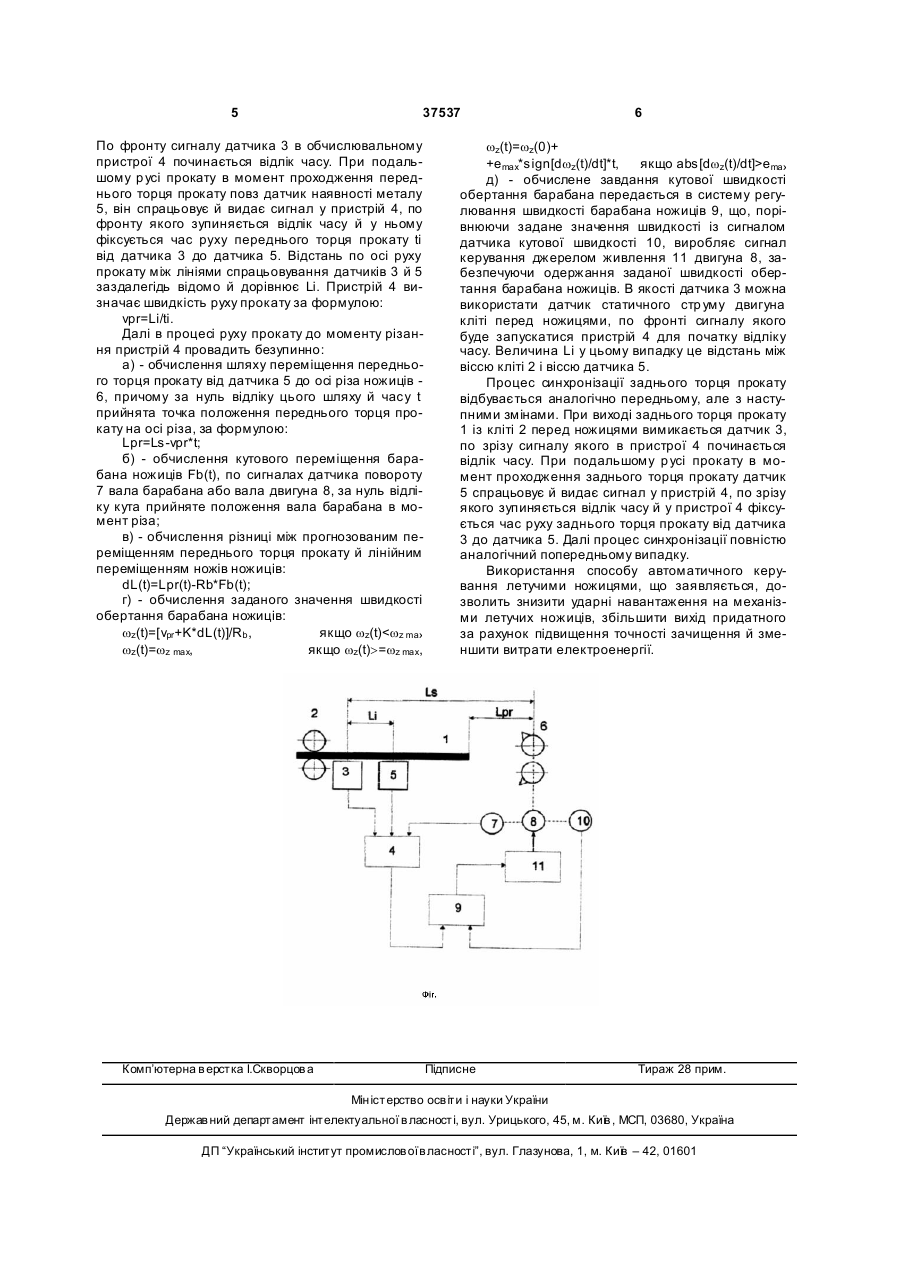
УКРАЇНА (19) UA (11) 37537 (13) U (51) МПК (2006) B23D 36/00 B23D 25/00 МІНІСТЕРСТВО ОСВІТИ І НАУКИ УКРАЇНИ ДЕРЖАВНИЙ Д ЕПАРТАМЕНТ ІНТЕЛ ЕКТУАЛЬНОЇ ВЛАСНОСТІ ОПИС в идається під в ідпов ідальність в ласника патенту ДО ПАТЕНТУ НА КОРИСНУ МОДЕЛЬ (54) СПОСІБ АВТОМАТИЧНОГО КЕРУВАННЯ ЛЕТУЧИМИ НОЖИЦЯМИ ДЛЯ РІЗАННЯ ТОРЦІВ ПРОКАТУ (13) хилення ножів ножиців від лінії різу, прогнозування часу проходження торця прокату на дільниці синхронізації, визначення величини прискорення (сповільнення), коефіцієнта підсилення системи регулювання швидкості. Зазначені операції виконуються в момент входу прокату в початок дільниці синхронізації. Далі розрахована трикутна діаграма зміни швидкості обертання барабана ножиців у функції часу реалізується системою регулювання швидкості обертання барабана ножиців без обліку переміщення металу [деклараційний патент України №58734 на винахід, МПК7 B23D36/00, B23D25/00 бюлетень №8, опублікований 15.08.2003]. Загальним недоліком наведених способів є відсутність контролю кута повороту ножиців у процесі відпрацьовування розрахованої діаграми швидкості, передбачається, що кут повороту барабана ножиців дорівнює інтегралу від розрахованої діаграми швидкості й кутове переміщення ба 37537 Корисна модель ставиться до галузі металургійного виробництва й може бути використана на безперервно-заготовчих і сортових станах при різанні торців розкату летучими ножицями. Відомий спосіб різання передніх торців розкату, що містить у собі датчики положення й швидкості обертання барабана ножиців, фотодатчик положення торців прокату й пристрій, що формує по показанням датчиків у деякий момент часу , закон зміни швидкості обертання барабана ножиців у функції часу, який потім реалізується незалежно від стану ви ще зазначених датчиків [А.С. СРСР №1637963, МПК5 B23D36/00, Б. І. №12 опубліковано 30.03.1991р.]. Найбільш близьким по істотним ознакам і технічному результату, що досягається, є спосіб автоматичного керування летучими ножицями для різання передніх торців прокату, який включає операції виділення ділянки синхронізації, виміру швидкості обертання барабана ножиців і кута від (11) щенням ножів ножиць Rb*Fb(t) виконують за формулою dL(t)=Lpr(t)-Rb*Fb(t), де Rb - радіус барабана ножиць, м; Fb(t) - кут повороту ножів ножиць від осі різання, рад.; t - час процесу синхронізації від моменту входу прокату на ділянку синхронізації до моменту різання торця прокату, с; визначають та формують завдання wz(t) на вхід регулятора швидкості прокату за формулою: wz(t)=[vpr+K*dL(t)]/R b , якщо wz(t)=wz max, wz(t)=wz(0)+ +emax*sign[dwz(t)/dt]*t, якщо abs[dwz(t)/dt]>e max, де vpr - лінійна швидкість руху прокату, м/с; К - коефіцієнт регулятора неузгодженості dL(t); ωz max - максимально припустима швидкість обертання барабана, рад./с; еmах - максимально припустиме прискорення (сповільнення) при зміні швидкості обертання барабана, рад./с2. UA (21) u200809757 (22) 25.07.2008 (24) 25.11.2008 (46) 25.11.2008, Бюл.№ 22, 2008 р. (72) ПОЗНЯКОВ ПЕТРО ПАВЛОВИЧ, UA, РОЗУМНИЙ ЮРІЙ РОСТИСЛАВОВИЧ, UA, ТРЕТ'ЯК ДМИТРО ВАДИ МОВИЧ, U A, ФАЙНШТЕЙН ВІЛЕН ГРИГОРОВИЧ, UA, ЦВІТНОВ ВІТАЛІЙ ОЛЕКС АНДРОВИЧ, UA, ЩУР ВІТАЛІЙ АНДРІЙОВИЧ, UA (73) НАЦІОН АЛЬНА МЕТАЛУРГІЙНА АКАДЕМІЯ УКРАЇНИ КРИВОРІЗЬКА ВИЩА МЕТАЛУРГІЙНА ШКОЛА, U A (57) Спосіб автоматичного керування летучими ножицями для різання торців прокату, що включає виділення за допомогою дискретних датчиків ділянки шляху р уху прокату, обчислення швидкості переміщення прокату, прогнозування переміщення торця прокату до моменту різання, вимір швидкості обертання барабана ножиць і їхнього кутового переміщення, який відрізняється тим, що обчислення різниці між прогнозованим переміщенням переднього торця прокату Lрr(t) і лінійним перемі U 2 (19) 1 3 37537 рабана ножиців буде повністю визначатися заданою діаграмою швидкості від часу. У дійсності в системі регулювання швидкості обертання барабана ножиців можливі помилки через наступні фактори: а) погрішностей тахогенератора, що вимірює швидкість обертання барабана ножиців; б) погрішностей пристроїв, що перетворюють сигнал тахогенератора для уведення в систему регулювання швидкості, наприклад, погрішностей аналого-цифрового перетворювача при наявності цифрової системи регулювання, в) погрішностей пристроїв, що формують задану діаграму швидкості обертання барабана ножиців; г) зазорів у механічній і в електричній (безструмова пауза при реверсі струму) частини привода; д) динамічних помилок системи регулювання швидкості при обмеженому часу на синхронізацію. Наявність помилок приводить до необхідності збільшувати довжину частини прокату, що відрізається, для виключення аварій, тобто до збільшення кількості невикористованого металу. Загальними ознаками найближчого аналога й технічного рішення, що заявляється, є виділення за допомогою дискретних датчиків ділянки шляху руху прокату, обчислення швидкості переміщення прокату, прогнозування переміщення торця прокату до моменту різання, виміру швидкості обертання барабана ножиців і їхнього кутового переміщення. В основу корисної моделі поставлено задачу вдосконалення способу автоматичного керування летучими ножицями для різання торців прокату шляхом безперервного прогнозування залежності переміщення торця розкату від часу, безперервного виміру кута повороту барабана ножиців і зміни швидкості обертання барабана у функції часу залежно від неузгодженості між зазначеними вище величинами, що дозволить зменшити довжину частини прокату, що відрізається, тобто приведе до збільшення виходу придатного за рахунок підвищення точності зачищення. Очікуваним технічним результатом корисної моделі, що заявляється (способу автоматичного керування летучими ножицями для різання торців прокату), є зменшення неузгодженості швидкості прокату зі швидкістю обертання летучи х ножиців. Це дозволить знизити ударні навантаження на механізми летучих ножиців , зменшити витрату електроенергії і як наслідок підвищити точність зачищення. Зазначений технічний результат досягається тим, що в способі автоматичного керування летучими ножицями для різання торців прокату, що включає виділення за допомогою дискретних датчиків ділянки шляху руху прокату, обчислення швидкості переміщення прокату, прогнозування переміщення торця прокату до моменту різання, виміру швидкості обертання барабана ножиців і їхнього кутового переміщення, відповідно до корисної моделі, що заявляється, обчислення різниці між прогнозованим переміщенням переднього торця прокату Lpr(t) і лінійним переміщенням ножів 4 ножиців Rb*Fb(t) виконують за формулою dL(t)=Lpr(t)-Rb*Fb(t), де Rb - радіус барабана ножиців, Fb(t) - кут повороту ножів ножиців від осі різання, t - час процесу синхронізації від моменту входу прокату на ділянку синхронізації до моменту різання торця прокату, визначають й формують завдання wz(t) на вхід регулятора швидкості прокату за формулами: wz(t)=[vpr+K*dL(t)]/R b , якщо wz(t)=wz max, wz(t)=wz(0)+ +emax*sign[dwz(t)/dt]*t, якщо abs[dwz(t)/dt]>e max де: vpr - лінійна швидкість руху прокату, К - коефіцієнт регулятора неузгодженості dL(t), wzmax максимально-припустима швидкість обертання барабана, еmах - максимально-припустиме прискорення(сповільнення) при зміні швидкості обертання барабана. Сутність технічного рішення, яке заявляється, полягає в тім, що за допомогою датчиків, які контролюють переміщення торця прокату й установлених на відомій відстані друг від др уга, визначають швидкість руху прокату й залежність зміни відстані від торця розкату до осі різання ножиців. Переміщення прокату визначають з умови, що швидкість руху прокату постійна. Виміряють кут повороту ножів ножиців від осі різання й обчислюють неузгодженість: dL(t)=Lpr(t)-Rb*Fb(t), де: Lpr(t) - відстань від торця розкату до осі різання ножиців; Rb - радіус барабана ножиців; Fb(t)- кут повороту ножів ножиців від осі різання t - час процесу син хронізації від моменту входу прокату на ділянку синхронізації до моменту різання торця прокату. Визначають й формують завдання на вхід регулятора швидкості прокату за формулами: wz(t)=[vpr+K*dL(t)]/R b , якщо wz(t)=wz max, wz(t)=wz(0)+ +emax*sign[dwz(t)/dt]*t, якщо abs[dwz(t)/dt]>e max де: vpr - лінійна швидкість руху прокату, м/с; К - коефіцієнт регулятора неузгодженості dL(t); wz max - максимально-припустима швидкість обертання барабана, рад/с; emaх - максимально-припустиме прискорення(сповільнення) при зміні швидкості обертання барабана, рад/с2; Величина К визначається при проектуванні системи синхронізації по загальним правилам розрахунку підлеглих систем регулювання параметрів електроприводів. Сутність корисної моделі та приклад реалізації пояснюється схемою на фіг. 1, де показана блок схема процесу синхронізації положення ножів ножиців і передньою торця прокату. Процес синхронізації переднього торця прокату відбувається наступним чином. При виході переднього торця прокату 1 із кліті 2 перед ножицями спрацьовує датчик наявності металу 3, що реагує на проходження повз нього торця прокату. 5 37537 По фронту сигналу датчика 3 в обчислювальному пристрої 4 починається відлік часу. При подальшому р усі прокату в момент проходження переднього торця прокату повз датчик наявності металу 5, він спрацьовує й видає сигнал у пристрій 4, по фронту якого зупиняється відлік часу й у ньому фіксується час руху переднього торця прокату ti від датчика 3 до датчика 5. Відстань по осі руху прокату між лініями спрацьовування датчиків 3 й 5 заздалегідь відомо й дорівнює Li. Пристрій 4 визначає швидкість руху прокату за формулою: vpr=Li/ti. Далі в процесі руху прокату до моменту різання пристрій 4 провадить безупинно: а) - обчислення шляху переміщення переднього торця прокату від датчика 5 до осі різа ножиців 6, причому за нуль відліку цього шляху й часу t прийнята точка положення переднього торця прокату на осі різа, за формулою: Lpr=Ls-vpr*t; б) - обчислення кутового переміщення барабана ножиців Fb(t), по сигналах датчика повороту 7 вала барабана або вала двигуна 8, за нуль відліку кута прийняте положення вала барабана в момент різа; в) - обчислення різниці між прогнозованим переміщенням переднього торця прокату й лінійним переміщенням ножів ножиців: dL(t)=Lpr(t)-Rb*Fb(t); г) - обчислення заданого значення швидкості обертання барабана ножиців: wz(t)=[vpr+K*dL(t)]/R b , якщо wz(t)=wz max, Комп’ютерна в ерстка І.Скворцов а 6 wz(t)=wz(0)+ +emax*sign[dwz(t)/dt]*t, якщо abs[dwz(t)/dt]>e max д) - обчислене завдання кутової швидкості обертання барабана передається в систему регулювання швидкості барабана ножиців 9, що, порівнюючи задане значення швидкості із сигналом датчика кутової швидкості 10, виробляє сигнал керування джерелом живлення 11 двигуна 8, забезпечуючи одержання заданої швидкості обертання барабана ножиців. В якості датчика 3 можна використати датчик статичного стр уму двигуна кліті перед ножицями, по фронті сигналу якого буде запускатися пристрій 4 для початку відліку часу. Величина Li у цьому випадку це відстань між віссю кліті 2 і віссю датчика 5. Процес синхронізації заднього торця прокату відбувається аналогічно передньому, але з наступними змінами. При виході заднього торця прокату 1 із кліті 2 перед ножицями вимикається датчик 3, по зрізу сигналу якого в пристрої 4 починається відлік часу. При подальшому р усі прокату в момент проходження заднього торця прокату датчик 5 спрацьовує й видає сигнал у пристрій 4, по зрізу якого зупиняється відлік часу й у пристрої 4 фіксується час руху заднього торця прокату від датчика 3 до датчика 5. Далі процес синхронізації повністю аналогічний попередньому випадку. Використання способу автоматичного керування летучими ножицями, що заявляється, дозволить знизити ударні навантаження на механізми летучих ножиців, збільшити вихід придатного за рахунок підвищення точності зачищення й зменшити витрати електроенергії. Підписне Тираж 28 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of automatic control of flying shears for cutting the ends of rolled metal
Автори англійськоюPozniakov Petro Pavlovych, Rozumnyi Yurii Rostyslavovych, Tretiak Dmytro Vadymovych, Fainshtejn Vilen Hryhorovych, Tsvitnov Vitalii Oleksandrovych, Shchur Vitalii Andriiovych
Назва патенту російськоюСпособ автоматического управления летучими ножницами для резки торцов проката
Автори російськоюПозняков Петр Павлович, Розумный Юрий Ростиславович, Третьяк Дмитрий Вадимович, Файнштейн Вилен Григорьевич, Цвитнов Виталий Александрович, Щур Виталий Андреевич
МПК / Мітки
МПК: B23D 25/00, B23D 36/00
Мітки: автоматичного, керування, різання, ножицями, спосіб, летучими, прокату, торців
Код посилання
<a href="https://ua.patents.su/3-37537-sposib-avtomatichnogo-keruvannya-letuchimi-nozhicyami-dlya-rizannya-torciv-prokatu.html" target="_blank" rel="follow" title="База патентів України">Спосіб автоматичного керування летучими ножицями для різання торців прокату</a>
Спосіб автоматичного керування летючими ножицями для різання передніх торців прокату
Номер патенту: 58734
Опубліковано: 15.08.2003
Автори: Носіков Віктор Львович, Хижняк Вячеслав Якович, Шеремет Володимир Олександрович, Коротченков Валерій Михайлович, Бабенко Михайло Антонович
МПК: B23D 25/00, B23D 36/00
Мітки: прокату, керування, автоматичного, летючими, торців, спосіб, різання, передніх, ножицями
Формула / Реферат:
Спосіб автоматичного керування летючими ножицями для різання передніх торців прокату, що включає операції виділення на прокатному стані ділянки синхронізації, виміру швидкості обертання ножів барабанів летючих ножиць, кута їхнього відхилення від лінії різання в момент входу переднього торця прокату в початок ділянки синхронізації, прогнозування часу проходження переднього торця прокату на ділянці синхронізації, визначення величини...
Спосіб керування швидкісним режимом установки барабанних летучих ножиців з електричним зв’язком транспортуючого і різального пристроїв при мірному різанні смугового прокату
Номер патенту: 66902
Опубліковано: 15.06.2004
Автори: Білобров Юрій Миколайович, Гриценко Сергій Анатолійович, Єлецьких Володимир Іванович
МПК: B23D 25/00
Мітки: летучих, спосіб, пристроїв, прокату, керування, зв'язком, швидкісним, барабанних, мірному, різанні, установки, різального, режимом, електричним, транспортуючого, смугового, ножиців
Формула / Реферат:
Спосіб керування швидкісним режимом установки летучих барабанних ножиців з електричним зв'язком транспортуючого і різального пристроїв при мірному різанні смугового прокату, що полягає в тому, що смузі задають постійну швидкість переміщення від транспортуючого пристрою, барабанам ножиців задають перемінну кутову швидкість, середнє значення якої залежить від довжини листа, що відрізається, а барабанам у процесі різання задають швидкість з...
Спосіб різання комбінованими дисковими кромкокришильними ножицями
Номер патенту: 47149
Опубліковано: 17.06.2002
Автори: Гриценко Сергій Анатолійович, Білобров Юрій Миколайович, Калашников Андрій Анатолійович, Бортник Валерій Вікторович, Реука Юрій Юрійович
МПК: B23D 19/00
Мітки: ножицями, комбінованими, кромкокришильними, спосіб, різання, дисковими
Формула / Реферат:
Спосіб різання комбінованими дисковими кромкокришильними ножицями, при якому обертають нижній дисковий ніж із кромкокришильними ножами і верхній дисковий ніж, який відрізняється тим, що нижній дисковий ніж обертають з кутовою швидкістю, більшою кутової швидкості верхнього дискового ножа, що забезпечує рівність лінійних швидкостей верхнього дискового ножа і кромкокришильних ножів.
Ножиці гідравлічні для різання штабового прокату
Номер патенту: 37358
Опубліковано: 25.11.2008
Автори: Кирпичніков Сергій Петрович, Чижик Володимир Васильович, Калашников Андрій Анатолійович, Багнов Валентин Петрович, Козлов Павло Миколайович
МПК: B23D 15/00
Мітки: ножиці, штабового, гідравлічні, прокату, різання
Формула / Реферат:
Ножиці гідравлічні для різання штабового прокату, що містять станину у вигляді скріплених за допомогою нижньої і верхньої траверс стояків з пазами, у яких розміщені напрямні, які контактують з повзуном, оснащеним ножем і взаємодіючим з гідроприводом його вертикального зворотно-поступального переміщення, що включає робочі і допоміжні гідроциліндри, які відрізняються тим, що вони оснащені двома парами додаткових гідроциліндрів, розміщених на...
Пристрій для автоматичного керування планшетністю штаби прокату
Номер патенту: 22411
Опубліковано: 25.04.2007
Автори: Попович Микола Гаврилович, Островерхов Микола Якович
МПК: B21B 37/00
Мітки: прокату, автоматичного, штаби, пристрій, планшетністю, керування
Формула / Реферат:
Пристрій для автоматичного керування планшетністю штаби прокату, що містить датчик, виходи якого по числу зон вимірювання з'єднано з входами блока керування, перетворювачі частоти з рекуперативним гальмуванням, виходи яких з'єднано із входами лінійних асинхронних двигунів, встановлених під штабою відповідно до зон вимірювання натягу, а входи - з відповідними виходами блоків заданого співвідношення частоти і величини напруги живлення, входи...
Попередній патент: Вапнокарбонізатор
Наступний патент: Спосіб хірургічного лікування дуоденальної непрохідності
Випадковий патент: Пристрій для виконання пазів у кутових профілях