Пристрій для автоматичного керування планшетністю штаби прокату
Номер патенту: 22411
Опубліковано: 25.04.2007
Автори: Попович Микола Гаврилович, Островерхов Микола Якович
Формула / Реферат
Пристрій для автоматичного керування планшетністю штаби прокату, що містить датчик, виходи якого по числу зон вимірювання з'єднано з входами блока керування, перетворювачі частоти з рекуперативним гальмуванням, виходи яких з'єднано із входами лінійних асинхронних двигунів, встановлених під штабою відповідно до зон вимірювання натягу, а входи - з відповідними виходами блоків заданого співвідношення частоти і величини напруги живлення, входи яких з'єднано з відповідними виходами блока керування, який відрізняється тим, що як датчик використано датчик розподілу швидкостей металу по ширині штаби.
Текст
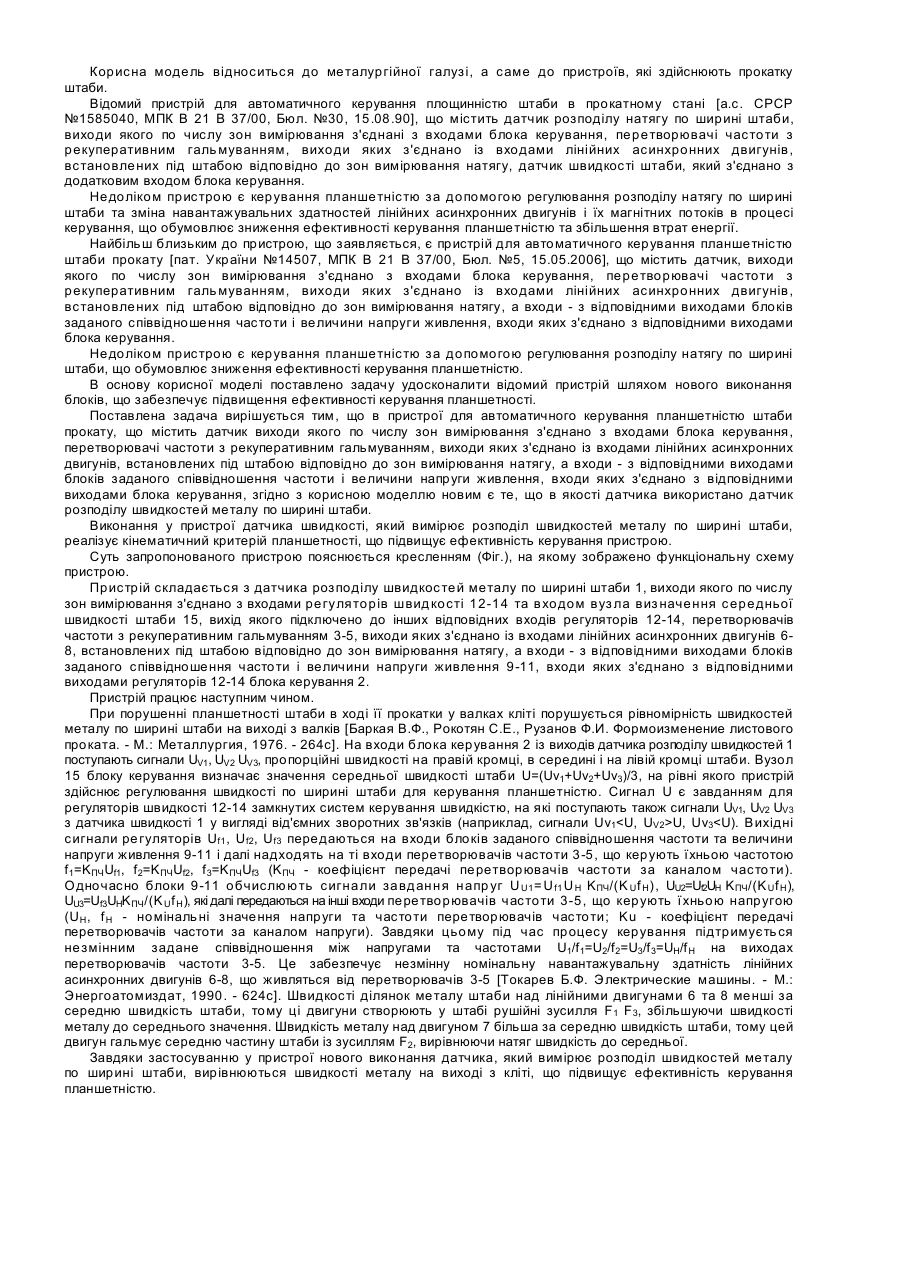
Корисна модель відноситься до металургійної галузі, а саме до пристроїв, які здійснюють прокатку штаби. Відомий пристрій для автоматичного керування площинністю штаби в прокатному стані [а.с. СРСР №1585040, МПК В 21 В 37/00, Бюл. №30, 15.08.90], що містить датчик розподілу натягу по ширині штаби, виходи якого по числу зон вимірювання з'єднані з входами блока керування, перетворювачі частоти з рекуперативним галь муванням, виходи яких з'єднано із входами лінійних асинхронних двигунів, встановлених під штабою відповідно до зон вимірювання натягу, датчик швидкості штаби, який з'єднано з додатковим входом блока керування. Недоліком пристрою є керування планшетністю за допомогою регулювання розподілу натягу по ширині штаби та зміна навантажувальних здатностей лінійних асинхронних двигунів і їх магнітних потоків в процесі керування, що обумовлює зниження ефективності керування планшетністю та збільшення втрат енергії. Найбіль ш близьким до пристрою, що заявляється, є пристрій для автоматичного керування планшетністю штаби прокату [пат. України №14507, МПК В 21 В 37/00, Бюл. №5, 15.05.2006], що містить датчик, виходи якого по числу зон вимірювання з'єднано з входами блока керування, перетворювачі частоти з рекуперативним галь муванням, виходи яких з'єднано із входами лінійних асинхронних двигунів, встановлених під штабою відповідно до зон вимірювання натягу, а входи - з відповідними виходами блоків заданого співвідношення частоти і величини напруги живлення, входи яких з'єднано з відповідними виходами блока керування. Недоліком пристрою є керування планшетністю за допомогою регулювання розподілу натягу по ширині штаби, що обумовлює зниження ефективності керування планшетністю. В основу корисної моделі поставлено задачу удосконалити відомий пристрій шляхом нового виконання блоків, що забезпечує підвищення ефективності керування планшетності. Поставлена задача вирішується тим, що в пристрої для автоматичного керування планшетністю штаби прокату, що містить датчик виходи якого по числу зон вимірювання з'єднано з входами блока керування, перетворювачі частоти з рекуперативним гальмуванням, виходи яких з'єднано із входами лінійних асинхронних двигунів, встановлених під штабою відповідно до зон вимірювання натягу, а входи - з відповідними виходами блоків заданого співвідношення частоти і величини напруги живлення, входи яких з'єднано з відповідними виходами блока керування, згідно з корисною моделлю новим є те, що в якості датчика використано датчик розподілу швидкостей металу по ширині штаби. Виконання у пристрої датчика швидкості, який вимірює розподіл швидкостей металу по ширині штаби, реалізує кінематичний критерій планшетності, що підвищує ефективність керування пристрою. Суть запропонованого пристрою пояснюється кресленням (Фіг.), на якому зображено функціональну схему пристрою. Пристрій складається з датчика розподілу швидкостей металу по ширині штаби 1, виходи якого по числу зон вимірювання з'єднано з входами регуляторів швид кості 12-14 та входом вуз ла виз начення середньої швидкості штаби 15, вихід якого підключено до інших відповідних входів регуляторів 12-14, перетворювачів частоти з рекуперативним гальмуванням 3-5, виходи яких з'єднано із входами лінійних асинхронних двигунів 68, встановлених під штабою відповідно до зон вимірювання натягу, а входи - з відповідними виходами блоків заданого співвідношення частоти і величини напруги живлення 9-11, входи яких з'єднано з відповідними виходами регуляторів 12-14 блока керування 2. Пристрій працює наступним чином. При порушенні планшетності штаби в ході її прокатки у валках кліті порушується рівномірність швидкостей металу по ширині штаби на виході з валків [Баркая В.Ф., Рокотян С.Е., Рузанов Ф.И. Формоизменение листового проката. - М.: Металлургия, 1976. - 264с]. На входи блока керування 2 із виходів датчика розподілу швидкостей 1 поступають сигнали UV1, UV2 UV3, пропорційні швидкості на правій кромці, в середині і на лівій кромці штаби. Вузол 15 блоку керування визначає значення середньої швидкості штаби U=(Uv1+Uv2+Uv3)/3, на рівні якого пристрій здійснює регулювання швидкості по ширині штаби для керування планшетністю. Сигнал U є завданням для регуляторів швидкості 12-14 замкнутих систем керування швидкістю, на які поступають також сигнали UV1, UV2 UV3 з датчика швидкості 1 у вигляді від'ємних зворотних зв'язків (наприклад, сигнали Uv1U, Uv3
ДивитисяДодаткова інформація
Назва патенту англійськоюDevice for automatic control of the flatness of the strip of rolled products
Автори англійськоюPopovych Mykola Havrylovych
Назва патенту російськоюУстройство для автоматического управления планшетностью полосы проката
Автори російськоюПопович Николай Гаврилович
МПК / Мітки
МПК: B21B 37/00
Мітки: автоматичного, планшетністю, пристрій, керування, штаби, прокату
Код посилання
<a href="https://ua.patents.su/2-22411-pristrijj-dlya-avtomatichnogo-keruvannya-planshetnistyu-shtabi-prokatu.html" target="_blank" rel="follow" title="База патентів України">Пристрій для автоматичного керування планшетністю штаби прокату</a>
Пристрій для автоматичного керування планшетністю штаби прокату
Номер патенту: 14507
Опубліковано: 15.05.2006
Автори: Попович Микола Гаврилович, Островерхов Микола Якович
МПК: B21B 37/00
Мітки: керування, планшетністю, автоматичного, штаби, пристрій, прокату
Формула / Реферат:
Пристрій для автоматичного керування планшетністю штаби прокату, що містить датчик розподілу натягу по ширині штаби, виходи якого по числу зон вимірювання з'єднані з входами блока керування, перетворювачі частоти з рекуперативним гальмуванням, виходи яких з'єднано із входами лінійних асинхронних двигунів, встановлених під штабою відповідно до зон вимірювання натягу, датчик швидкості штаби, який з'єднано з додатковим входом блока керування,...
Пристрій для автоматичного керування планшетністю штаби прокату
Номер патенту: 22004
Опубліковано: 10.04.2007
Автори: Попович Микола Гаврилович, Островерхов Микола Якович
МПК: B21B 37/00
Мітки: керування, прокату, пристрій, планшетністю, штаби, автоматичного
Формула / Реферат:
Пристрій для автоматичного керування планшетністю штаби прокату, що містить датчик розподілу натягу по ширині штаби, виходи якого по числу зон вимірювання з'єднані з входами регуляторів, виходи яких підключені до відповідних входів суматорів, та входом вузла визначення середньоарифметичного значення натягу штаби, виходи якого підключені до інших відповідних входів регуляторів, перетворювачі частоти з рекуперативним гальмуванням, виходи яких...
Пристрій для керування планшетністю штаби прокату
Номер патенту: 14508
Опубліковано: 15.05.2006
Автори: Островерхов Микола Якович, Попович Микола Гаврилович
МПК: B21B 37/00
Мітки: планшетністю, прокату, керування, пристрій, штаби
Формула / Реферат:
Пристрій для керування планшетністю штаби прокату, що містить датчик розподілу натягу по ширині штаби, виходи якого по числу зон вимірювання з'єднані з входами блока керування з регуляторами, перетворювачі частоти з рекуперативним гальмуванням, входи яких з'єднано з виходами блокa керування, а виходи - із входами лінійних асинхронних двигунів, встановлених під штабою відповідно до зон вимірювання натягу, датчик швидкості штаби, який з'єднано...
Пристрій для керування розподілом натягу по ширині штаби
Номер патенту: 14506
Опубліковано: 15.05.2006
Автори: Островерхов Микола Якович, Попович Микола Гаврилович
МПК: B21B 39/00
Мітки: штаби, пристрій, розподілом, натягу, керування, ширини
Формула / Реферат:
Пристрій для керування розподілом натягу по ширині штаби, що містить систему керування, входи якої з'єднано із виходами секційного ролика вимірювання розподілу натягу по ширині штаби, а виходи - із входами виконавчих органів, який відрізняється тим, що виконавчі органи виконано у вигляді лінійних асинхронних двигунів.
Пристрій для керування профілем штаби прокату
Номер патенту: 18745
Опубліковано: 15.11.2006
Автори: Попович Микола Гаврилович, Островерхов Микола Якович
МПК: B21B 37/00
Мітки: пристрій, прокату, профілем, керування, штаби
Формула / Реферат:
Пристрій для керування профілем штаби прокату, що містить блок керування, вхід якого з'єднано із виходом блока визначення поперечної різнотовщинності штаби, а виходи - із входами виконавчих органів, який відрізняється тим, що виконавчі органи виконано у вигляді лінійних асинхронних двигунів, які встановлено під штабою вздовж її продовжної осі.
Попередній патент: Пристрій для зняття, повороту і установки бічної рами візка вантажного вагона
Наступний патент: Спосіб ліпідокорекції у хворих із сполученою патологією
Випадковий патент: Заміщені циклоалкано[e або d]піразоло[1,5-a]піримідини - антагоністи серотонінових 5-ht6 рецепторів, способи їх одержання та застосування