Спосіб обробки металевих виробів електроімпульсним розрядом в рідині
Номер патенту: 37756
Опубліковано: 10.12.2008
Автори: Петренко Лев Петрович, Білоконь Олександра Леонідівна, Рябенький Володимир Михайлович, Дьяконов Алексей Сергеевич
Формула / Реферат
Спосіб обробки металевих виробів електроімпульсним розрядом в рідині, який реалізують в об'ємі з рідиною, включає переміщення електрода в робочій рідині уздовж металевого виробу, що очищається, з періодичною подачею робочої напруги на нього й формування електричного розряду в зоні розряду між електродом і металевим виробом, що очищається від окалини, для формування імпульсу тиску й механічного впливу на сторонні елементи поверхні металевого виробу, що очищається, який відрізняється тим, що одночасно з переміщенням електрода здійснюють переміщення насадки, усередині якої розташований гнучкий ізольований електрод, вихід якого виконують із нержавіючого матеріалу, при цьому нижня частина насадки виконана циліндричною із гнучкого матеріалу з можливістю вигину на кут до 90° залежно від величини опору рідини в діаметрально протилежних положеннях гнучкої циліндричної частини насадки в напрямку її переміщення, при цьому вимірювання опору рідини здійснюють перед електричним розрядом і розворот в сторону меншого значення опору, ніж величини змінених опорів рідини, здійснюють вигинанням циліндричної частини насадки за допомогою крокового двигуна.
Текст
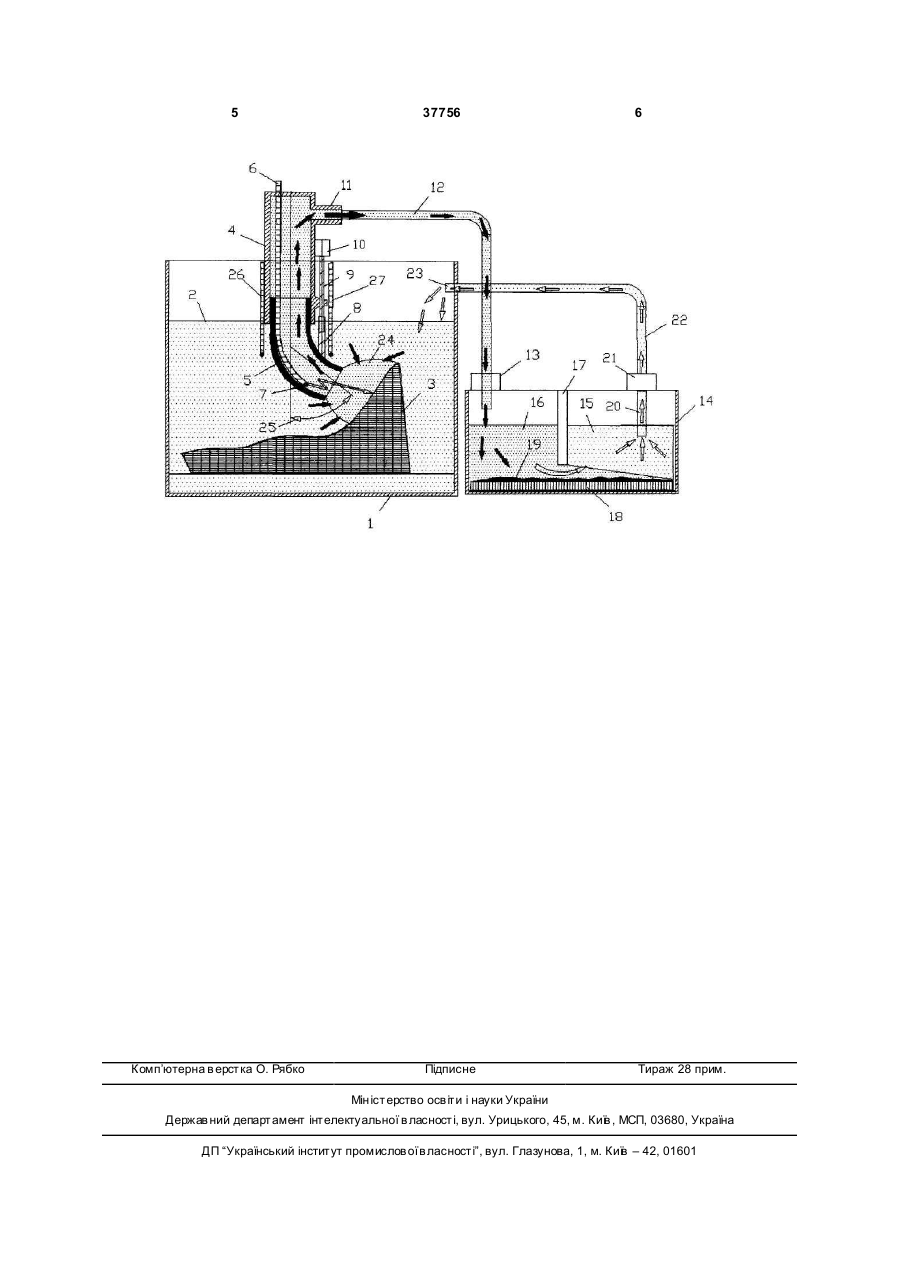
Спосіб обробки металевих виробів електроімпульсним розрядом в рідині, який реалізують в об'ємі з рідиною, включає переміщення електрода в робочій рідині уздовж металевого виробу, що очищається, з періодичною подачею робочої напруги на нього й формування електричного розряду в зоні розряду між електродом і металевим виробом, що очищається від окалини, для 3 37756 ною й включає переміщення електрода в робочій рідині уздовж металевого виробу, що очи щається, з періодичною подачею робочої напруги на нього й формування електричного розряду в зоні розряду між електродом і металевим виробом, що очищається від окалини, для формування імпульсу тиску й механічного впливу на сторонні елементи поверхні металевого виробу, що очищається, при цьому одночасно з переміщенням електрода здійснюють переміщення насадки, усередині якої розташовують гнучкий ізольований електрод, вихід якого виконують із нержавіючого матеріалу, при цьому нижню частину насадки виконують циліндричною із гнучкого матеріалу з можливістю вигину на кут до 90° залежно від величини опору рідини в діаметрально протилежних положеннях гнучкої циліндричної частини насадки в напрямку її переміщення. Вимір опору рідини при цьому здійснюють перед електричним розрядом і розворот в сторону меншого значення опору, в сторону від величин змінених опорів рідини здійснюють вигин циліндричної частини насадки за допомогою крокового двигуна. Це дозволяє виключити влучення в канал електричного розряду елементів матеріалу (окалини), що видаляється з її поверхні, після попереднього циклу електричного розряду. У результаті переміщення насадки, по якій виконують безперервну відкачку рідини із зони розряду, зберігаються стабільні електричні параметри в зоні електричного розряду, що дозволяє збільшити продуктивність обробки металевих виробів на 10-20%. На рисунку зображено пристрій, що реалізує спосіб обробки металевих виробів електроімпульсним розрядом в рідині. Він складається з об'єму 1 з рідиною 2 (технічна вода), у якій розташовано оброблюваний металевий виріб 3, що є катодом, насадки 4, електрода з діелектричною оболонкою 5, що є анодом, який за допомогою пружної прокладки 6 з'єднаний з верхньою частиною насадки 4. Нижня частина насадки 5 виконана циліндричною із гнучкого матеріалу (гуми) з можливістю вигину із гн учким ізольованим електродом 6, вихід 7 якого виконують із нержавіючого матеріалу. Пружина 8 закріплена з однієї сторони на нижній частині циліндричної насадки 5, з іншої сторони функціонально пов'язана із гвинтовою нарізкою на осі 9 ротора крокового двигуна 10. Використано відвід 11, гнучкий шланг 12, насос відкачки рідини 13, додатковий ємкість 14, що виконаний у вигляді сполучених посудин з рідиною 15 і 16, які розділені перегородкою 17. Встановлено постійний магніт 18, на який, за допомогою магнітного поля, осаджується феромагнітна окалина 19, шланги 20, насос відкачки рідини 21, шланг 22, вихід 23 якого з'єднаний з ємкість 1 зони електричного розряду 24, при цьому нижня частина насадки 5 виконана циліндричною із гнучкого матеріалу з можливістю вигину на кут 25, який складає 90°, залежно від величини опору рідини в діаметрально протилежних положеннях гн учкої циліндричної частини насадки 4 у напрямку її переміщення. На насадці 4 закріплені ізольовані електроди 26 і 27 для виміру опору рідини поблизу зони розряду 24. 4 Реалізується спосіб обробки металевих виробів електроімпульсним розрядом в рідині таким чином. При одночасному переміщенні гнучкого електрода 6 і насадки 4 безупинно відкачують по гнучкому шлангу 12 за допомогою насос 13 рідину з феромагнітною окалиною, що формується в результаті електричного розряду. Окалина надходить у відводи 11, а з них по гнучкому шлангу 12 за допомогою насос 13 потрапляє в додатковий ємкість 14, де є рідина 16, що являє собою суміш рідини 2 (технічної води) й феромагнітної окалини, при цьому окалина 19 за допомогою магнітного поля осаджується на постійному магніті 18. У результаті за перегородку 17 надходить очищена рідина 15, яка за допомогою насос 21 по шлангах 20 і 22 через вихід 23 надходить в ємкість 1. Під час безперервної відкачки відпрацьованої рідини із зони розряду 24 у цю зону надходить очищена рідина із заданими параметрами для стабільного електричного розряду. Одночасно з очищенням рідини в зоні 24 формують електричний розряд, що реалізується шляхом подачі відповідної напруги по гнучкому електроді 6 на його вихід 7, що є анодом. У результаті між виходом 7 і металевим виробом 3 формується електричний розряд, що за допомогою імпульсу тиску р уйнує окалину на його поверхні. Внаслідок цього руйнування окалини зона електричного розряду 24 насичується феромагнітними елементами, які видаляють, а результатом цього видалення є те, що поблизу зони електричного розряду 24 рідина має опір між оброблюваним металевим виробом 3 і електродами 26 і 27 на рівні величини опору для випадку, коли оброблювана поверхня металевого виробу 3 являє собою горизонтальну поверхню. Для випадку, коли оброблювана поверхня має складну форму, як це зображено на рисунку, то в цьому випадку опори рідини між оброблюваним металевим виробом 3 і електродами 26 і 27 стають різні на величину, що пропорційна куту нахилу поверхні виробу. У цьому випадку за допомогою мостової електричної схеми формують електричний сигнал на кроковий двигун 10 для розвороту нижньої частини насадки на кут 5, що відповідає куту на хилу поверхні оброблюваного металевого виробу 3. Розворот нижньої частини насадки, що зв'язана пружиною 8, крок якої дорівнює гвинтовій нарізці осі 9 ротора крокового двигуна 10, здійснюється шляхом загвинчування пружини на ось 9. У результаті нижня частина насадки 5 розвертається на відповідний кут 25 і цей розворот дозволяє формувати ударну хвилю перпендикулярно поверхні металевого виробу 3 з максимальною ефективністю для руйн ування окалини на ній. Використання запропонованого технічного рішення дозволяє при технологічній обробці металевого виробу виключити періодичну заміну всієї робочої рідини за рахунок безперервної відкачки рідини із зони електричного розряду під час електричного розряду й формувати ефективний імпульс тиску на поверхню металевого виробу для руйнування на його поверхні окалини, що дозволить збільшити продуктивність обробки металевого виробу на 10-20%. 5 Комп’ютерна в ерстка О. Рябко 37756 6 Підписне Тираж 28 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for processing of metal articles by electropulse discharge in fluid
Автори англійськоюRiabenkyi Volodymyr Mykhailovych, Diakonov Aleksei Serheevych, Bilokon Oleksandra Leonidivna, Petrenko Lev Petrovych
Назва патенту російськоюСпособ обработки металлических изделий электроимпульсным разрядом в жидкости
Автори російськоюРябенький Владимир Михайлович, Дьяконов Алексей Сергеевич, Билоконь Александра Леонидовна, Петренко Лев Петрович
МПК / Мітки
МПК: C25F 1/00
Мітки: обробки, спосіб, металевих, рідини, електроімпульсним, розрядом, виробів
Код посилання
<a href="https://ua.patents.su/3-37756-sposib-obrobki-metalevikh-virobiv-elektroimpulsnim-rozryadom-v-ridini.html" target="_blank" rel="follow" title="База патентів України">Спосіб обробки металевих виробів електроімпульсним розрядом в рідині</a>
Спосіб обробки металевих виробів електроімпульсним розрядом в рідині
Номер патенту: 30847
Опубліковано: 11.03.2008
Автори: Петренко Лев Петрович, Дьяконов Алексей Сергеевич, Рябенький Володимир Михайлович, Білоконь Олександра Леонідівна
МПК: C25D 13/00
Мітки: виробів, електроімпульсним, металевих, рідини, розрядом, обробки, спосіб
Формула / Реферат:
Спосіб обробки металевих виробів електроімпульсним розрядом в рідині, що включає переміщення електрода в робочій рідині уздовж металевого виробу, що очищається, з періодичною подачею робочої напруги на нього й формування електричного розряду в зоні розряду між електродом і металевим виробом, що очищається, для формування імпульсу тиску й механічного впливу на сторонні елементи поверхні металевого виробу, що очищається, який відрізняється тим,...
Спосіб обробки металевих виробів електроімпульсним розрядом в рідині
Номер патенту: 36926
Опубліковано: 10.11.2008
Автори: Дьяконов Алексей Сергеевич, Рябенький Володимир Михайлович, Білоконь Олександра Леонідівна, Петренко Лев Петрович
МПК: B23H 3/00
Мітки: розрядом, електроімпульсним, рідини, обробки, спосіб, виробів, металевих
Формула / Реферат:
Спосіб обробки металевих виробів електроімпульсним розрядом в рідині, що реалізують в об'ємі з рідиною й що включає переміщення електрода в робочій рідині уздовж очищуваного металевого виробу з періодичною подачею робочої напруги на нього й формування електричного розряду в зоні розряду між електродом і очищуваним від окалини металевим виробом для формування імпульсу тиску й механічного впливу на сторонні елементи поверхні очищуваного...
Пристрій для формування імпульсного електричного розряду в рідині
Номер патенту: 30848
Опубліковано: 11.03.2008
Автори: Дьяконов Алексей Сергеевич, Петренко Лев Петрович, Рябенький Володимир Михайлович, Білоконь Олександра Леонідівна
МПК: C25D 13/00
Мітки: рідини, розряду, імпульсного, пристрій, електричного, формування
Формула / Реферат:
Пристрій для обробки металевих виробів електроімпульсним розрядом в рідині, який містить металевий виріб, що очищається, у робочій рідині, який підключений до катода джерела імпульсної напруги з періодичною подачею робочої напруги й електрода з діелектричною оболонкою з можливістю переміщення уздовж металевого виробу, що очищається, який підключений до анода джерела імпульсної напруги для формування електричного розряду в зоні між електродом...
Пристрій для обробки діелектричних покриттів металевих виробів
Номер патенту: 23701
Опубліковано: 11.06.2007
Автори: Марунич В'ячеслав Олексійович, Яріз Ганна Юріївна
МПК: B29C 37/00
Мітки: виробів, покриттів, діелектричних, пристрій, металевих, обробки
Формула / Реферат:
Пристрій для обробки діелектричних покриттів металевих виробів, що містить датчик переміщення різального інструмента, систему регулювання і механізм поперечної подачі різального інструмента, який відрізняється тим, що датчик переміщення різального інструмента виконаний у вигляді кільця, а ножі різального інструмента розташовані в межах площі проекції торцевої частини кільця на поверхні, перпендикулярній його осі, при цьому корпус різального...
Спосіб обробки поверхні металевих виробів
Номер патенту: 61002
Опубліковано: 15.10.2003
Автори: Мордюк Богдан Миколайович, Журавльов Борис Хомич, Коломицев Віктор Ілліч, Журавльов Анатолій Хомич, Погорелов Олександр Євгенович, Прокопенко Георгій Іванович
МПК: C21D 1/09
Мітки: металевих, поверхні, обробки, виробів, спосіб
Формула / Реферат:
Спосіб обробки поверхні металевих виробів, що включає вплив на поверхню виробу, який містить металеву основу і покриття з відмінними від основи властивостями, лазерним променем і акустичним полем до оплавлення покриття, який відрізняється тим, що питома потужність лазерного променя достатня для розплавлення поверхневого шару на глибину, яка перевищує товщину шару покриття, при цьому збуджують в переплавленому шарі акустичне поле заданої...
Попередній патент: Робочий орган культиватора
Наступний патент: Траверса ливарного крана
Випадковий патент: Ємність для рідини