Люнет шліфувального верстата
Номер патенту: 3877
Опубліковано: 27.12.1994
Автори: Гавриленко Дмитро Дмитрович, Синяговський Іван Іванович, Снісаренко Вван Миколайович, Дятел Микола Микитович
Формула / Реферат
Люнет шлифовального станка, в корпусе которого установлены два шарнирно связанных рычага с нижней и боковой губками и привод их перемещения, содержащий винт, отличающийся тем, что нижняя губка расположена так, что угол, образованный нормалью к ее рабочей поверхности и вертикалью, составляет 17...19 градусов, а передаточное отношение кинематической цепи, связывающей нижнюю и боковую губки, равно 0,5, при этом люнет снабжен расположенной на корпусе и связанной с боковой губкой упругой скобой с наклонной плоскостью, предназначенной для взаимодействия с винтом привода перемещения.
Текст
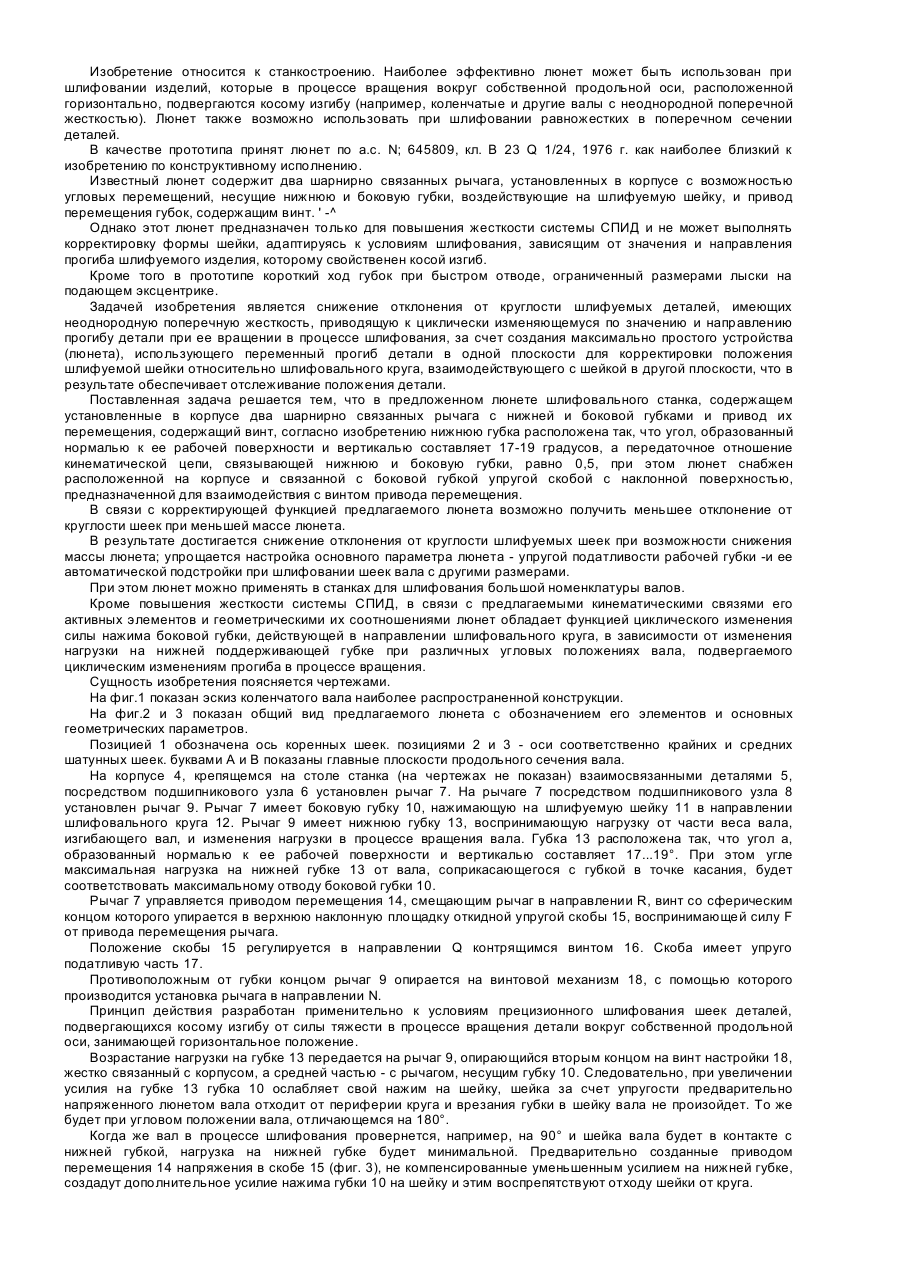
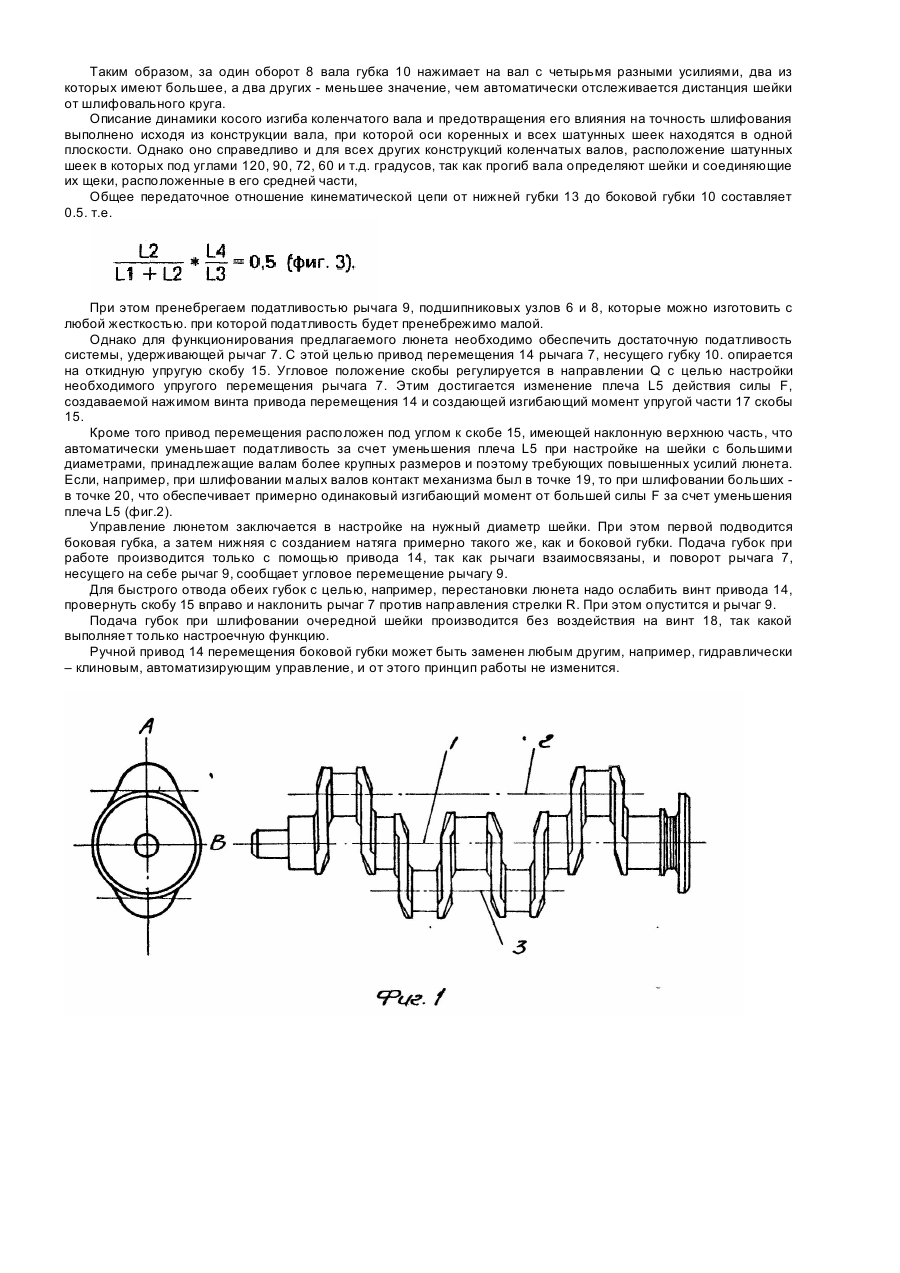
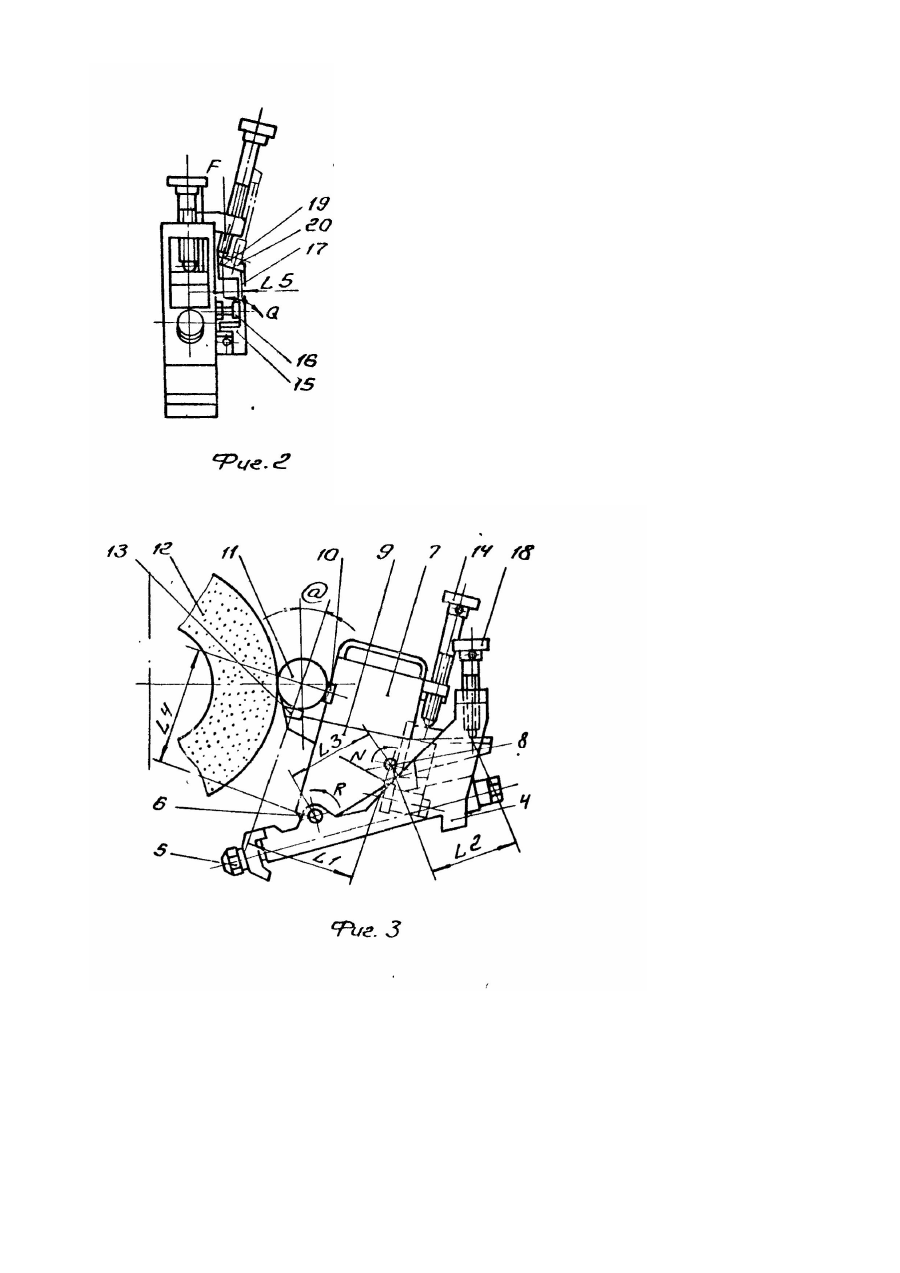
Изобретение относится к станкостроению. Наиболее эффективно люнет может быть использован при шлифовании изделий, которые в процессе вращения вокруг собственной продольной оси, расположенной горизонтально, подвергаются косому изгибу (например, коленчатые и другие валы с неоднородной поперечной жесткостью). Люнет также возможно использовать при шлифовании равножестких в поперечном сечении деталей. В качестве прототипа принят люнет по а.с. N; 645809, кл. В 23 Q 1/24, 1976 г. как наиболее близкий к изобретению по конструктивному исполнению. Известный люнет содержит два шарнирно связанных рычага, установленных в корпусе с возможностью угловых перемещений, несущие нижнюю и боковую губки, воздействующие на шлифуемую шейку, и привод перемещения губок, содержащим винт. ' -^ Однако этот люнет предназначен только для повышения жесткости системы СПИД и не может выполнять корректировку формы шейки, адаптируясь к условиям шлифования, зависящим от значения и направления прогиба шлифуемого изделия, которому свойственен косой изгиб. Кроме того в прототипе короткий ход губок при быстром отводе, ограниченный размерами лыски на подающем эксцентрике. Задачей изобретения является снижение отклонения от круглости шлифуемых деталей, имеющих неоднородную поперечную жесткость, приводящую к циклически изменяющемуся по значению и направлению прогибу детали при ее вращении в процессе шлифования, за счет создания максимально простого устройства (люнета), использующего переменный прогиб детали в одной плоскости для корректировки положения шлифуемой шейки относительно шлифовального круга, взаимодействующего с шейкой в другой плоскости, что в результате обеспечивает отслеживание положения детали. Поставленная задача решается тем, что в предложенном люнете шлифовального станка, содержащем установленные в корпусе два шарнирно связанных рычага с нижней и боковой губками и привод их перемещения, содержащий винт, согласно изобретению нижнюю губка расположена так, что угол, образованный нормалью к ее рабочей поверхности и вертикалью составляет 17-19 градусов, а передаточное отношение кинематической цепи, связывающей нижнюю и боковую губки, равно 0,5, при этом люнет снабжен расположенной на корпусе и связанной с боковой губкой упругой скобой с наклонной поверхностью, предназначенной для взаимодействия с винтом привода перемещения. В связи с корректирующей функцией предлагаемого люнета возможно получить меньшее отклонение от круглости шеек при меньшей массе люнета. В результате достигается снижение отклонения от круглости шлифуемых шеек при возможности снижения массы люнета; упрощается настройка основного параметра люнета - упругой податливости рабочей губки -и ее автоматической подстройки при шлифовании шеек вала с другими размерами. При этом люнет можно применять в станках для шлифования большой номенклатуры валов. Кроме повышения жесткости системы СПИД, в связи с предлагаемыми кинематическими связями его активных элементов и геометрическими их соотношениями люнет обладает функцией циклического изменения силы нажима боковой губки, действующей в направлении шлифовального круга, в зависимости от изменения нагрузки на нижней поддерживающей губке при различных угловых положениях вала, подвергаемого циклическим изменениям прогиба в процессе вращения. Сущность изобретения поясняется чертежами. На фиг.1 показан эскиз коленчатого вала наиболее распространенной конструкции. На фиг.2 и 3 показан общий вид предлагаемого люнета с обозначением его элементов и основных геометрических параметров. Позицией 1 обозначена ось коренных шеек. позициями 2 и 3 - оси соответственно крайних и средних шатунных шеек. буквами А и В показаны главные плоскости продольного сечения вала. На корпусе 4, крепящемся на столе станка (на чертежах не показан) взаимосвязанными деталями 5, посредством подшипникового узла 6 установлен рычаг 7. На рычаге 7 посредством подшипникового узла 8 установлен рычаг 9. Рычаг 7 имеет боковую губку 10, нажимающую на шлифуемую шейку 11 в направлении шлифовального круга 12. Рычаг 9 имеет нижнюю губку 13, воспринимающую нагрузку от части веса вала, изгибающего вал, и изменения нагрузки в процессе вращения вала. Губка 13 расположена так, что угол а, образованный нормалью к ее рабочей поверхности и вертикалью составляет 17...19°. При этом угле максимальная нагрузка на нижней губке 13 от вала, соприкасающегося с губкой в точке касания, будет соответствовать максимальному отводу боковой губки 10. Рычаг 7 управляется приводом перемещения 14, смещающим рычаг в направлении R, винт со сферическим концом которого упирается в верхнюю наклонную площадку откидной упругой скобы 15, воспринимающей силу F от привода перемещения рычага. Положение скобы 15 регулируется в направлении Q контрящимся винтом 16. Скоба имеет упруго податливую часть 17. Противоположным от губки концом рычаг 9 опирается на винтовой механизм 18, с помощью которого производится установка рычага в направлении N. Принцип действия разработан применительно к условиям прецизионного шлифования шеек деталей, подвергающихся косому изгибу от силы тяжести в процессе вращения детали вокруг собственной продольной оси, занимающей горизонтальное положение. Возрастание нагрузки на губке 13 передается на рычаг 9, опирающийся вторым концом на винт настройки 18, жестко связанный с корпусом, а средней частью - с рычагом, несущим губку 10. Следовательно, при увеличении усилия на губке 13 губка 10 ослабляет свой нажим на шейку, шейка за счет упругости предварительно напряженного люнетом вала отходит от периферии круга и врезания губки в шейку вала не произойдет. То же будет при угловом положении вала, отличающемся на 180°. Когда же вал в процессе шлифования провернется, например, на 90° и шейка вала будет в контакте с нижней губкой, нагрузка на нижней губке будет минимальной. Предварительно созданные приводом перемещения 14 напряжения в скобе 15 (фиг. 3), не компенсированные уменьшенным усилием на нижней губке, создадут дополнительное усилие нажима губки 10 на шейку и этим воспрепятствуют отходу шейки от круга. Таким образом, за один оборот 8 вала губка 10 нажимает на вал с четырьмя разными усилиями, два из которых имеют большее, а два других - меньшее значение, чем автоматически отслеживается дистанция шейки от шлифовального круга. Описание динамики косого изгиба коленчатого вала и предотвращения его влияния на точность шлифования выполнено исходя из конструкции вала, при которой оси коренных и всех шатунных шеек находятся в одной плоскости. Однако оно справедливо и для всех других конструкций коленчатых валов, расположение шатунных шеек в которых под углами 120, 90, 72, 60 и т.д. градусов, так как прогиб вала определяют шейки и соединяющие их щеки, расположенные в его средней части, Общее передаточное отношение кинематической цепи от нижней губки 13 до боковой губки 10 составляет 0.5. т.е. При этом пренебрегаем податливостью рычага 9, подшипниковых узлов 6 и 8, которые можно изготовить с любой жесткостью. при которой податливость будет пренебрежимо малой. Однако для функционирования предлагаемого люнета необходимо обеспечить достаточную податливость системы, удерживающей рычаг 7. С этой целью привод перемещения 14 рычага 7, несущего губку 10. опирается на откидную упругую скобу 15. Угловое положение скобы регулируется в направлении Q с целью настройки необходимого упругого перемещения рычага 7. Этим достигается изменение плеча L5 действия силы F, создаваемой нажимом винта привода перемещения 14 и создающей изгибающий момент упругой части 17 скобы 15. Кроме того привод перемещения расположен под углом к скобе 15, имеющей наклонную верхнюю часть, что автоматически уменьшает податливость за счет уменьшения плеча L5 при настройке на шейки с большими диаметрами, принадлежащие валам более крупных размеров и поэтому требующих повышенных усилий люнета. Если, например, при шлифовании малых валов контакт механизма был в точке 19, то при шлифовании больших в точке 20, что обеспечивает примерно одинаковый изгибающий момент от большей силы F за счет уменьшения плеча L5 (фиг.2). Управление люнетом заключается в настройке на нужный диаметр шейки. При этом первой подводится боковая губка, а затем нижняя с созданием натяга примерно такого же, как и боковой губки. Подача губок при работе производится только с помощью привода 14, так как рычаги взаимосвязаны, и поворот рычага 7, несущего на себе рычаг 9, сообщает угловое перемещение рычагу 9. Для быстрого отвода обеих губок с целью, например, перестановки люнета надо ослабить винт привода 14, провернуть скобу 15 вправо и наклонить рычаг 7 против направления стрелки R. При этом опустится и рычаг 9. Подача губок при шлифовании очередной шейки производится без воздействия на винт 18, так какой выполняет только настроечную функцию. Ручной привод 14 перемещения боковой губки может быть заменен любым другим, например, гидравлически – клиновым, автоматизирующим управление, и от этого принцип работы не изменится.
ДивитисяДодаткова інформація
Назва патенту англійськоюGrinder rest
Автори англійськоюHavrylenko Dmytro Dmytrovych, Diatel Mykola Mykytovych, Snisarenko Vvan Mykolaiovych, Syniahovskyi Ivan Ivanovych
Назва патенту російськоюЛюнет шлифовального станка
Автори російськоюГавриленко Дмитрий Дмитриевич, Дятел Николай Никитович, Снисаренко Иван Николаевич, Синяговский Иван Иванович
МПК / Мітки
МПК: B24B 41/06
Мітки: люнет, шліфувального, верстата
Код посилання
<a href="https://ua.patents.su/3-3877-lyunet-shlifuvalnogo-verstata.html" target="_blank" rel="follow" title="База патентів України">Люнет шліфувального верстата</a>
Люнет
Номер патенту: 4013
Опубліковано: 27.12.1994
Автори: Соболєв Сергій Михайлович, Фролов Віктор Васильович
МПК: B23Q 1/00
Мітки: люнет
Формула / Реферат:
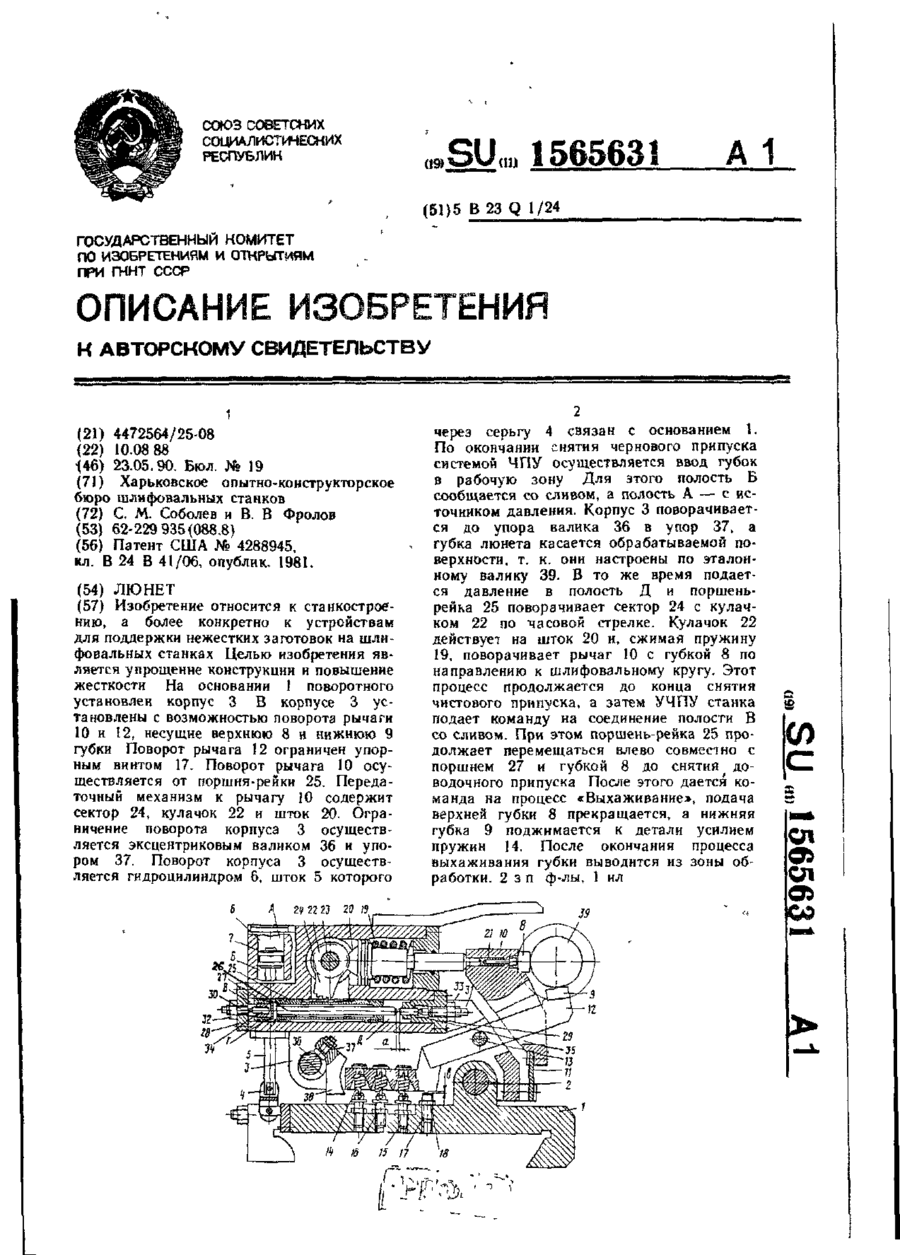
1. Люнет, содержащий основание, установленный на нем корпус с приводом его поворота, верхнюю губку с закрепленной на ее вертикальном рычаге нижней губкой, связанную через передаточный механизм с приводом ее перемещения, выполненным в виде силового двухскоростного гидроцилиндра с поршнем-рейкой, отличающийся тем, что, с целью упрощения конструкции и повышения жесткости, передаточный механизм выполнен в виде подпружиненного штока и валика с...
Шпіндельний вузол шліфувального верстата
Номер патенту: 245
Опубліковано: 30.04.1993
Автори: Пізенцалі Антон Дмитрович, Довгий Олександр Семенович, Захарченко Юрій Петрович, Синяговський Іван Іванович, Тараненко Микола Степанович
МПК: B24B 41/00
Мітки: вузол, верстата, шліфувального, шпіндельний
Формула / Реферат:
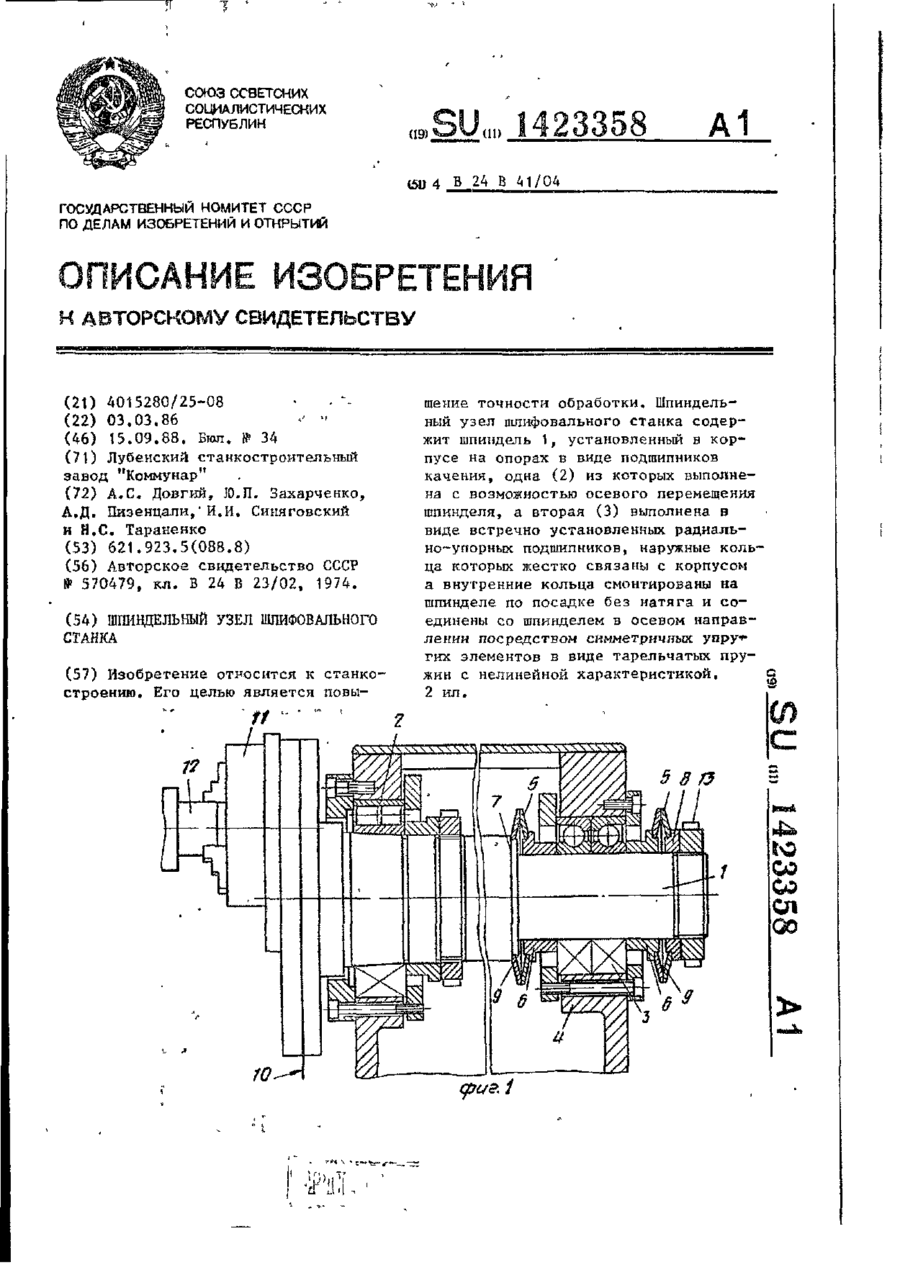
Формула изобретенияШпиндельный узел шлифовального станка, содержащий шпиндель, установленный в корпусе на опорах в виде подшипников качения, одна из которых выполнена с возможностью осевого перемещения шпинделя, а другая расположена между буртами шпинделя и снабжена упругими в осевом направлении элементами, отличающийся тем, что, с целью повышения точности обработки, вторая опора выполнена в виде двух встречно установленных...
Ущільнення обертового вала шестеренної гідромашини
Номер патенту: 959
Опубліковано: 15.12.1993
Автори: Лесючок Вадим Іванович, Аскері Мухамед Алі син Наги, Переверзєв Олександр Іванович
МПК: F16J 15/32
Мітки: шестеренної, ущільнення, обертового, вала, гідромашини
Формула / Реферат:
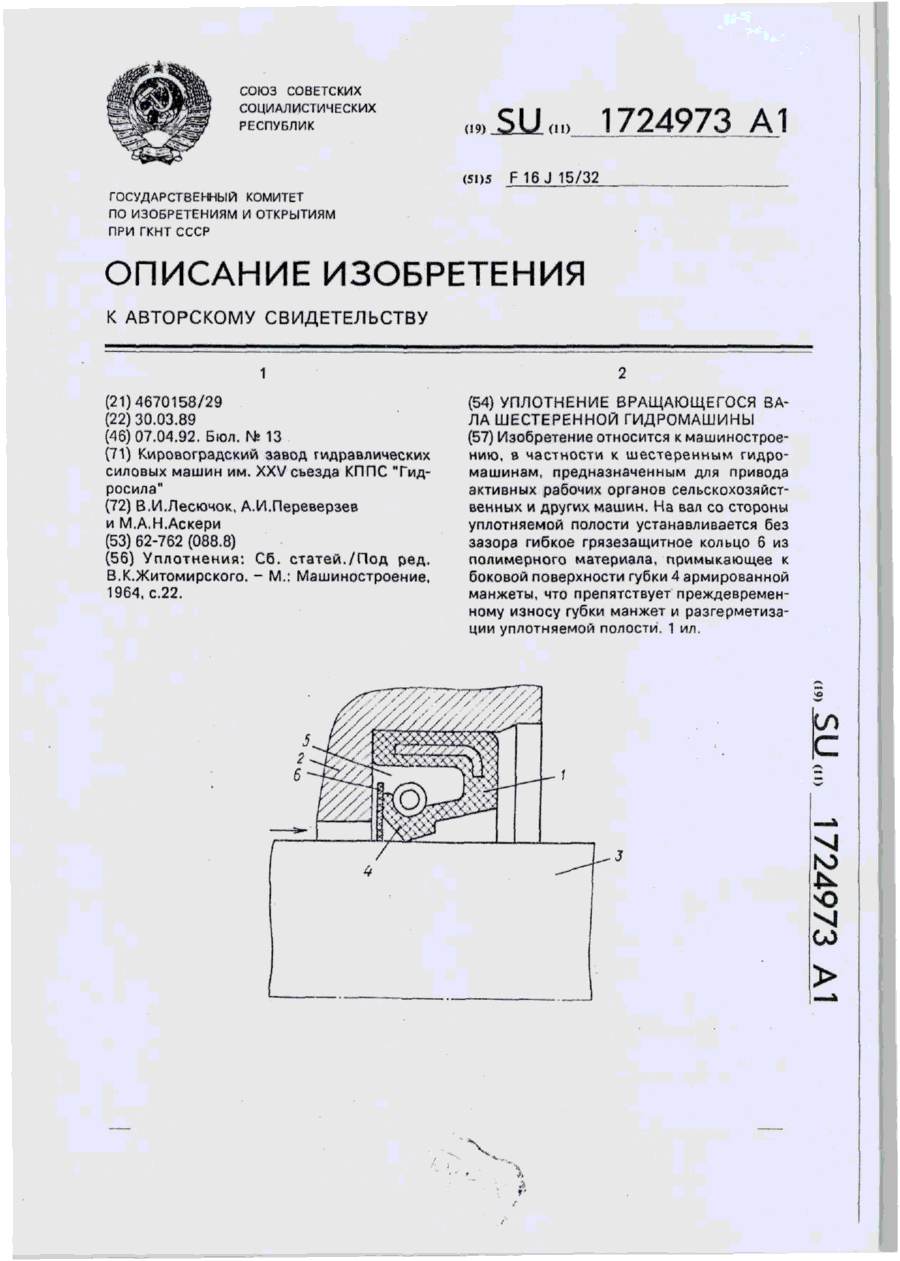
Формула изобретенияУплотнение вращающегося вала шестеренной гидромашины, содержащее уплотнительную манжету, установленную в корпусе, и неподвижное грязезащитное кольцо, отличающееся тем, что, с целью повышения надежности работы уплотнения, грязезащитное кольцо выполнено гибким из полимерного материала и установлено без зазора относительно вала со стороны уплотнительной полости касательно к боковой поверхности губки манжеты.
Залізнична платформа
Номер патенту: 1966
Опубліковано: 20.12.1994
Автори: Шевченко Юрій Лєонідовіч, Колесник Алім Кирилович, Кульганек Генадій Йосипович, Литвинчук Леонід Володимирович
Мітки: платформа, залізнична
Формула / Реферат:
1. Железнодорожная платформа, содержащая раму и коники, установленные на ней с возможностью перемещения и фиксации в требуемом положении узлами фиксации, отличающаяся тем, что нижней частью каждого коника охвачена наружная полка продольной балки, и эта часть платформы выполнена с окнами для размещения узла фиксации, представляющего собой струбцину, охватывающую губками указанную полку, причем верхняя губка струбцины выполнена с поперечными...
Базовий модуль деревообробного верстата
Номер патенту: 1290
Опубліковано: 30.12.1993
Автор: Сергєєв Михайло Михайлович
МПК: B27C 9/00
Мітки: модуль, базовий, верстата, деревообробного
Формула / Реферат:
Базовый модуль деревообрабатывающего станка, включающий станину, шпиндель и привод, отличающийся тем, что станина выполнена с горизонтально расположенными направляющими, а модуль снабжен рамой с вертикальными стойками и траверсой, причем рама имеет элементы крепления наладок станка и установлена на горизонтальных направляющих с возможностью ее переустановки в вертикальных стойках рамы, в плоскости перпендикулярной оси шпинделя смонтированы...
Попередній патент: Суміш для керамічної наплавки вогнетривкої футеровки
Наступний патент: Спосіб одержання концентрованих гідрозолей, що мають ліпофільні та гідрофільні вітаміни
Випадковий патент: Спосіб визначення вмісту рухомих сполук натрію, фосфору та калію в ґрунті у солянокислій витяжці методом атомно-емісійної спектрометрії з індуктивно зв'язаною плазмою