Стандартний зразок для настроювання та атестації вихрострумових дефектоскопів
Номер патенту: 39189
Опубліковано: 10.02.2009
Автори: Учанін Валентин Миколайович, Рибачук Володимир Георгійович
Формула / Реферат
1. Стандартний зразок для настроювання та атестації вихрострумових дефектоскопів, який складається з двох клиноподібних частин з однаковим кутом нахилу і штучного дефекту, який відрізняється тим, що клиноподібні частини зістиковані між собою таким чином, що утворюють пластину з паралельними поверхнями, а штучний дефект нанесений на одну із клиноподібних частин.
2. Стандартний зразок за п. 1, який відрізняється тим, що штучний дефект виконаний у вигляді тонкого розрізу, площина якого перпендикулярна площині стику клиноподібних частин.
3. Стандартний зразок за п. 1, який відрізняється тим, що клиноподібні частини виготовлені із пластин з попередньо нанесеним зварним швом, напрямок якого співпадає з напрямком нахилу клиноподібних частин, а штучний дефект нанесений в зоні зварного шва.
Текст
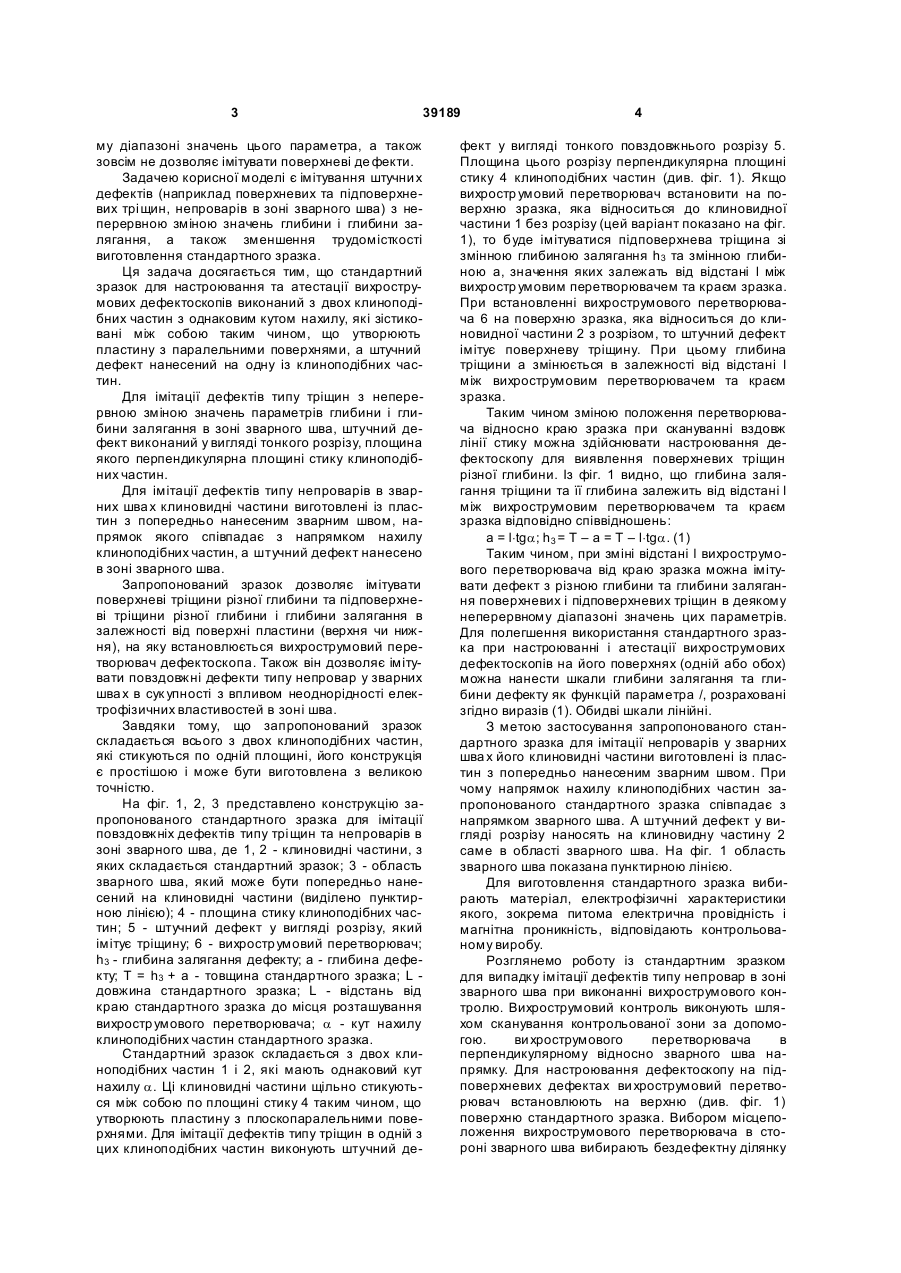
1. Стандартний зразок для настроювання та атестації вихростр умових де фектоскопів, який складається з двох клиноподібних частин з однаковим кутом нахилу і штучного дефекту, який відрізняється тим, що клиноподібні частини зістиковані між собою таким чином, що утворюють 3 39189 му діапазоні значень цього параметра, а також зовсім не дозволяє імітувати поверхневі де фекти. Задачею корисної моделі є імітування штучни х дефектів (наприклад поверхневих та підповерхневих трі щин, непроварів в зоні зварного шва) з неперервною зміною значень глибини і глибини залягання, а також зменшення трудомісткості виготовлення стандартного зразка. Ця задача досягається тим, що стандартний зразок для настроювання та атестації вихрострумових дефектоскопів виконаний з двох клиноподібних частин з однаковим кутом нахилу, які зістиковані між собою таким чином, що утворюють пластину з паралельними поверхнями, а штучний дефект нанесений на одну із клиноподібних частин. Для імітації дефектів типу тріщин з неперервною зміною значень параметрів глибини і глибини залягання в зоні зварного шва, штучний дефект виконаний у вигляді тонкого розрізу, площина якого перпендикулярна площині стику клиноподібних частин. Для імітації дефектів типу непроварів в зварних шва х клиновидні частини виготовлені із пластин з попередньо нанесеним зварним швом, напрямок якого співпадає з напрямком нахилу клиноподібних частин, а штучний дефект нанесено в зоні зварного шва. Запропонований зразок дозволяє імітувати поверхневі тріщини різної глибини та підповерхневі тріщини різної глибини і глибини залягання в залежності від поверхні пластини (верхня чи нижня), на яку встановлюється вихрострумовий перетворювач дефектоскопа. Також він дозволяє імітувати повздовжні дефекти типу непровар у зварних шва х в сук упності з впливом неоднорідності електрофізичних властивостей в зоні шва. Завдяки тому, що запропонований зразок складається всього з двох клиноподібних частин, які стикуються по одній площині, його конструкція є простішою і може бути виготовлена з великою точністю. На фіг. 1, 2, 3 представлено конструкцію запропонованого стандартного зразка для імітації повздовжніх дефектів типу трі щин та непроварів в зоні зварного шва, де 1, 2 - клиновидні частини, з яких складається стандартний зразок; 3 - область зварного шва, який може бути попередньо нанесений на клиновидні частини (виділено пунктирною лінією); 4 - площина стику клиноподібних частин; 5 - штучний дефект у вигляді розрізу, який імітує тріщину; 6 - вихростр умовий перетворювач; h3 - глибина залягання дефекту; а - глибина дефекту; Т = h3 + a - товщина стандартного зразка; L довжина стандартного зразка; L - відстань від краю стандартного зразка до місця розташування вихростр умового перетворювача; a - кут нахилу клиноподібних частин стандартного зразка. Стандартний зразок складається з двох клиноподібних частин 1 і 2, які мають однаковий кут нахилу a. Ці клиновидні частини щільно стикуються між собою по площині стику 4 таким чином, що утворюють пластину з плоскопаралельними поверхнями. Для імітації дефектів типу тріщин в одній з цих клиноподібних частин виконують штучний де 4 фект у вигляді тонкого повздовжнього розрізу 5. Площина цього розрізу перпендикулярна площині стику 4 клиноподібних частин (див. фіг. 1). Якщо вихростр умовий перетворювач встановити на поверхню зразка, яка відноситься до клиновидної частини 1 без розрізу (цей варіант показано на фіг. 1), то буде імітуватися підповерхнева тріщина зі змінною глибиною залягання h3 та змінною глибиною а, значення яких залежать від відстані l між вихростр умовим перетворювачем та краєм зразка. При встановленні вихрострумового перетворювача 6 на поверхню зразка, яка відноситься до клиновидної частини 2 з розрізом, то штучний дефект імітує поверхневу тріщину. При цьому глибина тріщини а змінюється в залежності від відстані l між вихрострумовим перетворювачем та краєм зразка. Таким чином зміною положення перетворювача відносно краю зразка при скануванні вздовж лінії стику можна здійснювати настроювання дефектоскопу для виявлення поверхневих тріщин різної глибини. Із фіг. 1 видно, що глибина залягання тріщини та її глибина залежить від відстані l між вихрострумовим перетворювачем та краєм зразка відповідно співвідношень: a = l×tga; h3 = T – a = T – l×tga. (1) Таким чином, при зміні відстані l вихрострумового перетворювача від краю зразка можна імітувати дефект з різною глибини та глибини залягання поверхневих і підповерхневих тріщин в деякому неперервному діапазоні значень цих параметрів. Для полегшення використання стандартного зразка при настроюванні і атестації вихрострумових дефектоскопів на його поверхнях (одній або обох) можна нанести шкали глибини залягання та глибини дефекту як функцій параметра /, розраховані згідно виразів (1). Обидві шкали лінійні. З метою застосування запропонованого стандартного зразка для імітації непроварів у зварних шва х його клиновидні частини виготовлені із пластин з попередньо нанесеним зварним швом. При чому напрямок нахилу клиноподібних частин запропонованого стандартного зразка співпадає з напрямком зварного шва. А штучний дефект у вигляді розрізу наносять на клиновидну частину 2 саме в області зварного шва. На фіг. 1 область зварного шва показана пунктирною лінією. Для виготовлення стандартного зразка вибирають матеріал, електрофізичні характеристики якого, зокрема питома електрична провідність і магнітна проникність, відповідають контрольованому виробу. Розглянемо роботу із стандартним зразком для випадку імітації дефектів типу непровар в зоні зварного шва при виконанні вихрострумового контролю. Вихрострумовий контроль виконують шляхом сканування контрольованої зони за допомогою. ви хрострумового перетворювача в перпендикулярному відносно зварного шва напрямку. Для настроювання дефектоскопу на підповерхневих дефектах ви хрострумовий перетворювач встановлюють на верхню (див. фіг. 1) поверхню стандартного зразка. Вибором місцеположення вихрострумового перетворювача в стороні зварного шва вибирають бездефектну ділянку 5 39189 в стороні від зварного шва (точка балансування показана на фіг. 1) і проводять балансування дефектоскопу, яке полягає в компенсації сигналу небалансу перетворювача. Переміщують вихрострумовий перетворювач вздовж зварного шва в положення, при якому ви хрострумовий перетворювач при скануванні поперек зварного шва буде пересікати дефекту зону з необхідною для настроювання глибиною залягання дефекту. При скануванні переміщують ви хрострумовий перетворювач поперек зварного шва (вздовж стрілки на фіг. 1) і спостерігають сигнали вихрострумового перетворювача від дефекту і проводять настроювання дефектоскопа для виявлення і оцінки підповерхневих дефектів. Для настроювання дефектоскопу на поверхневих дефектах ви хростр умовий перетворювач встановлюють на нижню (див. фіг.1) поверхню зразка. Аналогічно вибором місцеположення вихрострумового перетворювача в стороні від зварного шва стандартного зразка вибирають бездефектну ділянку і проводять балансування дефектоскопу. Переміщують ви хрострумовий перетворювач вздовж зварного шва в положення, при якому вихростр умовий перетворювач при скануванні буде пересікати дефектну зону зразка з необхідною глибиною дефекту. При скануванні поперек зварного шва (по стрілці на фіг. 1) спостерігають сигнали вихрострумового перетворювача від поверхневого дефекту і проводять відповідне настроювання дефектоскопа для виявлення і оцінки поверхневих дефектів. Для кількісному контролі з оцінкою параметрів виявлених дефектів проводять калібрування дефектоскопа при розташуванні вихрострумового перетворювача в зонах з мінімальним і максимальним значеннями параметру де фекту. Комп’ютерна в ерстка І.Скворцов а 6 Запропонований стандартний зразок передбачається використати для настроювання і атестації універсальних ви хрострумового дефектоскопу при реалізації технологій виявлення внутрішніх дефектів в багатошарових авіаційних конструкціях із алюмінієвих сплавів, а також для настроювання дефектоскопів при реалізації технологій вихрострумової дефектоскопії зварних швів, виконаних дуговим зварюванням [4,5]. 1. Неразрушающий контроль материалов и изделий. Справочник. / Под ред. Г.С. Самойловича. - М.: Машиностроение, 1976. - 252 с. 2. А.С. №739391 СССР. МКИ G01N27/86. Имитатор для настройки дефектоскопов // Д.И. Косовский, Ю.М. Шкарлет, Л.А. Хватов и др. (СССР). 2570500/25-28; Заявлено 18.01.78; Опубл. 05.06.80, Бюл. №21. - 3 с. 3. А.С. №1006992 СССР. МКИ G01N27/90. Настроечный имитатор для вихретоковых дефектоскопов (его варианты) // В.Г. Вя хорев, B.C. Никульшин и П.П. Олейников (СССР). -3291977/25-28; Заявлено 08.05.81; Опубл. 23.03.83, Бюл. №11. 3с. 4. Учанин В.Н. Вихретоковые методы выявления дефектов в зоне заклепок многослойных авиационных конструкций // Техническая диагностика и неразрушающий контроль. - 2006. - № 2. - С. 312. 5. Дослідження вихрострумових перетворювачів для виявлення дефектів зварних швів тонкостінних елементів космічних конструкцій / Учанін В.М., Тихий В.Г., Кириченко I.I. та ін. // Електромагнітний, акустичний та оптичний неруйнівний контроль матеріалів та виробів / Серія: Фізичні методи та засоби контролю середовищ, матеріалів та виробів. -Львів: Фізико-механічний ін-т ім. Г. В. Карпенка НАН України. - 2006. - Вип. 11. - С. 123-126. Підписне Тираж 28 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюStandard sample for adjustment and attestation of vortex current defectoscopes
Автори англійськоюUchanin Valentyn Mykolaiovych, Rybachuk Volodymyr Heorhiiovych
Назва патенту російськоюСтандартный образец для настройки и аттестации вихре токовых дефектоскопов
Автори російськоюУчанин Валентин Николаевич, Рибачук Владимир Георгиевич
МПК / Мітки
МПК: G01N 27/90
Мітки: настроювання, атестації, стандартний, зразок, дефектоскопів, вихрострумових
Код посилання
<a href="https://ua.patents.su/3-39189-standartnijj-zrazok-dlya-nastroyuvannya-ta-atestaci-vikhrostrumovikh-defektoskopiv.html" target="_blank" rel="follow" title="База патентів України">Стандартний зразок для настроювання та атестації вихрострумових дефектоскопів</a>
Стандартний зразок для настроювання, калібрування та атестації вихрострумових дефектоскопів

Номер патенту: 39172
Опубліковано: 10.02.2009
Автори: Найда Володимир Львович, Кириченко Ірина Іванівна, Гогуля Олександр Миколайович, Учанін Валентин Миколайович
МПК: G01N 27/90
Мітки: настроювання, атестації, дефектоскопів, зразок, калібрування, стандартний, вихрострумових
Формула / Реферат:
1. Стандартний зразок для настроювання, калібрування та атестації вихрострумових дефектоскопів у вигляді протяжної циліндричної трубки, складеної з декількох частин, з штучним дефектом в одній з частин, який відрізняється тим, що зразок виконаний з двох циліндричних трубчастих частин, зовнішній і внутрішній діаметри яких є рівними, обидві частини зразка мають кінцеві ділянки рівної довжини, які виготовлені таким чином, що зовнішній діаметр...
Спосіб виготовлення контрольних зразків для настроювання, калібрування та атестації приладів неруйнівного контролю
Номер патенту: 29293
Опубліковано: 10.01.2008
Автор: Учанін Валентин Миколайович
МПК: G01N 27/90
Мітки: настроювання, зразків, контрольних, атестації, калібрування, контролю, спосіб, приладів, виготовлення, неруйнівного
Формула / Реферат:
1. Спосіб виготовлення контрольних зразків для настроювання, калібрування та атестації приладів неруйнівного контролю, який складається із виготовлення заготовки з матеріалу, характеристики якого відповідають контрольованому об'єкту, на поверхню якої наносять тріщиноподібний дефект у вигляді тонкого паза, який відрізняється тим, що на поверхню зразка попередньо наносять виріз, а тріщиноподібні дефекти наносять на бокову поверхню вирізу,...
Стандартний зразок для визначення основних параметрів ультразвукового контролю циліндричних виробів хордовим способом
Номер патенту: 52432
Опубліковано: 16.12.2002
Автор: Колбін Ігор Борисович
МПК: G01N 29/04
Мітки: хордовим, способом, виробів, стандартний, параметрів, зразок, контролю, визначення, циліндричних, ультразвукового, основних
Формула / Реферат:
1. Стандартний зразок для визначення основних параметрів ультразвукового контролю циліндричних виробів хордовим способом, що має тіло, виготовлене з матеріалу, акустичні властивості якого відповідають властивостям контрольованого виробу, основу, бічні грані і розміщену під кутом до основи зразка похилу грань з відбивачем у вигляді плоскодонного отвору, який відрізняється тим, що тіло зразка виготовлене як півциліндр, радіус кривизни якого...
Зразок для визначення межі міцності деревини при розтягуванні вздовж волокон
Номер патенту: 21529
Опубліковано: 15.03.2007
Автор: КОТРЕЧКО ОЛЕКСІЙ ОЛЕКСІЙОВИЧ
МПК: G01N 3/00
Мітки: межі, визначення, вздовж, деревини, розтягуванні, волокон, міцності, зразок
Формула / Реферат:
Зразок для визначення межі міцності деревини при розтягуванні вздовж волокон, що має захватну і робочу частину, який відрізняється тим, що посередині робочої частини зразка під кутом 45° до його широкої грані на однакових відстанях від бокових кромок виконаний як концентратор напруг наскрізний отвір, вісь якого проходить через центр поперечного перерізу середньої частини зразка.
Антиген сибірковий стандартний для діагностики сибірки
Номер патенту: 25400
Опубліковано: 30.10.1998
Автор: Завірюха Анатолій Іванович
МПК: A61K 39/00
Мітки: стандартний, діагностики, сибірковий, сибірки, антиген
Формула / Реферат:
Антиген сибірковий стандартний для діагностики сибірки на основі інактивованих мікробів вірулентного штаму збудника сибірки, який відрізняється тим, що містить продукти життєдіяльності вакцинного штаму, наприклад, Bac.anthracis K-79Z у вигляді фільтрату культуральної рідини.
Попередній патент: Спосіб корогод комплексного лікування людей із надлишковою вагою тіла
Наступний патент: Бурошнекова машина
Випадковий патент: Екран захисний типу е3