Спосіб просочення орієнтованих волокнистих наповнювачів епоксидними зв`язуючими
Номер патенту: 39729
Опубліковано: 10.03.2009
Автори: Колосова Олена Петрівна, Колосов Олександр Євгенович, Сахаров Олександр Сергійович, Степаненко Борис Євгенович, Сівецький Володимир Іванович
Формула / Реферат
Спосіб просочення орієнтованих волокнистих наповнювачів епоксидними зв'язуючими, що включає ультразвукову обробку зв'язуючого у ванні просочення, просочення наповнювача обробленим зв'язуючим і ультразвукову обробку просоченого наповнювача після його виходу з ванни просочення при частоті 17-22 кГц, який відрізняється тим, що ультразвукову обробку зв'язуючого здійснюють при інтенсивності 1,5-3 Вт/см2, частоті 17-44 кГц, амплітуді 5-12 мкм, температурі 70-90 °С протягом 30-45 хв, а просочений волокнистий наповнювач обробляють синхронно працюючими концентраторами поздовжніх ультразвукових коливань, які розташовують напроти один одного симетрично відносно оброблюваного наповнювача і з можливістю утворення контакту з ним, при інтенсивності 2-3 Вт/см2, амплітуді 4-6 мкм, температурі 70-90 °С протягом 1-3 с.
Текст
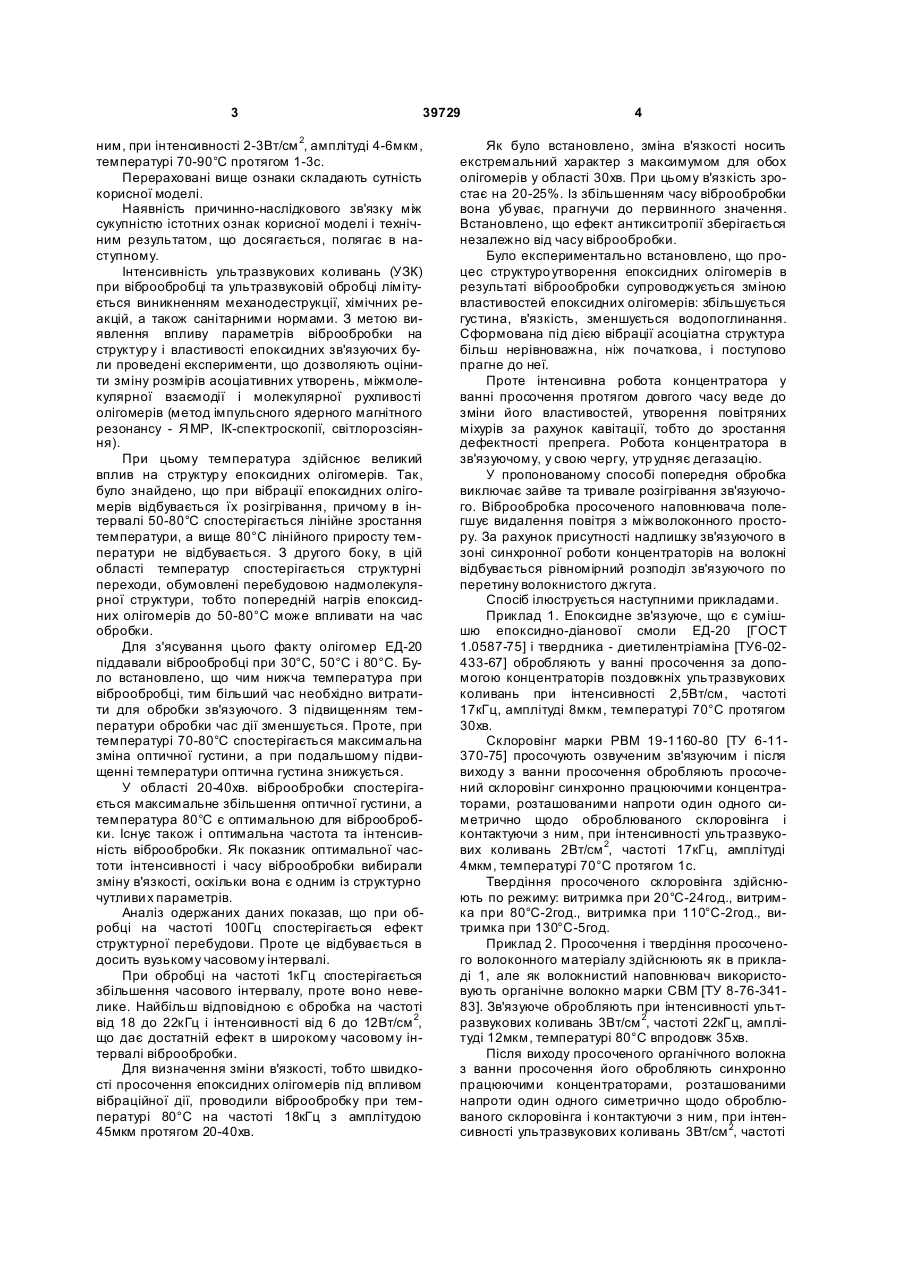
Спосіб просочення орієнтованих волокнистих наповнювачів епоксидними зв'язуючими, що включає ультразвукову обробку зв'язуючого у ванні 3 39729 ним, при інтенсивності 2-3Вт/см 2, амплітуді 4-6мкм, температурі 70-90°С протягом 1-3с. Перераховані вище ознаки складають сутність корисної моделі. Наявність причинно-наслідкового зв'язку між сукупністю істотних ознак корисної моделі і технічним результатом, що досягається, полягає в наступному. Інтенсивність ультразвукових коливань (УЗК) при віброобробці та ультразвуковій обробці лімітується виникненням механодеструкції, хімічних реакцій, а також санітарними нормами. З метою виявлення впливу параметрів віброобробки на структур у і властивості епоксидних зв'язуючих були проведені експерименти, що дозволяють оцінити зміну розмірів асоціативних утворень, міжмолекулярної взаємодії і молекулярної рухливості олігомерів (метод імпульсного ядерного магнітного резонансу - Я МР, ІК-спектроскопії, світлорозсіяння). При цьому температура здійснює великий вплив на структур у епоксидних олігомерів. Так, було знайдено, що при вібрації епоксидних олігомерів відбувається їх розігрівання, причому в інтервалі 50-80°С спостерігається лінійне зростання температури, а вище 80°С лінійного приросту температури не відбувається. З другого боку, в цій області температур спостерігається структурні переходи, обумовлені перебудовою надмолекулярної структури, тобто попередній нагрів епоксидних олігомерів до 50-80°С може впливати на час обробки. Для з'ясування цього факту олігомер ЕД-20 піддавали віброобробці при 30°С, 50°С і 80°С. Було встановлено, що чим нижча температура при віброобробці, тим більший час необхідно витратити для обробки зв'язуючого. З підвищенням температури обробки час дії зменшується. Проте, при температурі 70-80°С спостерігається максимальна зміна оптичної густини, а при подальшому підвищенні температури оптична густина знижується. У області 20-40хв. віброобробки спостерігається максимальне збільшення оптичної густини, а температура 80°С є оптимальною для віброобробки. Існує також і оптимальна частота та інтенсивність віброобробки. Як показник оптимальної частоти інтенсивності і часу віброобробки вибирали зміну в'язкості, оскільки вона є одним із структурно чутливи х параметрів. Аналіз одержаних даних показав, що при обробці на частоті 100Гц спостерігається ефект структурної перебудови. Проте це відбувається в досить вузькому часовому інтервалі. При обробці на частоті 1кГц спостерігається збільшення часового інтервалу, проте воно невелике. Найбільш відповідною є обробка на частоті від 18 до 22кГц і інтенсивності від 6 до 12Вт/см 2, що дає достатній ефект в широкому часовому інтервалі віброобробки. Для визначення зміни в'язкості, тобто швидкості просочення епоксидних олігомерів під впливом вібраційної дії, проводили віброобробку при температурі 80°С на частоті 18кГц з амплітудою 45мкм протягом 20-40хв. 4 Як було встановлено, зміна в'язкості носить екстремальний характер з максимумом для обох олігомерів у області 30хв. При цьому в'язкість зростає на 20-25%. Із збільшенням часу віброобробки вона убуває, прагнучи до первинного значення. Встановлено, що ефект антикситропії зберігається незалежно від часу віброобробки. Було експериментально встановлено, що процес структуро утворення епоксидних олігомерів в результаті віброобробки супроводжується зміною властивостей епоксидних олігомерів: збільшується густина, в'язкість, зменшується водопоглинання. Сформована під дією вібрації асоціатна структура більш нерівноважна, ніж початкова, і поступово прагне до неї. Проте інтенсивна робота концентратора у ванні просочення протягом довгого часу веде до зміни його властивостей, утворення повітряних міхурів за рахунок кавітації, тобто до зростання дефектності препрега. Робота концентратора в зв'язуючому, у свою чергу, утр удняє дегазацію. У пропонованому способі попередня обробка виключає зайве та тривале розігрівання зв'язуючого. Віброобробка просоченого наповнювача полегшує видалення повітря з міжволоконного простору. За рахунок присутності надлишку зв'язуючого в зоні синхронної роботи концентраторів на волокні відбувається рівномірний розподіл зв'язуючого по перетину волокнистого джгута. Спосіб ілюструється наступними прикладами. Приклад 1. Епоксидне зв'язуюче, що є сумішшю епоксидно-діанової смоли ЕД-20 [ГОСТ 1.0587-75] і твердника - диетилентріаміна [ТУ6-02433-67] обробляють у ванні просочення за допомогою концентраторів поздовжніх ультразвукових коливань при інтенсивності 2,5Вт/см, частоті 17кГц, амплітуді 8мкм, температурі 70°С протягом 30хв. Склоровінг марки РВМ 19-1160-80 [ТУ 6-11370-75] просочують озвученим зв'язуючим і після виходу з ванни просочення обробляють просочений склоровінг синхронно працюючими концентраторами, розташованими напроти один одного симетрично щодо оброблюваного склоровінга і контактуючи з ним, при інтенсивності ультразвукових коливань 2Вт/см 2, частоті 17кГц, амплітуді 4мкм, температурі 70°С протягом 1с. Твердіння просоченого склоровінга здійснюють по режиму: витримка при 20°С-24год., витримка при 80°С-2год., витримка при 110°С-2год., витримка при 130°С-5год. Приклад 2. Просочення і твердіння просоченого волоконного матеріалу здійснюють як в прикладі 1, але як волокнистий наповнювач використовують органічне волокно марки СВМ [ТУ 8-76-34183]. Зв'язуюче обробляють при інтенсивності ультразвукових коливань 3Вт/см 2, частоті 22кГц, амплітуді 12мкм, температурі 80°С впродовж 35хв. Після виходу просоченого органічного волокна з ванни просочення його обробляють синхронно працюючими концентраторами, розташованими напроти один одного симетрично щодо оброблюваного склоровінга і контактуючи з ним, при інтенсивності ультразвукових коливань 3Вт/см 2, частоті 5 39729 22кГц, амплітуді 6мкм, температурі 80°С протягом 3с. Приклад 3. Просочення і твердіння просоченого волоконного матеріалу здійснюють як в прикладі 1, але в якості волокнистого наповнювача використовують склотканину марки Т-10-80 [ГОСТ 19170-73]. Зв'язуюче обробляють при інтенсивності ультразвукових коливань 1,5Вт/см 2, частоті 44кГц, амплітуді 5мкм, температурі 90°С протягом 45хв. Після виходу просоченої склотканини з ванни просочення її обробляють при інтенсивності ультразвукових коливань 2,5Вт/см 2, частоті 18кГц, амплітуді 5мкм, температурі 90°С протягом 2с. Приклад 4. Просочення органічного волокна марки СВМ здійснюють як у прикладі 2, але як зв'язуюче використовують суміш епоксиднодіанової смоли і дигліциділового ефіру - діетіленгліколя, що затверджують триетаноламінотитанатом (зв'язуюче марки ЕДТ-10, ПИ1.2.029-77), яке обробляють при інтенсивності ультразвукових коливань 2Вт/см 2, частоті 17кГц, амплітуді 12мкм, температурі 80°С протягом 30хв. Після виходу просоченого органічного волокна з ванни просочення його обробляють при інтенси 6 вності ультразвукових коливань 2Вт/см 2, частоті 22кГц, амплітуді 5мкм, температурі 80°С протягом 2с. Твердіння просоченого органічного волокна здійснюють по режиму: витримка при 100°С-1год., витримка при 120°С-3год., витримка при 140°С2год. Приклад 5. Просочення склоровінга марка РВМ 19-1160-80 здійснюють як в прикладі 1, але як зв'язуюче використовують епоксидну смолу марки ЕХД [ТУ 6-05-1725-75], яку затверджують ізометилтетрагідрофталевим ангідридом [ТУ 6-09-332173]. Зв'язуюче обробляють при інтенсивності ультразвукових коливань 3Вт/см 2, частоті 17кГц, амплітуді 9мкм, температурі 80°С протягом 30хв. Після виходу просоченого склоровінга з ванни просочення його обробляють при інтенсивності ультразвукових коливань 2Вт/см 2, частоті 17кГц, амплітуді 6мкм, температурі 80°С протягом 2с. Твердіння просоченого склоровінга здійснюють по режиму: витримка при 80°С-2год., витримка при 130°С-3год., витримка при 160°С-6год. Порівняльні характеристики просочених і затверділих волокнистих наповнювачів, одержаних по прикладах 1-5 і за відомим способом найближчого аналога, приведені у таблиці. Таблиця Властивості епоксидних композицій та просочених і затверділих наповнювачів Показник Вміст включень газу, мг/л Висота підйому по скловолокну при 20 С, мм Крайовий кут змочування при 20°С, град sвиг, МПа sрозт., МПа sст., МПа sадг. відр., МПа Спосіб [2]* до 30% 0,2 0,3 35 29 781 592 917 2598 581 1735 341 459 709 72 55 54 1 до 7% Пропонуємий спосіб зa прикладами 2 3 4 5 до 6% до 5% до 5% до 4% 0,8 0,75 0,85 1,0 17 18 17 14 949 823 625 811 971 2235 3301 822 3318 2412 931 414 562 406 937 62 76 65 78 74 Примітка: верхнє значення - для волокна СВМ, середнє - для склотканини Т-10-80, нижнє - для склоровінга Ступінь дегазації визначали за допомогою Ван-Слайка, а крайовий кут змочування - методом краплі. Вимірювання міцнісних характеристик композитів проводилося на 15 кільцевих зразках на приклад виконання способу з внутрішнім діаметром 146мм, шириною 10мм, завтовшки 1мм (розтягу вання-стиснення) і товщиною: 2мм (вигин) і 55мм (зсув). Швидкість намотування на оправку складала 6м/хв., з усилля натягнення наповнювача - 30Н, швидкість деформації волокна-32мм/хв. У таблиці прийняті наступні позначення: sрозт. - міцність щодо розтягання; 7 39729 sст. - міцність при стисненні; sвиг. - міцність при вигині; sадг.відр. - адгезійна міцність при відриві до сталі Ст.45. Як видно з таблиці, пропонований спосіб дозволяє покращити якість просочення, підвищити Комп’ютерна в ерстка C.Литв иненко 8 механічну міцність і знизити дефектність просочених наповнювачів. Джерела інформації: 1. А.С. СССР №570932, кл. В05С3/04, 1976г. 2. А.С. СССР №1464441, кл C08J5/24, 1987г. Підписне Тираж 28 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of impregnation of oriented fibrous fillers with epoxy binding agents
Автори англійськоюKolosov Oleksandr Yevhenovych, Sivetskyi Volodymyr Ivanovych, Sakharov Oleksandr Serhiiovych, Kolosova Olena Petrivna, Stepanenko Borys Yevhenovych
Назва патенту російськоюСпособ пропитки ориентированных волокнистых наполнителей эпоксидными вяжущими
Автори російськоюКолосов Александр Евгеньевич, Сивецкий Владимир Иванович, Сахаров Александр Сергеевич, Колосова Елена Петровна, Степаненко Борис Евгеньевич
МПК / Мітки
Мітки: просочення, наповнювачів, епоксидними, спосіб, зв'язуючими, волокнистих, орієнтованих
Код посилання
<a href="https://ua.patents.su/4-39729-sposib-prosochennya-oriehntovanikh-voloknistikh-napovnyuvachiv-epoksidnimi-zvyazuyuchimi.html" target="_blank" rel="follow" title="База патентів України">Спосіб просочення орієнтованих волокнистих наповнювачів епоксидними зв`язуючими</a>
Спосіб просочення орієнтованих волокнистих наповнювачів епоксидними зв`язуючими
Номер патенту: 39145
Опубліковано: 10.02.2009
Автор: Колосов Олександр Євгенович
Мітки: орієнтованих, зв'язуючими, наповнювачів, волокнистих, просочення, спосіб, епоксидними
Формула / Реферат:
Спосіб просочення орієнтованих волокнистих наповнювачів епоксидними зв'язуючими, що включає транспортування наповнювача, його ультразвукове просочення у ванні із зв'язуючим і подальшу сушку, який відрізняється тим, що епоксидне зв'язуюче перед просоченням піддають об'ємній ультразвуковій обробці протягом 2-35 хв при інтенсивності коливань від 3 до 5 Вт/см2, частоті від 16 до 18 кГц, амплітуді від 8 до 14 мкм при температурі від 80 до...
Спосіб просочення довгомірних волокнистих наповнювачів полімерними зв’язуючими
Номер патенту: 39649
Опубліковано: 10.03.2009
Автор: Колосов Олександр Євгенович
Мітки: волокнистих, довгомірних, полімерними, спосіб, просочення, зв'язуючими, наповнювачів
Формула / Реферат:
Спосіб просочення довгомірних волокнистих наповнювачів полімерними зв'язуючими, що включає ультразвукову дію на зв'язуюче і армуючий наповнювач у просочувальній ванні концентраторами ультразвукових коливань ножового типу, а також подальше намотування просоченого наповнювача на оправку, який відрізняється тим, що проводять попередню ультразвукову обробку зв'язуючого, яке потім зливають у просочувальну ванну, просочують цим зв'язуючим армуючий...
Пристрій для оптичного дослідження кінетики поздовжнього просочення волокнистих наповнювачів полімерними зв’язуючими
Номер патенту: 38919
Опубліковано: 26.01.2009
Автор: Колосов Олександр Євгенович
МПК: B05C 3/00
Мітки: кінетики, пристрій, зв'язуючими, наповнювачів, полімерними, оптичного, поздовжного, дослідження, волокнистих, просочення
Формула / Реферат:
1. Пристрій для оптичного дослідження кінетики поздовжнього просочення волокнистих наповнювачів, переважно джгутового типу, полімерними зв'язуючими, що містить датчик натягнення наповнювача, теплообмінну камеру зі штуцерами для подачі і зливу теплоносія, два фіксуючих елементи для розташування між ними зразка, джерела освітлення і реєструючий пристрій з шкалою вимірювання рівня просочення, який відрізняється тим, що теплообмінна камера...
Спосіб приготування полімерної композиції для просочення волокнистих матеріалів
Номер патенту: 43697
Опубліковано: 17.12.2001
Автори: Федоткін Ігор Михайлович, Колосов Олександр Євгенович, Кудряченко Віктор Володимирович
МПК: C08L 63/00, C08J 3/28
Мітки: спосіб, просочення, полімерної, композиції, приготування, волокнистих, матеріалів
Формула / Реферат:
Спосіб приготування полімерної композиції для просочення волокнистих материалів шляхом змішування компонентів композиції у складі епоксидної основи і амінного отверджувача, на які здійснюють об'ємний вплив поздовжніми низькочастотними ультразвуковими коливаннями, який відрізняється тим, що перед змішуванням компонентів здійснюють об'ємний вплив на епоксидну основу при частоті 16-24 кГц, амплітуді 10-30 мкм, інтенсивності 4-10 Вт/см2,...
Спосіб ультразвукового просочування безперервних волокнистих наповнювачів полімерними зв’язуючими
Номер патенту: 39150
Опубліковано: 10.02.2009
Автор: Колосов Олександр Євгенович
МПК: B29B 15/08
Мітки: наповнювачів, просочування, спосіб, ультразвукового, волокнистих, полімерними, безперервних, зв'язуючими
Формула / Реферат:
1. Спосіб ультразвукового просочування безперервних волокнистих наповнювачів полімерними зв'язуючими, відповідно до якого здійснюють контактний вплив випромінювачами ультразвукових коливань, наприклад, у формі магнітострикційних перетворювачів з площинною випромінюючою пластиною, на поверхню матеріалу із заздалегідь нанесеним на нього полімерним зв'язуючим, який відрізняється тим, що перед нанесенням полімерного зв'язуючого на безперервний...