Верстат для обробки глибоких отворів
Номер патенту: 39809
Опубліковано: 15.06.2001
Автори: Єськов Олексій Леонтієвич, Копаньов Микола Миколаевич
Формула / Реферат
1. Верстат для обробки глибоких отворів, який складається зі станини, бабки виробу, інструментальної бабки, маслоприймача з кондукторною втулкою, борштанги, свердлувальної та розточувальної головок, який відрізняється тим, що його обладнано додатковим маслоприймачем, оснащеним привідним патроном та штангою, яка обхоплює з кільцевим зазором борштангу та перепущена через основний маслоприймач, при цьому додатковий маслоприймач встановлено на станині з можливістю осьового переміщення між основним маслоприймачем та інструментальною бабкою, а краї згаданої штанги жостко зв´язані відповідно з привідним патроном та розточувальною головкою.
2. Верстат по п.1, який відрізняється тим, що його обладнано механізмом центрування борштанги, який виконано у вигляді гідрозатискачів та розташовано у бабці виробу.
Текст
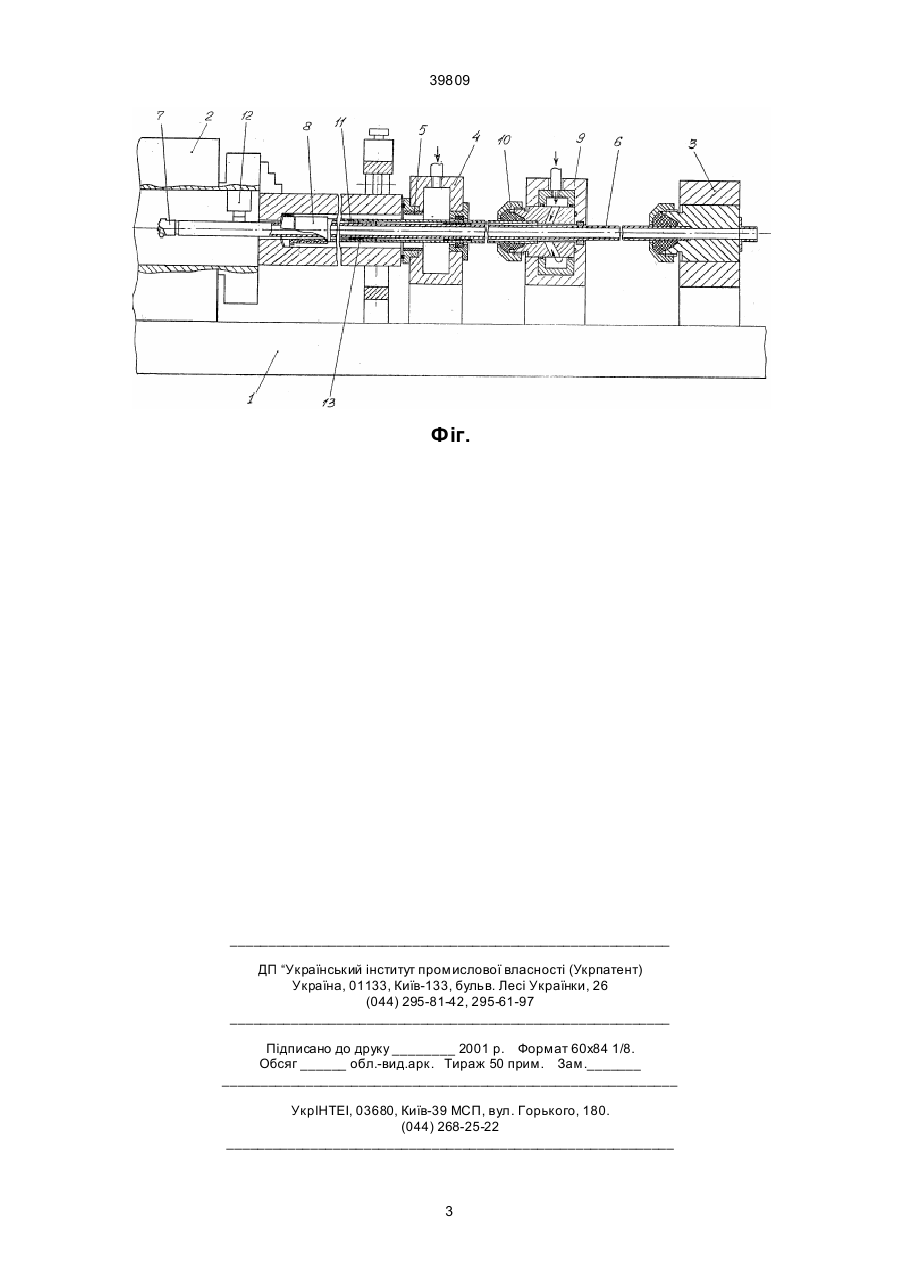
1. Верстат для обробки глибоких отворів, який складається зі станини, бабки виробу, інструментальної бабки, маслоприймача з кондукторною втулкою, борштанги, свердлувальної та розточувальної головок, який відрізняється тим, що його 39809 му, що борштанга використовується не тільки за своїм прямим призначенням, як оправка для свердлувальної головки, але і використовується як напрямна опора для розточної головки. Для досягнення цього технічного результату верстат для обробки глибоких отворів, який містить в собі станину, бабку виробу, інструментальну бабку, маслоприймач з кондукторною втулкою, борштангу, свердлувальну головку, обладнано додатковим маслоприймачем, оснащеним приводним патроном та штангою, яка обхоплює з кільцевим зазором борштангу та перепущена крізь основний маслоприймач, при цьому додатковий маслоприймач встановлено на станині з можливістю осьового переміщення між основним маслоприймачем та інструментальною бабкою, а краї згаданої штанги жостко зв'язані відповідним чином з приводним патроном та розточною головкою. Крім того, верстат оснащено механізмом центрування борштанги, який виконано у вигляді гідрозатискачів та розташовано у бабці виробу. Між сукупністю суттєви х ознак запропонованого рішення і досягненим технічним результатом є причинно-наслідковий зв'язок. Для виконання встановлювальних операцій необхідно, щоб в робочому циклі верстата борштанга використовувалася не тільки за своїм прямим призначенням, як оправка для свердлувальної головки, але також як напрямна підпора для розточної головки. Для цього необхідна така сукупність суттєви х ознак: верстат обладнано додатковим маслоприймачем, оснащеним приводним патроном; верстат обладнано штангою, один кінець котрої жорстко закріплено у приводному патроні, а другий - жостко пов'язано з розточною головкою; бабка виробу верстата має механізм центрування борштанги, розташований у порожнині шпинделя. Пропонований верстат зображено на кресленні (фіг.) (поздовжній розріз). Верстат для обробки глибоких отворів містить в собі станину 1, бабку виробу 2, інстр ументальну бабку 3, маслоприймач 4 з кондукторною втулкою 5, борштангу 6, свердлувальну головку 7 та розточну головку 8. До суттєви х ознак належить те, що верстат обладнано додатковим маслопраймачем 9, який оснащено приводним патроном 10 та штангою 11, яка обхоплює з кільцевим зазором борштангу 6 та пропущена крізь основний маслопраймач 4. При цьому додатковий маслоприймач 9 встановлено на станині 1 з можливістю осьового переміщення між основним маслоприймачем 4 та інструментальною бабкою 3, а краї штанги 11 жорстко пов'язані відповідно з приводним патроном 10 та розточною головкою 8. Крім цього, верстат оснащено ме ханізмом центрування борштанги 6, виконаний у вигляді гідрозатискачів 12, котрі розміщені у бабці виробу 2. Окрім перелічених ознак, у верстаті передбачено: на внутрішній стінці штанги 11 жорстко закріплені підпорні шпонки 13, що взаємодіють з борштангою 8, з можливістю оберту та осьового переміщення останньої. Перед початком роботи розточна головка 8 знаходиться у кондукторній втулці 5 маслоприймача 4, котра притиснута до торця обробного виробу. Свердлувальна головка 7 розташована в напрямному отворі, виконаному в обробному виробі. Верстат працює таким чином. По трубопроводу в порожнину додаткового маслоприймача 9 під тиском подається МОР (мастильно-охолоджуюча рідина), яка по кільцевому зазору між внутрішньою стінкою штанги 11 і зовнішньою поверхнею борштанги 6 подається в зону різання. Після цього оброблюваний виріб починають обертати із заданою частотою nд. Свердлувальній головці 7 за допомогою приводного патрона інструментальної бабки 3 задають оберти з розрахованою частістю nсв та надають розраховану осьову подачу Sсв . Зрізаний свердлувальною головкою 7 метал у вигляді стружки видаляється із зони різання потоком МОР по внутрішній порожнині борштанги 6. Після закінчення операції свердлування борштанга 6 подається у порожнину шпинделя і центрується за допомогою механізму центрування, виконаного у вигляді гідрозатискачів 12. При цьому вісь борштанги 6 необхідно сумістити з геометричною віссю оброблюваного отвору. Потім по трубопроводу в порожнину маслопраймача під тиском подається МОР, яка по кільцевому зазору між стінкою обробленого отвору та зовнішньою поверхнею штанги 11 подається в зону різання. Розточній головці 8 за допомогою приводного патрону додаткового маслоприймача 9 задають оберти з розрахованою частотою nр і надають розраховану осьову подачу Sp. Зрізаний розточною головкою метал у вигляді стр ужки видаляється із зони різання потоком МОР по кільцевому зазору між борштангою 6 та стінкою просвердленого отвору в порожнині шпинделя бабки виробу 2. При розточуванні отвору підпорні шпонки 13, жостко закріплені на внутрішній стінці штанги 11, взаємодіють з борштангою 6, тим самим забезпечують більш високу жорсткість процесу різання, що добре впливає на якість та точність обробки. Звідси випливає, що операції свердлення та розточування виконуються послідовно за один прохід, що виключає витрати часу на встановлюючі роботи, отже, підвищує е фективність обробки. 2 39809 Фіг. __________________________________________________________ ДП “Український інститут промислової власності (Укрпатент) Україна, 01133, Київ-133, бульв. Лесі Українки, 26 (044) 295-81-42, 295-61-97 __________________________________________________________ Підписано до друку ________ 2001 р. Формат 60х84 1/8. Обсяг ______ обл.-вид.арк. Тираж 50 прим. Зам._______ ____________________________________________________________ УкрІНТЕІ, 03680, Київ-39 МСП, вул. Горького, 180. (044) 268-25-22 ___________________________________________________________ 3
ДивитисяДодаткова інформація
Назва патенту англійськоюMachine tool for machining of deep holes
Автори англійськоюKopaniov Mykola Mykolaievych, Yeskov Oleksii Leontiievych
Назва патенту російськоюСтанок для обработки глубоких отверстий
Автори російськоюКопанев Николай Николаевич, Еськов Алексей Леонтьевич
МПК / Мітки
МПК: B23B 41/00
Мітки: обробки, отворів, глибоких, верстат
Код посилання
<a href="https://ua.patents.su/3-39809-verstat-dlya-obrobki-glibokikh-otvoriv.html" target="_blank" rel="follow" title="База патентів України">Верстат для обробки глибоких отворів</a>
Верстат для обробки глибоких отворів
Номер патенту: 12136
Опубліковано: 25.12.1996
Автори: Попова Ніна Григоровна, Боков Віктор Андріанович
МПК: B23B 41/00
Мітки: верстат, глибоких, обробки, отворів
Формула / Реферат:
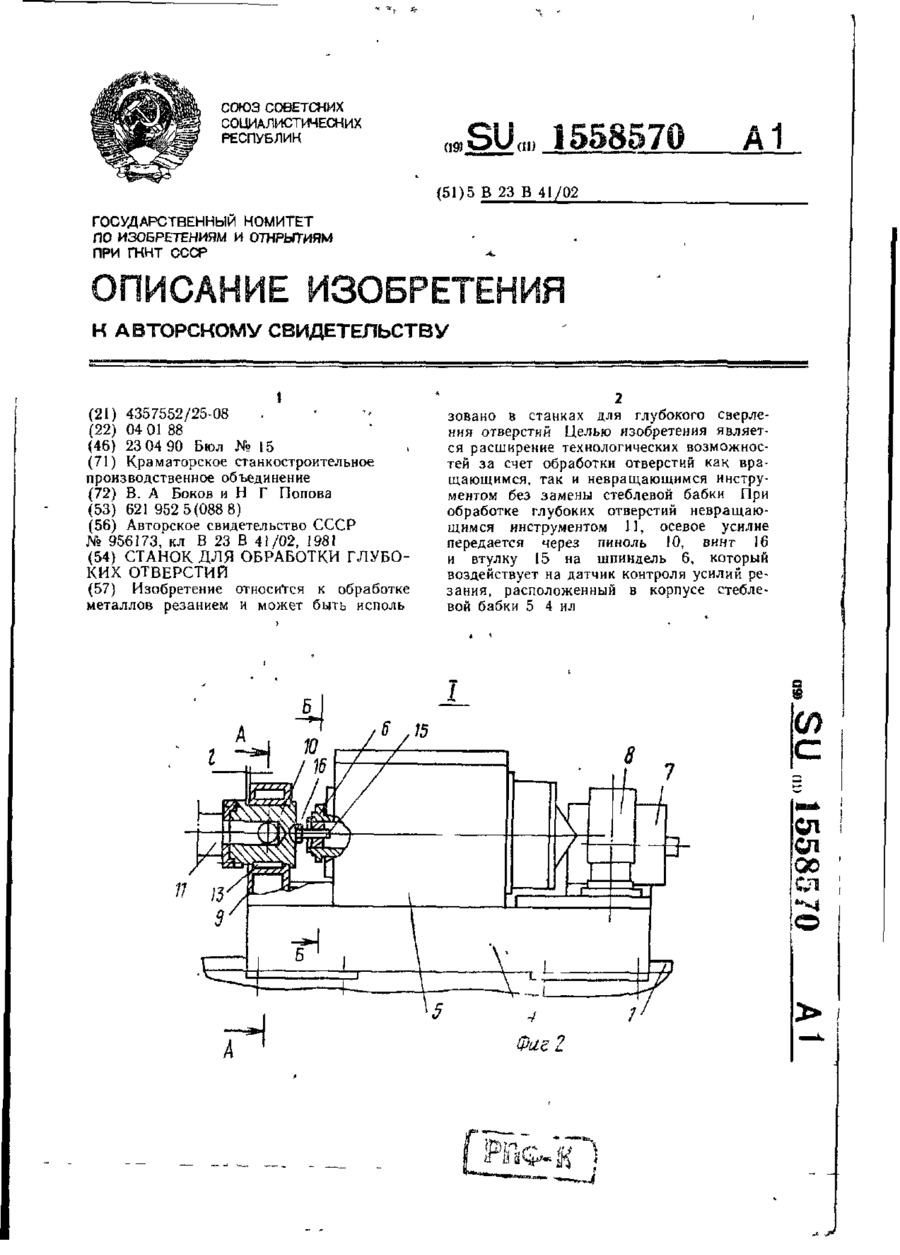
Станок для обработки глубоких отверстий, на станине которого установлена каретка со стеблевой бабкой и с приводами вращения шпинделя и подачи каретки с бабкой, отличающийся тем, что с целью расширения технологических возможностей за счет обработки отверстий невращающимся инструментом без смены стеблевой бабки, станок снабжен установленной на каретке опорой с пинолыо, фиксатором, втулкой и винтом, причем пиноль установлена соосно с шпинделем...
Верстат для обробки коштовного каміння
Номер патенту: 33560
Опубліковано: 15.02.2001
Автори: Паламарчук Володимир Володимирович, Грудзина Володимир Адамович
МПК: B24B 9/06
Мітки: коштовного, обробки, верстат, каміння
Текст:
...кількість обертів електродвигуна. В місті кріплення електродвигуна 3 до станини 1 встановлено амортизаційні гумові або полімерні прокладки 6. Особливістю конструкції електродвигуна є те, що його висота значно менша за ширину. Ця конструктивна особливість дозволила ротор 7 електродвигуна виконати порожнім у середині, а в цю порожнину вставити шпиндель 8, і зафіксувати його там гумовою або полімерною втулкою 9. На верхню частину шпинделя 8...
Переносний верстат переважно для обробки прорізів клітей прокатних станів
Номер патенту: 36233
Опубліковано: 16.04.2001
Автори: Марченко Дмитро Анатолійович, Савенко Юрій Євдокимович, Промисловський Веніамін Давидович
МПК: B23C 1/00
Мітки: переносний, обробки, станів, переважно, прокатних, прорізів, клітей, верстат
Текст:
...розміщена з можливістю переміщення від приводу 9 каретка 10 з поперечними полозками 11, на яких встановлена поворотна плита 12. На поворотній плиті 12 виконані напрямні для повзуна 13, який 2 36233 несе фрезерну головку 14. Повзун 13 оздоблено ручним механізмом переміщення по поворотній плиті. Поперечні полозки 11 мають механізований привод подачі, наприклад, у вигляді гідроциліндра, або рейки-шестерні. Основа 2 змонтована на опорній плиті...
Верстат для полірування ниткою отворів в алмазних волоках
Номер патенту: 12680
Опубліковано: 28.02.1997
Автори: Бараб-Тарле Матусь Елев, Іванова Римма Іванівна, Клігман Віталій Давідович, Волков Анатолій Олександрович, Ройфман Яків Мордкович
МПК: B24B 5/00
Мітки: алмазних, отворів, верстат, волоках, ниткою, полірування
Формула / Реферат:
(57) Станок для полирования нитью отверстий в алмазных волоках, выполненный в виде установленного в корпусе поворотного держателя волоки с приводом его поворота, узла относительного перемещения нити и волоки с приводом этого перемещения, отличающийся тем, что станок дополнительно снабжен двумя шпинделями для на мотки и смотки нити, а узел относительного перемещения нити и волоки выполнен в виде шарнирного параллелограмма, два параллельных...
Торпеда для вибухової обробки глибоких свердловин
Номер патенту: 37626
Опубліковано: 15.05.2001
Автори: Михалюк Альфред Володимирович, Михалюк Світлана Олександрівна, Мухін Євген Андрійович, Осташко Валентина Юріївна
МПК: E21B 43/263
Мітки: свердловин, торпеда, глибоких, вибухової, обробки
Формула / Реферат:
Дата прийняття рішення 01 лютого 2001р.(21) 2000031525(54) (57)І.Торпеда для вибухової обробки глибоких свердловин, яка включає жорсткий корпус з розміщеними в ньому розосередженими вибуховими пристроями, з'єднаними з кабельним наконечником відрізками детонуючого шнура, яка відрізняється тим, що для робочої частини заряду торпеди використовується не вибухова речовина - кристалогідрат солі металу, який...
Попередній патент: Біо-вібро-масажний пояс для тренування космонавта
Наступний патент: Датчик тонів короткова
Випадковий патент: Термоелектричний терапевтичний прилад