Установка для магнітно-абразивної обробки труб та прутків
Номер патенту: 76618
Опубліковано: 15.08.2006
Автори: Гейчук Володимир Миколайович, Майборода Віктор Станіславович, Лисенко Андрій Анатолійович
Формула / Реферат
Установка для магнітно-абразивної обробки труб та прутків, що містить замкнуту магнітну систему з двома опозитно розташованими чашковими полюсами електромагніту, що утворюють робочу зону у вигляді кільця для розміщення деталі таким чином, що її вісь проходить ексцентрично відносно площини симетрії полюсів, яка відрізняється тим, що на робочих торцях чашкових полюсів електромагніту виконані концентратори магнітного потоку у вигляді канавок від центральної частини до периферії, установка містить захисний екран з мембраною, який охоплює робочу зону, лопаті, які розташовані на неробочій периферійній частині чашкових полюсів електромагнітів, два напрямні пристрої, що розміщені перед і за робочою зоною.
Текст
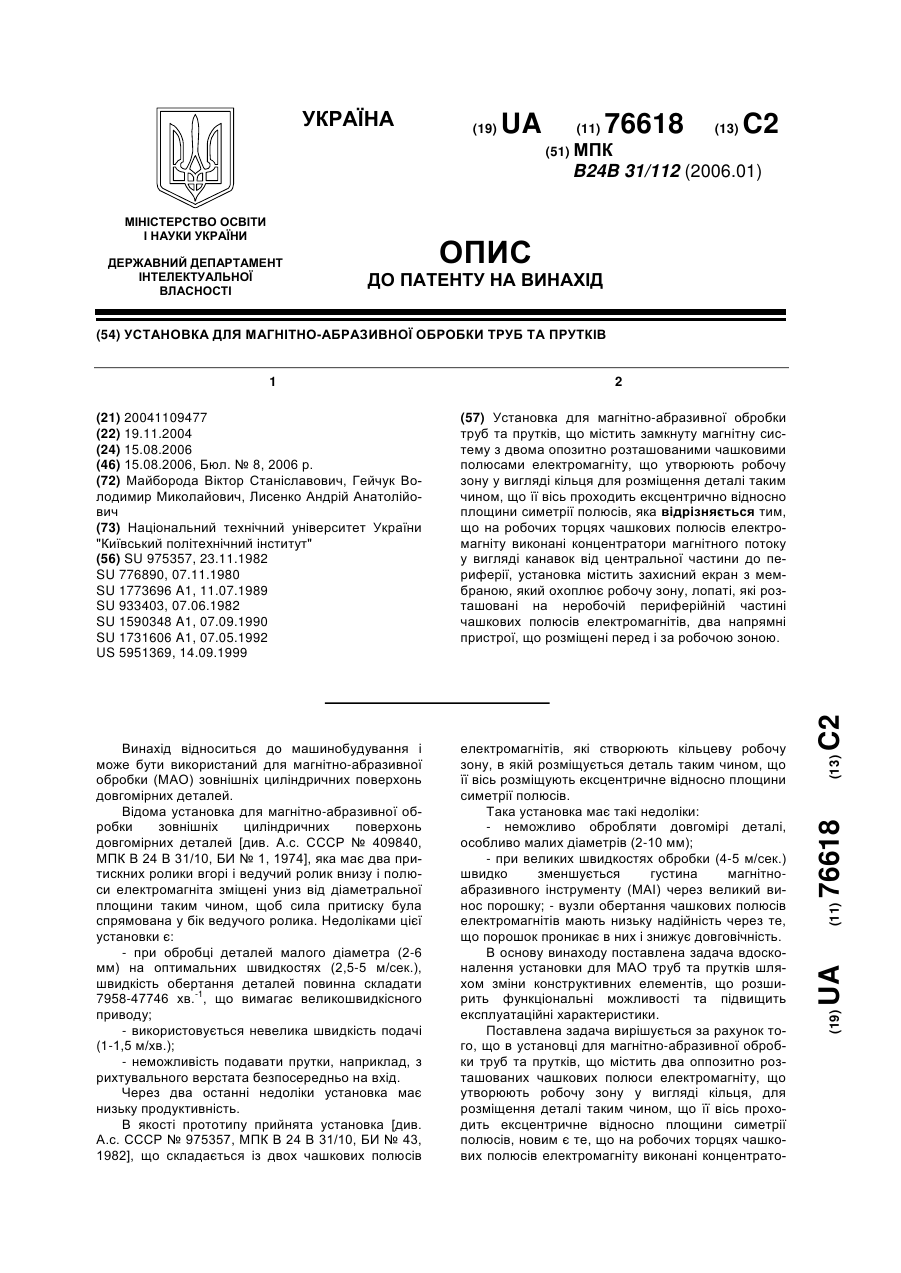
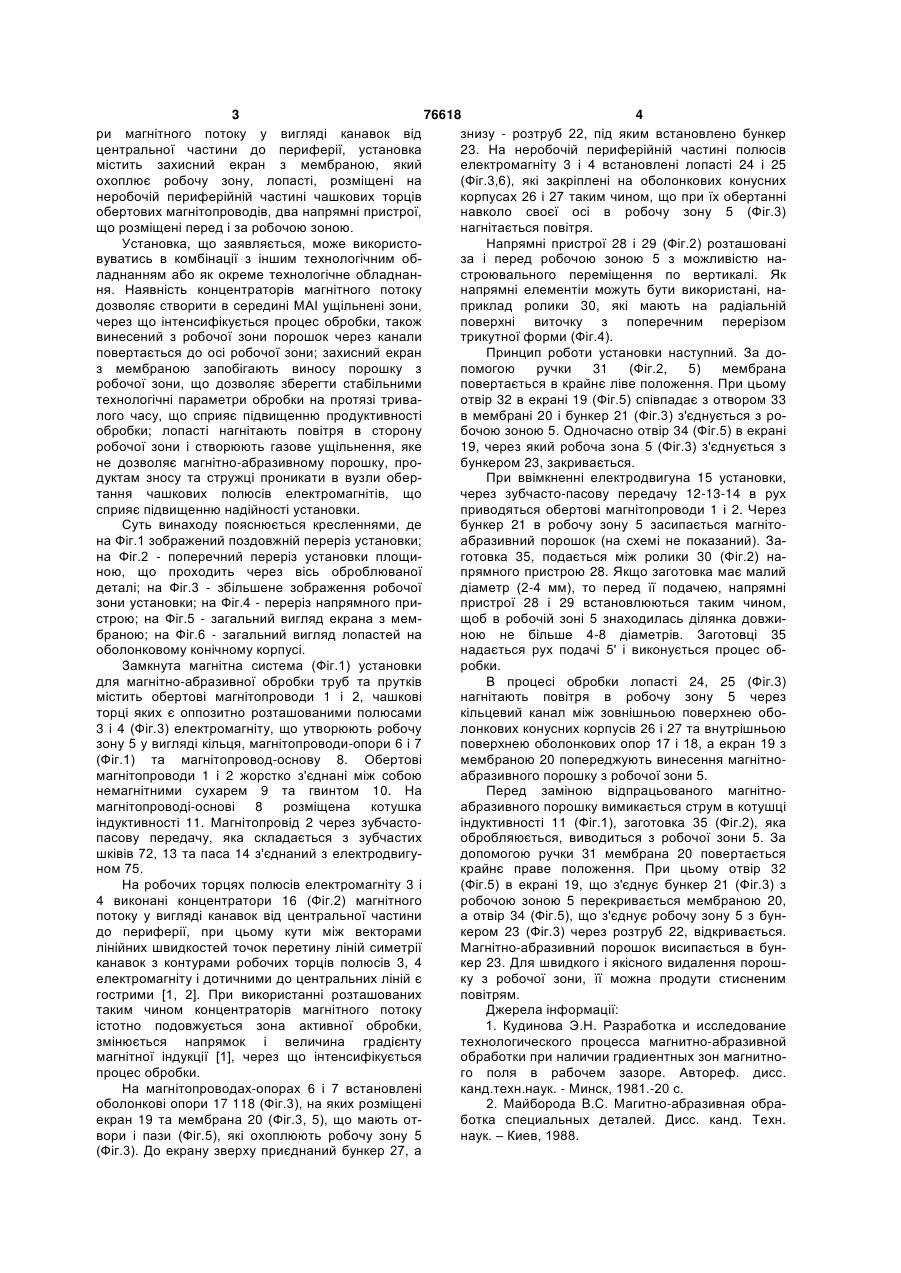
Установка для магнітно-абразивної обробки труб та прутків, що містить замкнуту магнітну систему з двома опозитно розташованими чашковими полюсами електромагніту, що утворюють робочу зону у вигляді кільця для розміщення деталі таким чином, що її вісь проходить ексцентрично відносно площини симетрії полюсів, яка відрізняється тим, що на робочих торцях чашкових полюсів електромагніту виконані концентратори магнітного потоку у вигляді канавок від центральної частини до периферії, установка містить захисний екран з мембраною, який охоплює робочу зону, лопаті, які розташовані на неробочій периферійній частині чашкових полюсів електромагнітів, два напрямні пристрої, що розміщені перед і за робочою зоною. (19) (21) 20041109477 (22) 19.11.2004 (24) 15.08.2006 (46) 15.08.2006, Бюл. № 8, 2006 р. (72) Майборода Віктор Станіславович, Гейчук Володимир Миколайович, Лисенко Андрій Анатолійович (73) Національний технічний університет України "Київський політехнічний інститут" (56) SU 975357, 23.11.1982 SU 776890, 07.11.1980 SU 1773696 A1, 11.07.1989 SU 933403, 07.06.1982 SU 1590348 A1, 07.09.1990 SU 1731606 A1, 07.05.1992 US 5951369, 14.09.1999 3 76618 4 ри магнітного потоку у вигляді канавок від знизу - розтруб 22, під яким встановлено бункер центральної частини до периферії, установка 23. На неробочій периферійній частині полюсів містить захисний екран з мембраною, який електромагніту 3 і 4 встановлені лопасті 24 і 25 охоплює робочу зону, лопасті, розміщені на (Фіг.3,6), які закріплені на оболонкових конусних неробочій периферійній частині чашкових торців корпусах 26 і 27 таким чином, що при їх обертанні обертових магнітопроводів, два напрямні пристрої, навколо своєї осі в робочу зону 5 (Фіг.3) що розміщені перед і за робочою зоною. нагнітається повітря. Установка, що заявляється, може використоНапрямні пристрої 28 і 29 (Фіг.2) розташовані вуватись в комбінації з іншим технологічним обза і перед робочою зоною 5 з можливістю наладнанням або як окреме технологічне обладнанстроювального переміщення по вертикалі. Як ня. Наявність концентраторів магнітного потоку напрямні елементіи можуть бути використані, надозволяє створити в середині МАІ ущільнені зони, приклад ролики 30, які мають на радіальній через що інтенсифікується процес обробки, також поверхні виточку з поперечним перерізом винесений з робочої зони порошок через канали трикутної форми (Фіг.4). повертається до осі робочої зони; захисний екран Принцип роботи установки наступний. За доз мембраною запобігають виносу порошку з помогою ручки 31 (Фіг.2, 5) мембрана робочої зони, що дозволяє зберегти стабільними повертається в крайнє ліве положення. При цьому технологічні параметри обробки на протязі триваотвір 32 в екрані 19 (Фіг.5) співпадає з отвором 33 лого часу, що сприяє підвищенню продуктивності в мембрані 20 і бункер 21 (Фіг.3) з'єднується з рообробки; лопасті нагнітають повітря в сторону бочою зоною 5. Одночасно отвір 34 (Фіг.5) в екрані робочої зони і створюють газове ущільнення, яке 19, через який робоча зона 5 (Фіг.3) з'єднується з не дозволяє магнітно-абразивному порошку, пробункером 23, закривається. дуктам зносу та стружці проникати в вузли оберПри ввімкненні електродвигуна 15 установки, тання чашкових полюсів електромагнітів, що через зубчасто-пасову передачу 12-13-14 в рух сприяє підвищенню надійності установки. приводяться обертові магнітопроводи 1 і 2. Через Суть винаходу пояснюється кресленнями, де бункер 21 в робочу зону 5 засипається магнітона Фіг.1 зображений поздовжній переріз установки; абразивний порошок (на схемі не показаний). Зана Фіг.2 - поперечний переріз установки площиготовка 35, подається між ролики 30 (Фіг.2) наною, що проходить через вісь оброблюваної прямного пристрою 28. Якщо заготовка має малий деталі; на Фіг.3 - збільшене зображення робочої діаметр (2-4 мм), то перед її подачею, напрямні зони установки; на Фіг.4 - переріз напрямного припристрої 28 і 29 встановлюються таким чином, строю; на Фіг.5 - загальний вигляд екрана з мемщоб в робочій зоні 5 знаходилась ділянка довжибраною; на Фіг.6 - загальний вигляд лопастей на ною не більше 4-8 діаметрів. Заготовці 35 оболонковому конічному корпусі. надається рух подачі 5' і виконується процес обЗамкнута магнітна система (Фіг.1) установки робки. для магнітно-абразивної обробки труб та прутків В процесі обробки лопасті 24, 25 (Фіг.3) містить обертові магнітопроводи 1 і 2, чашкові нагнітають повітря в робочу зону 5 через торці яких є оппозитно розташованими полюсами кільцевий канал між зовнішньою поверхнею обо3 і 4 (Фіг.3) електромагніту, що утворюють робочу лонкових конусних корпусів 26 і 27 та внутрішньою зону 5 у вигляді кільця, магнітопроводи-опори 6 і 7 поверхнею оболонкових опор 17 і 18, а екран 19 з (Фіг.1) та магнітопровод-основу 8. Обертові мембраною 20 попереджують винесення магнітномагнітопроводи 1 і 2 жорстко з'єднані між собою абразивного порошку з робочої зони 5. немагнітними сухарем 9 та гвинтом 10. На Перед заміною відпрацьованого магнітномагнітопроводі-основі 8 розміщена котушка абразивного порошку вимикається струм в котушці індуктивності 11. Магнітопровід 2 через зубчастоіндуктивності 11 (Фіг.1), заготовка 35 (Фіг.2), яка пасову передачу, яка складається з зубчастих обробляюється, виводиться з робочої зони 5. За шківів 72, 13 та паса 14 з'єднаний з електродвигудопомогою ручки 31 мембрана 20 повертається ном 75. крайнє праве положення. При цьому отвір 32 На робочих торцях полюсів електромагніту 3 і (Фіг.5) в екрані 19, що з'єднує бункер 21 (Фіг.3) з 4 виконані концентратори 16 (Фіг.2) магнітного робочою зоною 5 перекривається мембраною 20, потоку у вигляді канавок від центральної частини а отвір 34 (Фіг.5), що з'єднує робочу зону 5 з бундо периферії, при цьому кути між векторами кером 23 (Фіг.3) через розтруб 22, відкривається. лінійних швидкостей точок перетину ліній симетрії Магнітно-абразивний порошок висипається в бунканавок з контурами робочих торців полюсів 3, 4 кер 23. Для швидкого і якісного видалення порошелектромагніту і дотичними до центральних ліній є ку з робочої зони, її можна продути стисненим гострими [1, 2]. При використанні розташованих повітрям. таким чином концентраторів магнітного потоку Джерела інформації: істотно подовжується зона активної обробки, 1. Кудинова Э.Н. Разработка и исследование змінюється напрямок і величина градієнту технологического процесса магнитно-абразивной магнітної індукції [1], через що інтенсифікується обработки при наличии градиентных зон магнитнопроцес обробки. го поля в рабочем зазоре. Автореф. дисс. На магнітопроводах-опорах 6 і 7 встановлені канд.техн.наук. - Минск, 1981.-20 с. оболонкові опори 17 118 (Фіг.3), на яких розміщені 2. Майборода B.C. Магитно-абразивная обраекран 19 та мембрана 20 (Фіг.3, 5), що мають отботка специальных деталей. Дисс. канд. Техн. вори і пази (Фіг.5), які охоплюють робочу зону 5 наук. – Киев, 1988. (Фіг.3). До екрану зверху приєднаний бункер 27, а 7 Комп’ютерна верстка М. Клюкін 76618 8 Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюInstallation for magnetic-abrasive treatment of pipes and rods
Автори англійськоюMaiboroda Viktor Stanislavovych, Heichuk Volodymyr Mykolaiovych
Назва патенту російськоюУстановка для магнитно-абразивной обработки труб и прутков
Автори російськоюМайборода Виктор Станиславович, Гейчук Владимир Николаевич
МПК / Мітки
МПК: B24B 31/112
Мітки: труб, магнітно-абразивної, прутків, обробки, установка
Код посилання
<a href="https://ua.patents.su/4-76618-ustanovka-dlya-magnitno-abrazivno-obrobki-trub-ta-prutkiv.html" target="_blank" rel="follow" title="База патентів України">Установка для магнітно-абразивної обробки труб та прутків</a>
Спосіб магнітно-абразивної обробки
Номер патенту: 18814
Опубліковано: 25.12.1997
Автори: Устенко Віктор Георгійович, Верменко Віталій Якович, Давидов Сергій Петрович, Майборода Віктор Станіславович, Степанов Олег Васильович, Шлюко Володимир Якович, Андронов Алексєй Васільєвіч
МПК: B24B 31/112
Мітки: спосіб, обробки, магнітно-абразивної
Формула / Реферат:
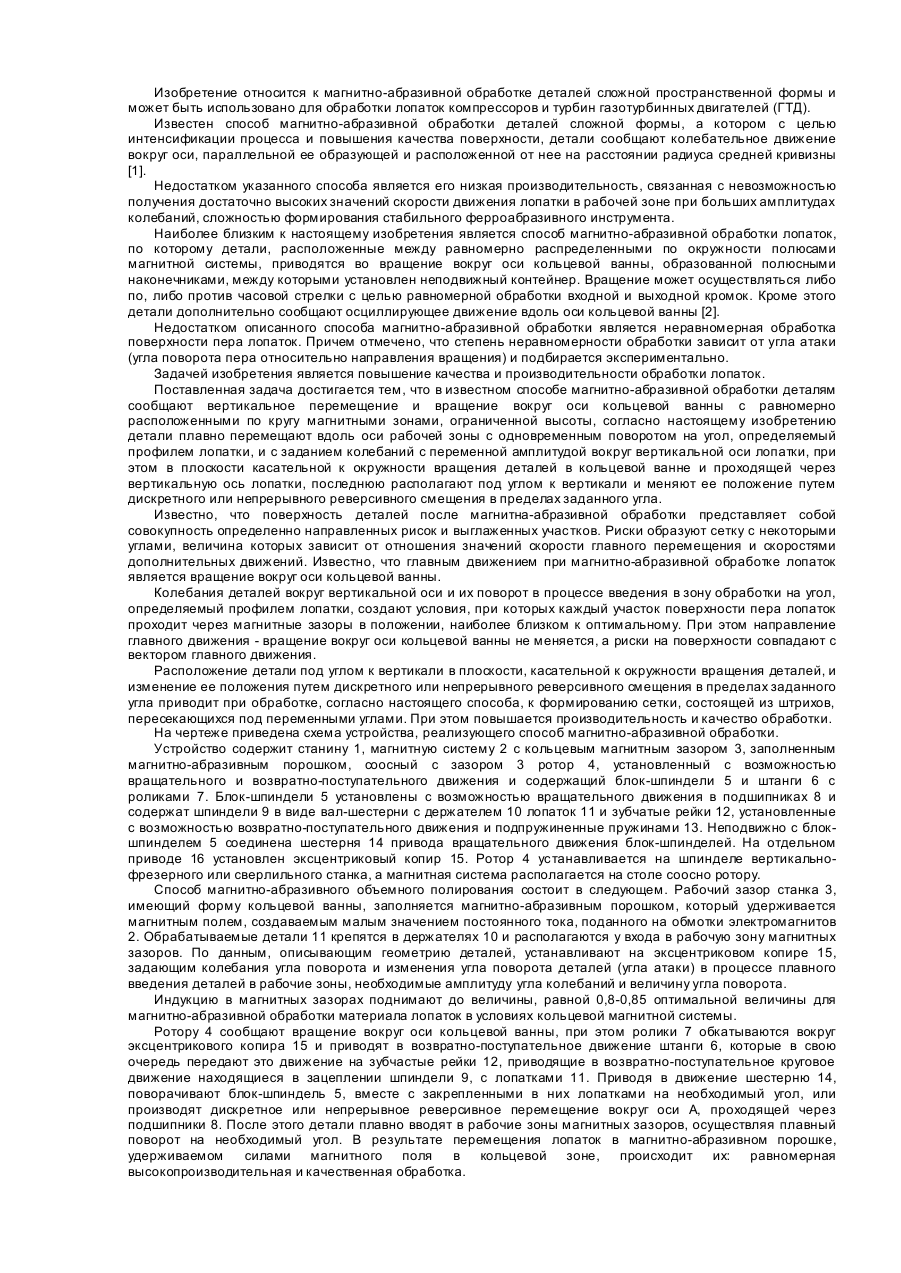
Способ магнитно-абразивной обработки деталей типа лопаток ферромагнитным порошком в магнитном поле, при котором деталям сообщают вертикальное перемещение и вращение вокруг оси кольцевой ванны с равномерно расположенными по кругу магнитными зонами ограниченной высоты, отличающийся тем, что высоту рабочей зоны выбирают меньше высоты лопатки, в процессе обработки лопатки плавно перемещают вдоль оси рабочей зоны с одновременным поворотом вокруг...
Спосіб магнітно-абразивної об’ємної обробки
Номер патенту: 25441
Опубліковано: 30.10.1998
Автори: Гейчук Володимир Миколайович, Степанов Олег Васильович, Майборода Віктор Станіславович
МПК: B24B 31/112
Мітки: магнітно-абразивної, обробки, об'ємної, спосіб
Формула / Реферат:
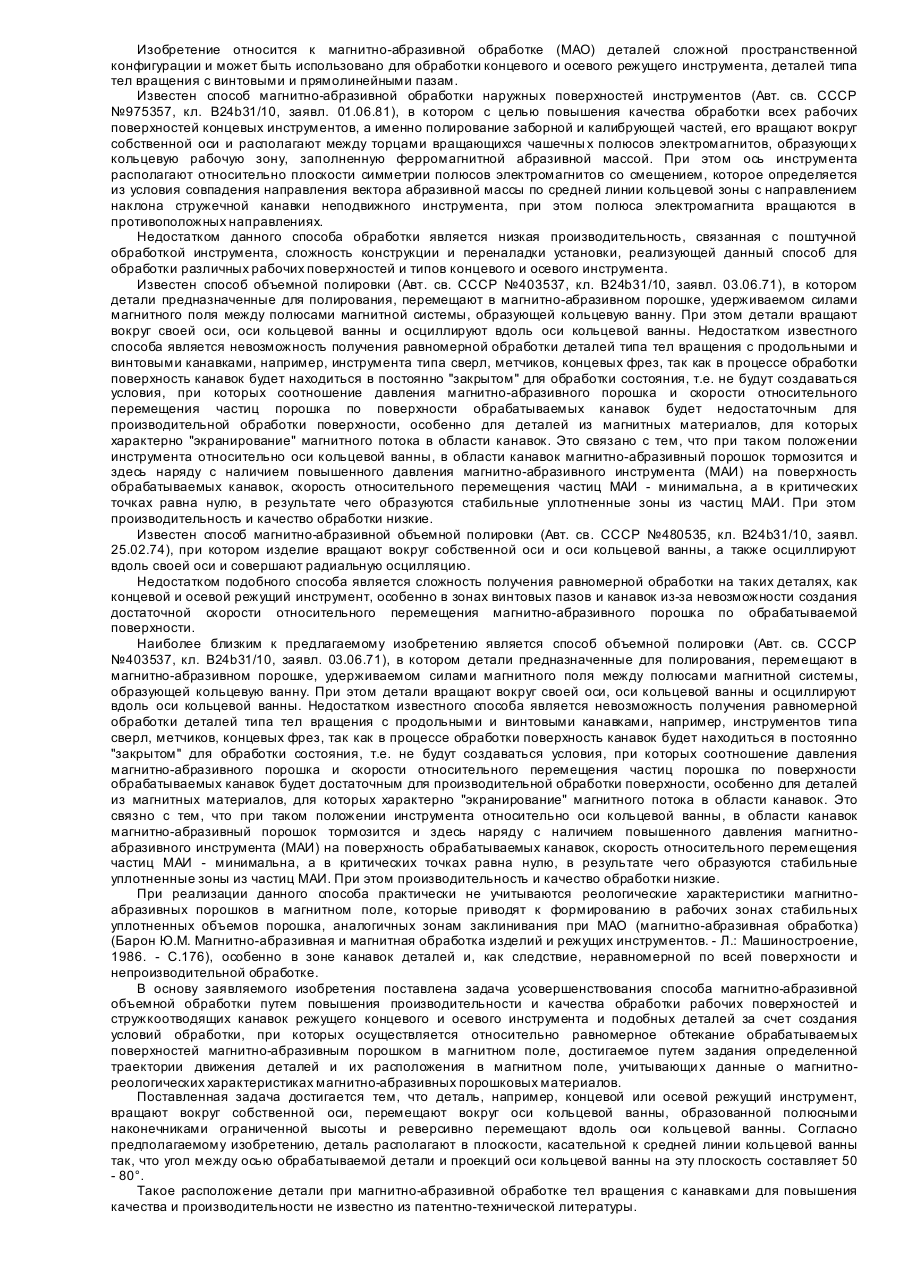
Способ магнитно-абразивной объемной обработки, преимущественно концевого и осевого режущего инструмента, включающий вращение детали, установленной между полюсами электромагнитов, вокруг собственной оси, вращение вокруг оси кольцевой ванны, образованной полюсными наконечниками и заполненной магнитно-абразивной массой, отличающийся тем, что деталь располагают в плоскости, касательной к средней линии кольцевой ванны, при этом угол между осью...
Пристрій для магнітно-абразивної обробки
Номер патенту: 13115
Опубліковано: 28.02.1997
Автори: Кулагін Олексій Іванович, Горбачов Олександр Федорович, Степаненко Володимир Миколайович, Кукса Анатолій Володимирович, Долматов Анатолій Іванович
МПК: B24B 31/112
Мітки: пристрій, обробки, магнітно-абразивної
Формула / Реферат:
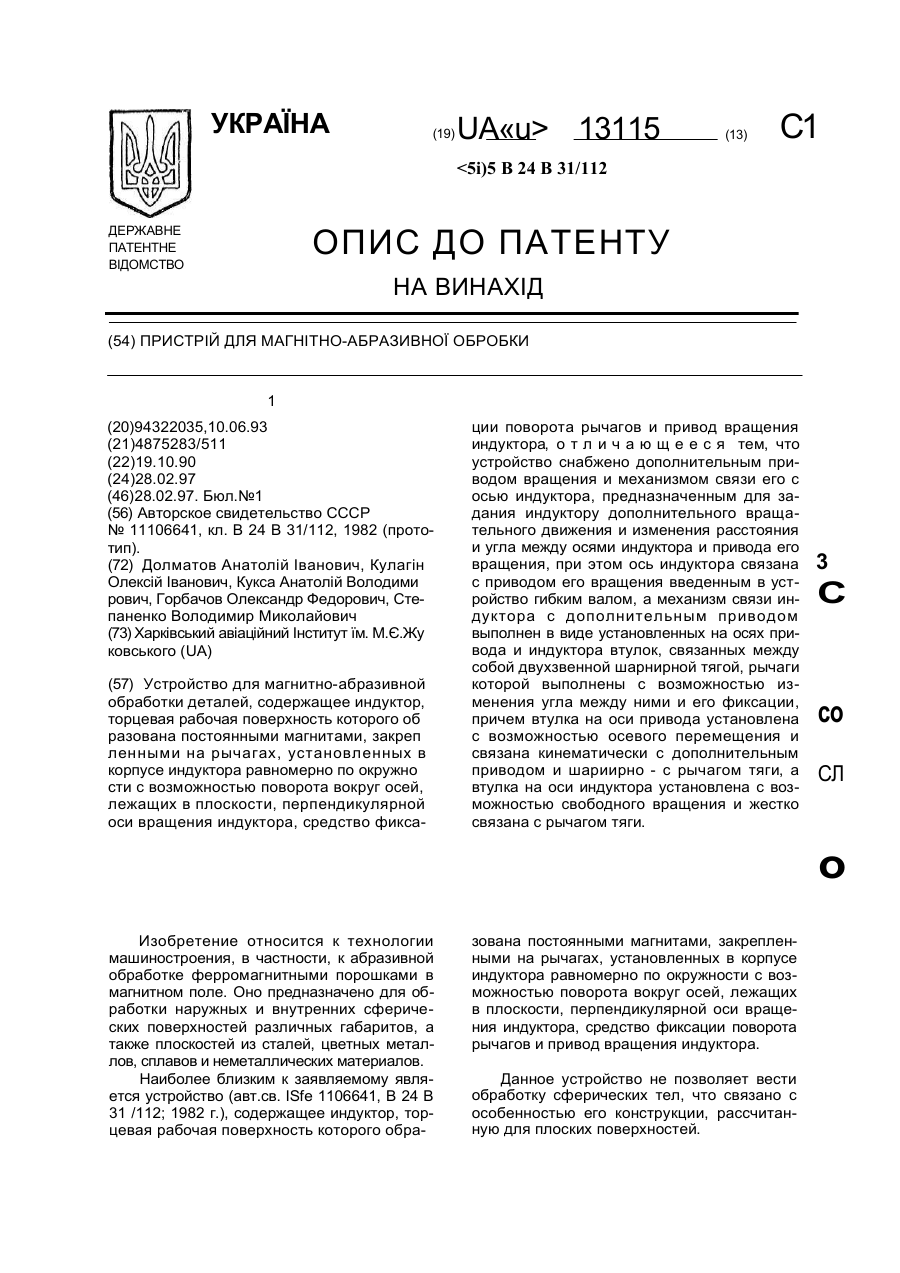
(57) Устройство для магнитно-абразивной обработки деталей, содержащее индуктор, торцевая рабочая поверхность которого образована постоянными магнитами, закреп ленными на рычагах, установленных в корпусе индуктора равномерно по окружности с возможностью поворота вокруг осей, лежащих в плоскости, перпендикулярной оси вращения индуктора, средство фиксации поворота рычагов и привод вращения индуктора, отличающееся тем, что устройство снабжено...
Установка для обробки зовнішньої поверхні труб
Номер патенту: 267
Опубліковано: 30.04.1993
Автори: Дрягін Дмитро Прокопович, Третяков Клавдій Федорович, Івченко Лариса Василівна
МПК: B08B 9/02
Мітки: обробки, поверхні, зовнішньої, установка, труб
Формула / Реферат:
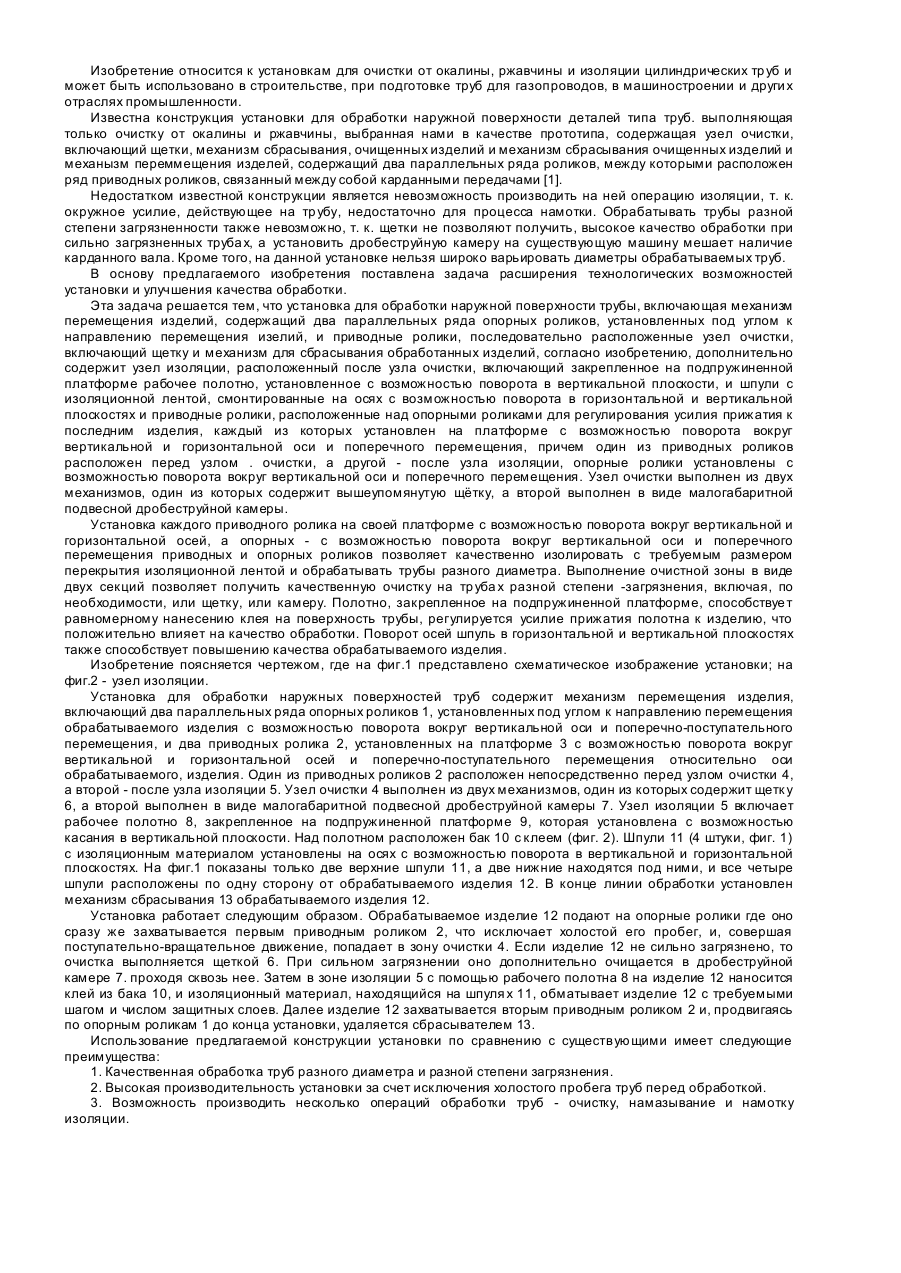
Установка для обработки наружной поверхности труб, включающая механизм перемещения изделия, содержащий два параллельных ряда опорных роликов, установленных под углом к направлению перемещения изделия, и приводные ролики и последовательно расположенные узел очистки, включающий щетку, и механизм для сбрасывания обработанных изделий, отличающаяся тем, что она снабжена узлом изоляции, расположенным после узла очистки, Включающим закрепленное на...
Пристрій для вібраційної абразивної обробки деталей
Номер патенту: 31745
Опубліковано: 15.12.2000
Автор: Симонюк Володимир Павлович
МПК: B24B 31/06
Мітки: деталей, обробки, абразивної, вібраційної, пристрій
Текст:
...над сердечником якого з нижньої сторони по центру днища робочого контейнера жорстко прикріплена пластина з магнітного матеріалу. На направляючих вільно посаджені циліндричні пружини вільні кінці яких фіксовані фланцями-мутрами ( Див. пат. України № 18052, В 24 В 31/06; В 06 В1/18, 1997 ). Суттєвим недоліком такої системи віброзбудження вібраційного верстата є застосування двох приводів, а саме, для обертального руху один і поступального...
Попередній патент: Спосіб одержання аніліну
Наступний патент: Апарат для формування сиру
Випадковий патент: Спосіб комплексного лікування генералізованого пародонтиту в пацієнтів з гіпертонічною хворобою