Спосіб виготовлення зонда з гнучким подовжувачем
Номер патенту: 40940
Опубліковано: 27.04.2009
Автори: Найда Володимир Львович, Чиженко Валерій Олександрович, Ковбасенко Олександр Степанович, Коробко Олександр Васильович, Мозжухін Анатолій Олександрович
Формула / Реферат
1. Спосіб виконання зонда з гнучким подовжувачем, наприклад, для вихорострумового контролю теплообмінних трубок парогенераторів АЕС, що включає виготовлення спіралі із зовнішнім пластмасовим покриттям, який відрізняється тим, що спочатку виготовляють спіраль із зовнішнім пластмасовим покриттям, наприклад, екструзією або іншим способом, після чого покриття розрізають поміж витками металевої спіралі до розділення витків.
2. Спосіб виконання зонда за п. 1, який відрізняється тим, що розрізання покриття проводять безпосередньо під час його нанесення в гарячому стані, наприклад, обертанням навколо осі спіралі дискових ножів, введених поміж витками спіралі, з наступним округленням зовнішніх кутів розділеного покриття за рахунок температурної усадки матеріалу покриття та поверхневого натягу при охолодженні до навколишньої температури.
Текст
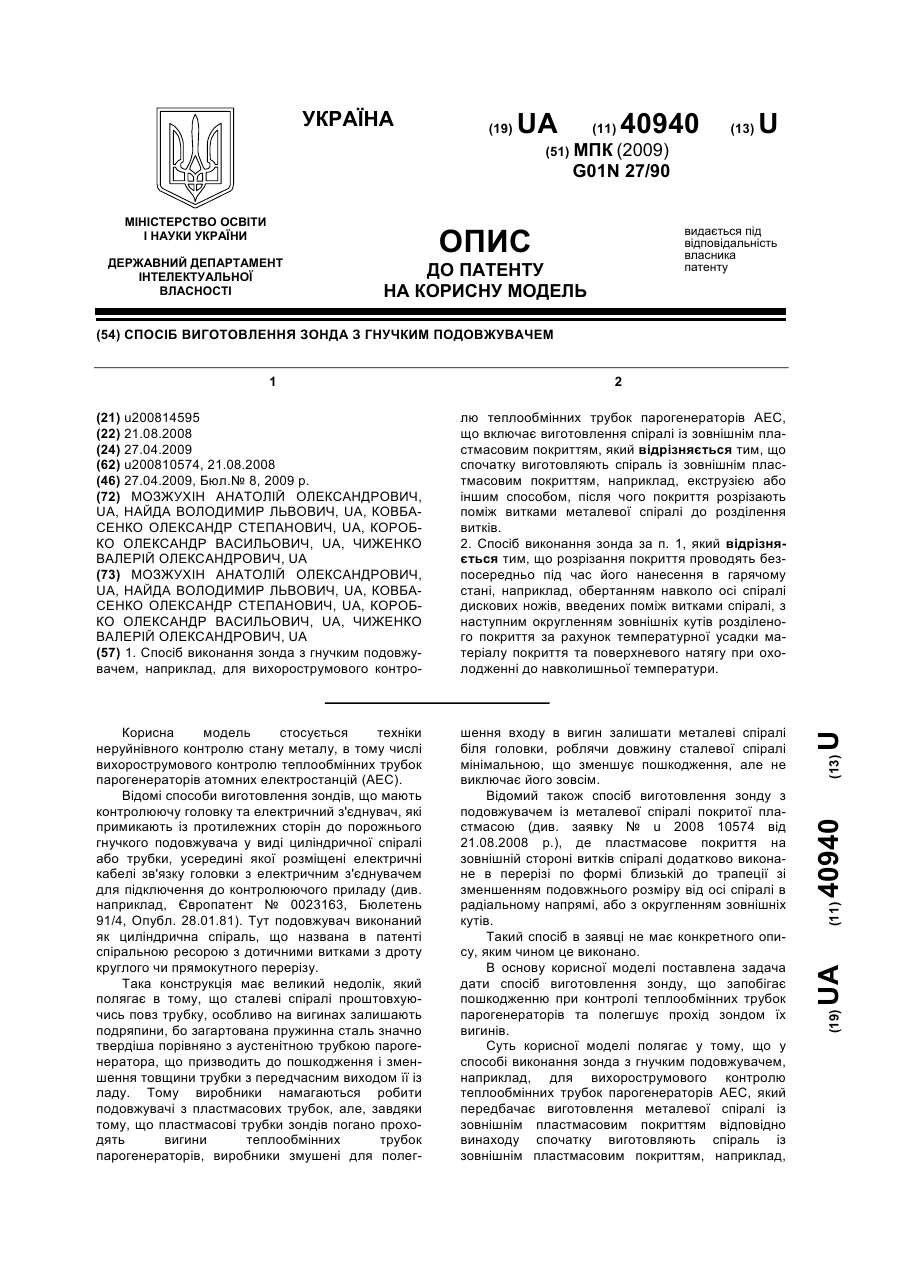
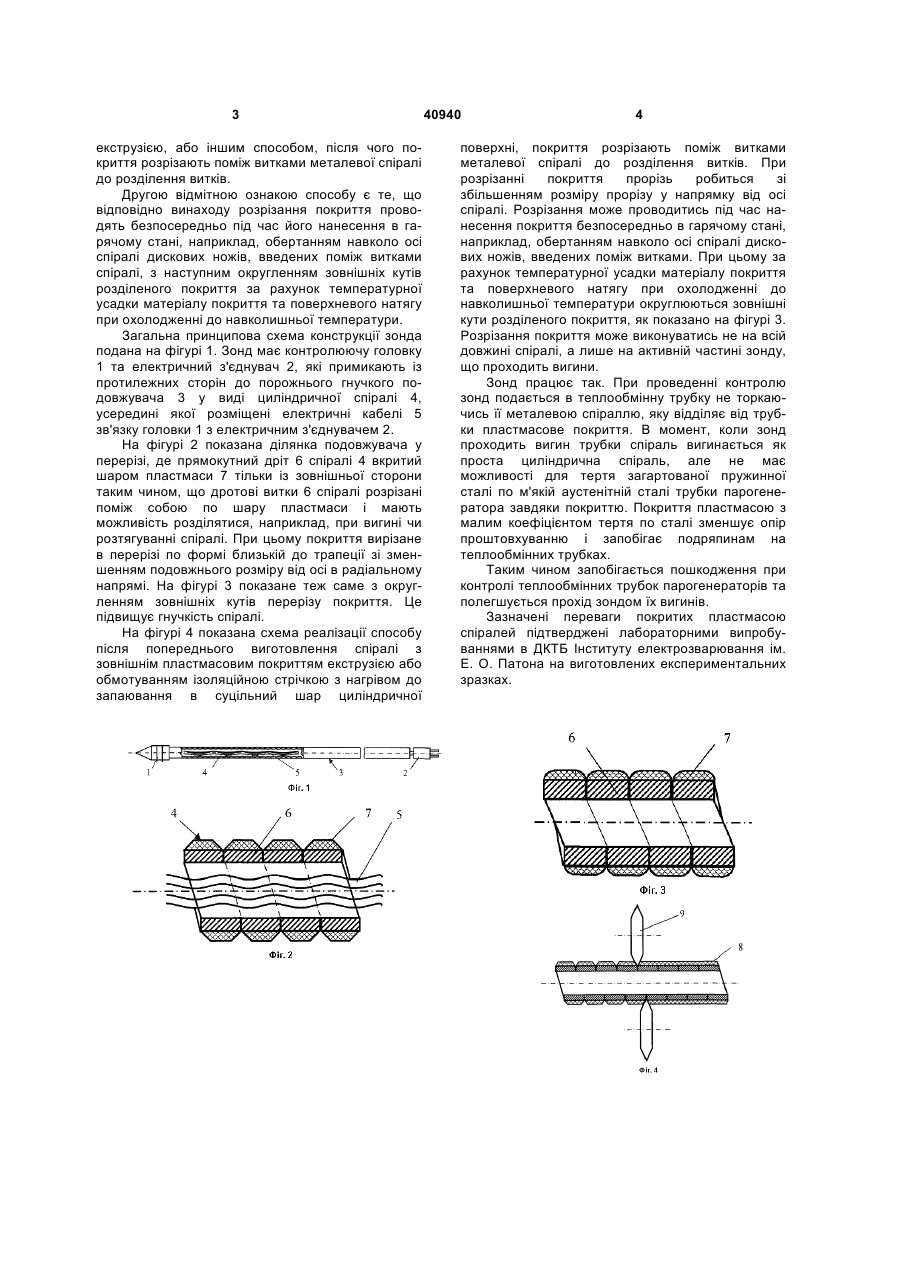
1. Спосіб виконання зонда з гнучким подовжувачем, наприклад, для вихорострумового контро 3 екструзією, або іншим способом, після чого покриття розрізають поміж витками металевої спіралі до розділення витків. Другою відмітною ознакою способу є те, що відповідно винаходу розрізання покриття проводять безпосередньо під час його нанесення в гарячому стані, наприклад, обертанням навколо осі спіралі дискових ножів, введених поміж витками спіралі, з наступним округленням зовнішніх кутів розділеного покриття за рахунок температурної усадки матеріалу покриття та поверхневого натягу при охолодженні до навколишньої температури. Загальна принципова схема конструкції зонда подана на фігурі 1. Зонд має контролюючу головку 1 та електричний з'єднувач 2, які примикають із протилежних сторін до порожнього гнучкого подовжувача 3 у виді циліндричної спіралі 4, усередині якої розміщені електричні кабелі 5 зв'язку головки 1 з електричним з'єднувачем 2. На фігурі 2 показана ділянка подовжувача у перерізі, де прямокутний дріт 6 спіралі 4 вкритий шаром пластмаси 7 тільки із зовнішньої сторони таким чином, що дротові витки 6 спіралі розрізані поміж собою по шару пластмаси і мають можливість розділятися, наприклад, при вигині чи розтягуванні спіралі. При цьому покриття вирізане в перерізі по формі близькій до трапеції зі зменшенням подовжнього розміру від осі в радіальному напрямі. На фігурі 3 показане теж саме з округленням зовнішніх кутів перерізу покриття. Це підвищує гнучкість спіралі. На фігурі 4 показана схема реалізації способу після попереднього виготовлення спіралі з зовнішнім пластмасовим покриттям екструзією або обмотуванням ізоляційною стрічкою з нагрівом до запаювання в суцільний шар циліндричної 40940 4 поверхні, покриття розрізають поміж витками металевої спіралі до розділення витків. При розрізанні покриття прорізь робиться зі збільшенням розміру прорізу у напрямку від осі спіралі. Розрізання може проводитись під час нанесення покриття безпосередньо в гарячому стані, наприклад, обертанням навколо осі спіралі дискових ножів, введених поміж витками. При цьому за рахунок температурної усадки матеріалу покриття та поверхневого натягу при охолодженні до навколишньої температури округлюються зовнішні кути розділеного покриття, як показано на фігурі 3. Розрізання покриття може виконуватись не на всій довжині спіралі, а лише на активній частині зонду, що проходить вигини. Зонд працює так. При проведенні контролю зонд подається в теплообмінну трубку не торкаючись її металевою спіраллю, яку відділяє від трубки пластмасове покриття. В момент, коли зонд проходить вигин трубки спіраль вигинається як проста циліндрична спіраль, але не має можливості для тертя загартованої пружинної сталі по м'якій аустенітній сталі трубки парогенератора завдяки покриттю. Покриття пластмасою з малим коефіцієнтом тертя по сталі зменшує опір проштовхуванню і запобігає подряпинам на теплообмінних трубках. Таким чином запобігається пошкодження при контролі теплообмінних трубок парогенераторів та полегшується прохід зондом їх вигинів. Зазначені переваги покритих пластмасою спіралей підтверджені лабораторними випробуваннями в ДКТБ Інституту електрозварювання ім. Е. О. Патона на виготовлених експериментальних зразках. 5 Комп’ютерна верстка Д. Шеверун 40940 6 Підписне Тираж 28 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for making probewith flexible elongation
Автори англійськоюMozhukhin Anatolii Oleksandrovych, Naida Volodymyr Lvovych, Kovbasenko Oleksandr Stepanovych, Korobko Oleksandr Vasyliovych, Chyzhenko Valerii Oleksandrovych
Назва патенту російськоюСпособ изготовления зонда с гибким удлинителем
Автори російськоюМозжухин Анатолий Александрович, Найда Владимир Львович, Ковбасенко Александр Степанович, Коробко Александр Васильевич, Чиженко Валерий Александрович
МПК / Мітки
МПК: G01N 27/90
Мітки: спосіб, зонда, виготовлення, гнучким, подовжувачем
Код посилання
<a href="https://ua.patents.su/3-40940-sposib-vigotovlennya-zonda-z-gnuchkim-podovzhuvachem.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення зонда з гнучким подовжувачем</a>
Зонд з гнучким подовжувачем

Номер патенту: 39661
Опубліковано: 10.03.2009
Автори: Найда Володимир Львович, Ковбасенко Олександр Степанович, Мозжухін Анатолій Олександрович, Коробко Олександр Васильович, Чиженко Валерій Олександрович
МПК: G01N 27/90
Мітки: зонд, гнучким, подовжувачем
Формула / Реферат:
1. Зонд з гнучким подовжувачем, наприклад, для вихорострумового контролю теплообмінних трубок парогенераторів АЕС, що має контролюючу головку та електричний з'єднувач, які примикають із протилежних сторін до порожнистого гнучкого подовжувача у вигляді металевої циліндричної спіралі з дотичними витками з дроту круглого чи прямокутного перерізу, усередині якої для зв'язку головки з електричним з'єднувачем розміщені кабелі, який відрізняється...
Спосіб введення зонда у шлунок
Номер патенту: 47682
Опубліковано: 15.07.2002
Автор: Луцук Олексій Спиридонович
МПК: A61B 17/00, A61B 7/00
Мітки: введення, спосіб, зонда, шлунок
Формула / Реферат:
Спосіб введення зонда у шлунок, який полягає у просуванні його через ротову порожнину і глотку під візуальним контролем з подальшим проведенням всередину, який відрізняється тим, що введення зонда контролюють прослуховуванням і аналізом звукових ефектів, які виникають при відхиленні його від потрібного напрямку.
Спосіб введення зонда в порожнину дванадцятипалої кишки
Номер патенту: 64561
Опубліковано: 16.02.2004
Автори: Кабанов Олександр Віталієвич, Бурий Олександр Миколайович, Кожара Світлана Павлівна, Муськін Юрій Миколайович, Харлановська Олена Павлівна
МПК: A61B 10/00, A61M 25/095
Мітки: дванадцятипалої, зонда, спосіб, порожнину, введення, кишки
Формула / Реферат:
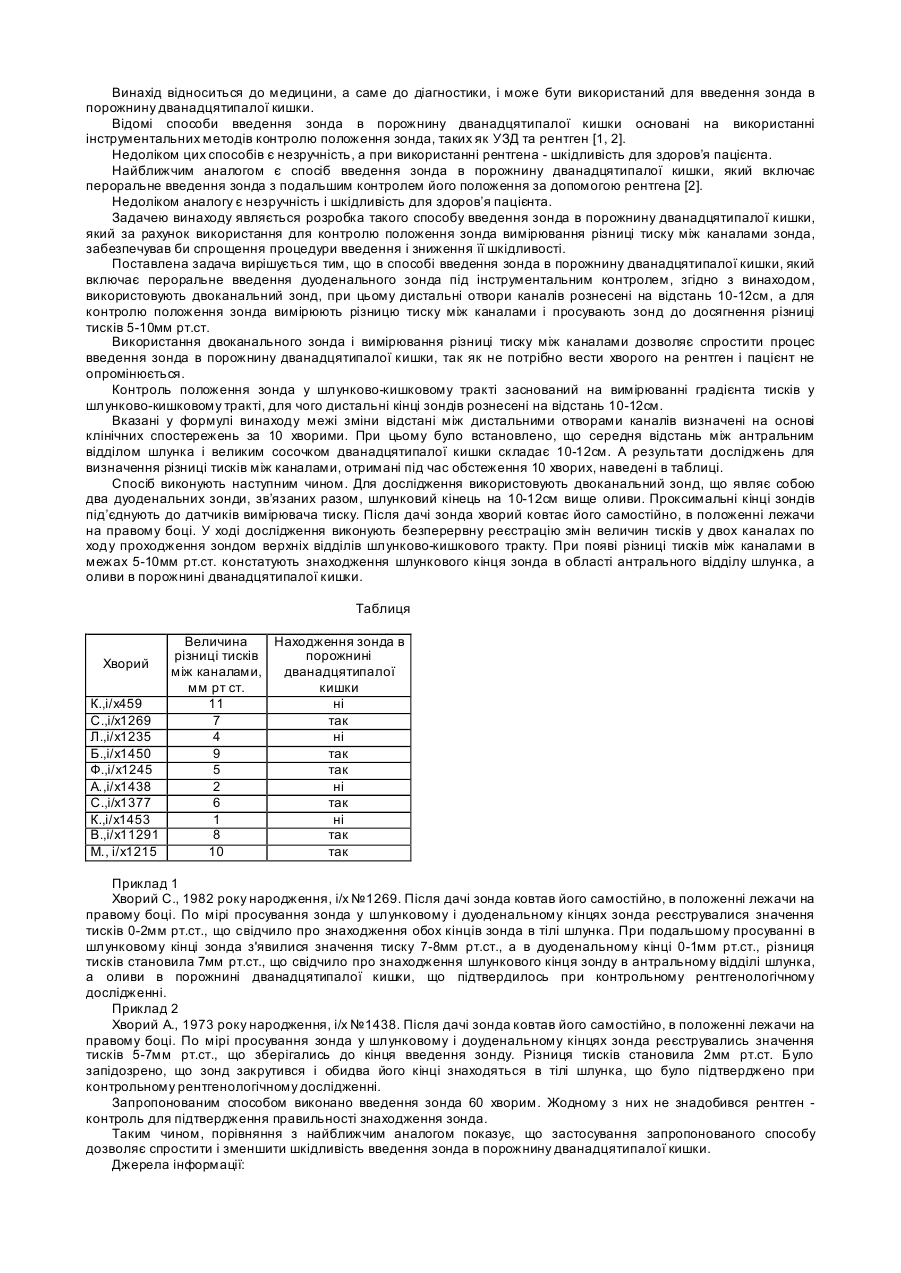
Спосіб введення зонда в порожнину дванадцятипалої кишки, який включає пероральне введення дуоденального зонда під інструментальним контролем, який відрізняється тим, що використовують двоканальний зонд, при цьому дистальні отвори каналів рознесені на відстань 10-12 см, а для контролю положення зонда вимірюють різницю тиску між каналами і просувають зонд до досягнення різниці тисків 5-10 мм рт. ст.
Спосіб виготовлення термоелектричного зонда системи внутрішньореакторного контролю
Номер патенту: 36628
Опубліковано: 27.10.2008
Автори: Кукореко Олександр Павлович, Лах Олег Іванович, Котельман Валентин Якович, Гук Олександр Петрович
МПК: G01K 7/00, G21C 17/02
Мітки: виготовлення, термоелектричного, системі, контролю, спосіб, внутрішньореакторного, зонда
Формула / Реферат:
1. Спосіб виготовлення термоелектричного зонда системи внутрішньореакторного контролю, який включає виготовлення довгастого герметичного чохла з аустенітної нержавіючої сталі або хромонікелевого сплаву, що складається з двох частин, одна з яких виконана у вигляді довгастого порожнистого наскрізного циліндра, а друга є донною частиною чохла, виготовлення термоелектричного перетворювача кабельного типу, розміщення термоелектричного...
Спосіб встановлення зонда для ентерального харчування при захворюваннях шлунково-кишкового тракту
Номер патенту: 23094
Опубліковано: 10.05.2007
Автори: Шуляренко Володимир Адамович, Негря Євген Васильович, Шуляренко Олег Володимирович, Журавський Віктор Казимирович
МПК: A61B 17/94
Мітки: шлунково-кишкового, ентерального, спосіб, захворюваннях, тракту, встановлення, зонда, харчування
Формула / Реферат:
Спосіб встановлення зонда для ентерального харчування при захворюваннях шлунково-кишкового тракту, що включає використання фіброгастродуоденоскопа, який відрізняється тим, що зонд проводять через ніс, виводять із ротової порожнини, фіксують до фіброгастродуоденоскопа за допомогою петлі і щипців, проводять в кишку, щипці розкривають, балончик зонда роздувають, фіброгастродуоденоскоп видаляють, повітря балончика випускають.
Попередній патент: Первинний перетворювач вологості нафтопродуктів
Наступний патент: Сумка дамська
Випадковий патент: Рівношвидкісне сопло