Спосіб виготовлення термоелектричного зонда системи внутрішньореакторного контролю
Номер патенту: 36628
Опубліковано: 27.10.2008
Автори: Котельман Валентин Якович, Кукореко Олександр Павлович, Гук Олександр Петрович, Лах Олег Іванович

Формула / Реферат
1. Спосіб виготовлення термоелектричного зонда системи внутрішньореакторного контролю, який включає виготовлення довгастого герметичного чохла з аустенітної нержавіючої сталі або хромонікелевого сплаву, що складається з двох частин, одна з яких виконана у вигляді довгастого порожнистого наскрізного циліндра, а друга є донною частиною чохла, виготовлення термоелектричного перетворювача кабельного типу, розміщення термоелектричного перетворювача всередині порожнистого циліндра і герметизацію обох кінців циліндра, який відрізняється тим, що донну частину чохла виконують у вигляді суцільного циліндричного наконечника із внутрішнім ненаскрізним отвором і після розміщення термоелектричного перетворювача всередині порожнистого циліндра і приєднання термоелектричного перетворювача до наконечника герметично приєднують наконечник до порожнистого циліндра із дотриманням співвісності.
2. Спосіб за п. 1, який відрізняється тим, що діаметр внутрішнього ненаскрізного отвору наконечника перевищує зовнішній діаметр термоелектричного перетворювача не менше ніж на 0,1 мм, а зовнішній діаметр наконечника дорівнює зовнішньому діаметру чохла.
3. Спосіб за п. 1, який відрізняється тим, що частину чохла у вигляді довгастого порожнистого циліндра довжиною до 4,5 м виготовляють суцільною, а довжиною понад 4,5 м виготовляють герметично звареною з окремих частин.
4. Спосіб за п. 3, який відрізняється тим, що довгастий порожнистий циліндр виготовляють з трубки, товщина стінки якої становить не менше ніж 0,4 мм.
5. Спосіб за п. 3, який відрізняється тим, що зварювання порожнистого циліндра здійснюють після того, як термоелектричний перетворювач розміщують у ньому.
6. Спосіб за п. 5, який відрізняється тим, що перед зварюванням під місця з'єднань окремих частин порожнистого циліндра встановлюють тонкостінні центруючі втулки.
7. Спосіб за п. 6, який відрізняється тим, що мінімальний радіальний зазор між внутрішньою поверхнею втулки і зовнішньою поверхнею термоелектричного перетворювача становить 0,05 мм.
8. Спосіб за п. 7, який відрізняється тим, що товщина центруючої втулки становить не менше ніж 0,2 мм.
9. Спосіб за п. 1, який відрізняється тим, що термоелектричний перетворювач вирівнюють і на нього надягають порожнистий циліндр та центруючу втулку.
10. Спосіб за п. 9, який відрізняється тим, що порожнистий циліндр на термоелектричний перетворювач надягають за допомогою монтажного дроту.
11. Спосіб за п. 10, який відрізняється тим, що довжина монтажного дроту більша від довжини порожнистого циліндра не менше ніж на 300 мм.
12. Спосіб за п. 10, який відрізняється тим, що монтажний дріт виготовляють з того самого матеріалу, що і порожнистий циліндр.
13. Спосіб за п. 10, який відрізняється тим, що діаметр монтажного дроту менший від внутрішнього діаметра порожнистого циліндра на 0,8-1,0 мм.
14. Спосіб за п. 10, який відрізняється тим, що монтажний дріт приєднують до робочого кінця термоелектричного перетворювача методом паяння.
15. Спосіб за п. 9, який відрізняється тим, що після надягання порожнистого циліндра на термоелектричний перетворювач робочий кінець термоелектричного перетворювача повинен виступати з порожнистого циліндра не менше ніж на 150 мм.
16. Спосіб за п. 15, який відрізняється тим, що ненаскрізний отвір наконечника наповнюють на довжині 4-5 мм сумішшю, яка складається з припою та флюсу, який розплавляють, нагріваючи наконечник до температури плавлення припою, занурюють робочий кінець термоелектричного перетворювача у розплав і нагрівання припиняють.
17. Спосіб за п. 16, який відрізняється тим, що наконечник з термоелектричним перетворювачем герметично з'єднують з порожнистим циліндром за допомогою зварювання з використанням центруючої втулки.
Текст
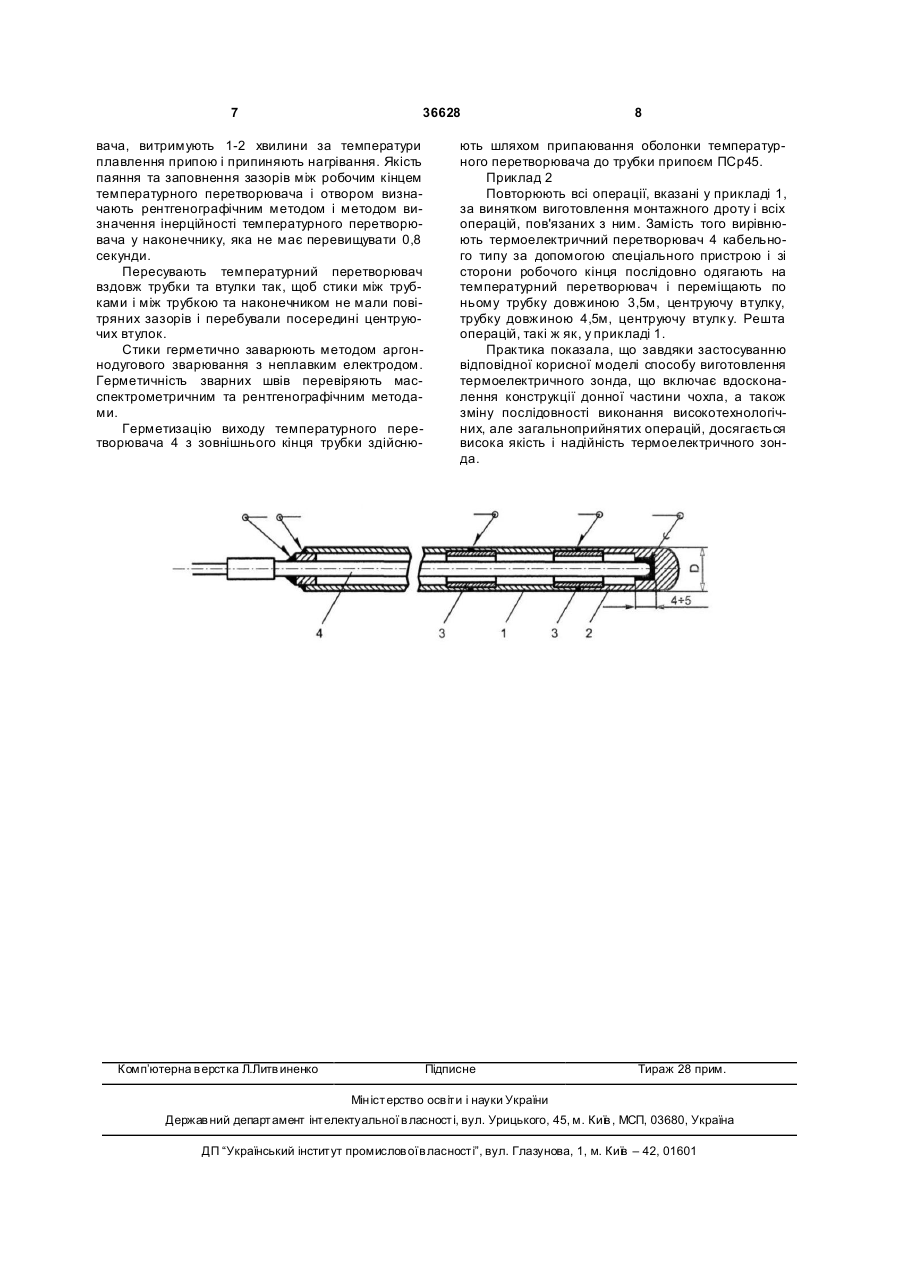
1. Спосіб виготовлення термоелектричного зонда системи внутрішньореакторного контролю, який включає виготовлення довгастого герметичного чохла з аустенітної нержавіючої сталі або хромонікелевого сплаву, що складається з двох частин, одна з яких виконана у вигляді довгастого порожнистого наскрізного циліндра, а друга є донною частиною чохла, виготовлення термоелектричного перетворювача кабельного типу, розміщення термоелектричного перетворювача всередині порожнистого циліндра і герметизацію обох кінців циліндра, який відрізняється тим, що донну частину чохла виконують у вигляді суцільного циліндричного наконечника із внутрішнім ненаскрізним отвором і після розміщення термоелектричного перетворювача всередині порожнистого циліндра і приєднання термоелектричного перетворювача до наконечника герметично приєднують наконечник до порожнистого циліндра із дотриманням співвіс2. Спосіб за п. 1, який відрізняє ться тим, що діаності. метр внутрішнього ненаскрізного отвору наконечника перевищує зовнішній діаметр термоелектричного перетворювача не менше ніж на 0,1мм, а зовнішній діаметр наконечника дорівнює зовнішньому діаметру чо хла. 3. Спосіб за п. 1, який відрізняється тим, що частину чохла у вигляді довгастого порожнистого циліндра довжиною до 4,5м виготовляють суцільною, а довжиною понад 4,5м виготовляють герметично звареною з окремих частин. 4. Спосіб за п. 3, який відрізняється тим, що довгастий порожнистий циліндр виготовляють з труб 2 (19) 1 3 36628 4 пою та флюсу, який розплавляють, нагріваючи наконечник до температури плавлення припою, занурюють робочий кінець термоелектричного перетворювача у розплав і нагрівання припиняють. 17. Спосіб за п. 16, який відрізняється тим, що наконечник з термоелектричним перетворювачем герметично з'єднують з порожнистим циліндром за допомогою зварювання з використанням центруючої втулки. Корисна модель відноситься до ядерної енергетики і стосується зокрема виготовлення термоелектричних зондів малого діаметру, які призначені для контролю температури теплоносія на виході з активної зони та під верхнім блоком ядерних реакторів типу ВВЕР атомних електростанцій. Відомий спосіб складання термоелектричних перетворювачів шляхом виготовлення довгастого циліндричного чохла з завареним герметично дном, виготовлення термоелектричного перетворювача кабельного типу, або термоелектричного перетворювача, виготовленого з дротяних термоелектродів та ізоляторів, розміщення термоелектричного перетворювача всередині чохла, заповнення внутрішньої порожнини чохла ізоляційним порошком, наприклад, окисом алюмінію, з наступною герметизацією термостійким герметиком внутрішньої порожнини чохла на виході термоелектричного перетворювача з чохла. Таким способом виготовляють стандартні термоелектричні перетворювачі широкого застосування, відомі з [каталогу НВО "Термоприлад", Україна "Прилади для вимірювання та контролю температури", Львів, 2006р. (тип ТХА-2088, рис.1-4 ТУ25-7363.034.89), або з каталогу НПП "Элемер", РФ "Приборы для атомной энергетики", 2006 (типы ТП2088/1,2,3,4 БГ ТУ 4227-062-13282997-04)], захисна арматура яких має зовнішній діаметр 10мм, товщин у стінки 1-2мм, максимальну довжину 3150мм. Недоліком відомого способу є неможливість виготовлення за його допомогою гнучких термоелектричних зондів, які мають захисну арматуру (далі - чохол) з зовнішнім діаметром не більше 4,0мм, з внутрішнім діаметром від 2,0мм до 3,2мм довжиною більше 1м (зазвичай довжина становить 7-8м), термоелектричний перетворювач кабельного типу, який розміщений всередині чохла і зовнішній діаметр якого не перевищує 1,5мм, а довжина, зазвичай становить понад 7м. Задачею корисної моделі є розробка способу виготовлення термоелектричного зонда вказаного вище виду, в якому шляхом вдосконалення конструкції донної частини чохла, а також зміни послідовності виконання технологічних операцій досягається висока якість і надійність термоелектричного зонда. Вказана задача вирішена тим, що у способі виготовлення термоелектричного зонда системи внутрішньореакторного контролю, який включає виготовлення довгастого герметичного чохла з аустенітної нержавіючої сталі або хромонікелевого сплаву, що складається з двох частин, одна з яких виконана у вигляді довгастого порожнистого наскрізного циліндра, а друга є донною частиною чохла, виготовлення термоелектричного перетво рювача кабельного типу, розміщення термоелектричного перетворювача всередині порожнистого циліндра і герметизацію обох кінців циліндра, згідно з корисною моделлю, донну частину чо хла виконують у вигляді суцільного циліндричного наконечника із внутрішнім ненаскрізним отвором і після розміщення термоелектричного перетворювача всередині порожнистого циліндра та приєднання термоелектричного перетворювача до наконечника герметично приєднують наконечник до порожнистого циліндра із дотриманням співвісності. У разі потреби у частині чохла у вигляді довгастого порожнистого циліндра довжиною до 4,5м її виготовляють суцільною, а довжиною понад 4,5м виготовляють герметично звареною з окремих частин, причому зварювання порожнистого циліндра здійснюють після того, як термоелектричний перетворювач розміщують у ньому. Для забезпечення співвісності перед зварюванням під місця з'єднань окремих частин порожнистого циліндра встановлюють тонкостінні центруючі втулки. У переважній формі виконання термоелектричний перетворювач вирівнюють і на нього одягають порожнистий циліндр та центруючу втулку. У іншій переважній формі виконання у разі значної довжини порожнистого циліндра його одягають на термоелектричний перетворювач за допомогою монтажного дроту, довжина якого має бути більша від довжини порожнистого циліндра, а сам монтажний дріт має бути виготовлений з того самого матеріалу, що і порожнистий циліндр. Монтажний дріт приєднують до робочого кінця термоелектричного перетворювача методом паяння. Після цього, згідно з корисною моделлю, ненаскрізний отвір наконечника наповнюють на довжині 4-5мм сумішшю, яка складається з припою та флюсу, який розплавляють, нагріваючи наконечник до температури плавлення припою, занурюють робочий кінець термоелектричного перетворювача у розплав і нагрівання припиняють. Потім наконечник з термоелектричним перетворювачем герметично з'єднують з порожнистим циліндром за допомогою зварювання з використанням центруючої втулки. Згідно з корисною моделлю, у разі великої довжини чохла для його одягання на температурний перетворювач використовують допоміжний монтажний елемент, виконаний у вигляді монтажного дроту, який розміщують всередині довгастої циліндричної частини чохла. Монтажний дріт під'єднують до робочого кінця температурного перетворювача за допомогою паяння. Монтажний дріт використовують в якості елемента, за допомогою якого температурний перетворювач пересувають у чохлі шляхом протягування його вздовж довгастої 5 36628 циліндричної частини чохла таким чином, щоб температурний перетворювач виступав з нижнього кінця довгастого циліндричного чохла не менше, ніж на 150мм. Використання монтажного дроту дає можливість переміщувати робочий кінець температурного перетворювача у чохлі. Монтажний дріт має бути виготовлений з того самого матеріалу, що й чохол, щоб у процесі протягуванні не внести до матеріалу чохла матеріалів (наприклад - міді), які можуть викликати корозійне розтріскування чохла або зварних швів у процесі експлуатування термоелектричного зонда. Крім того, діаметр монтажного дроту має бути меншим на 0,8-1,0мм від внутрішнього діаметру чохла, чим забезпечується полегшене переміщення монтажного дроту вздовж чохла. Довгастий порожнистий наскрізний циліндр виготовлений з трубки, товщина стінки якої не менше 0,4мм, чим забезпечується можливість надійного зварювання окремих частин чохла, що не забезпечується при меншій товщині стінки. Для забезпечення співвісності при з'єднанні окремих частин довгастого герметичного чохла, під місця їх стикування встановлюють тонкостінні центруючі втулки, товщина стінки яких не менше 0,2мм. Можна не використовувати монтажний дріт, якщо за допомогою спеціального пристрою вирівняти термоелектричний перетворювач кабельного типу, одягнути на нього зі сторони робочого кінця складові частини чохла і переміщува ти їх вздовж температурного перетворювача. Після одягання чохла на термоелектричний перетворювач нижню частину внутрішнього ненаскрізного отвору наконечника, на довжині 4-5мм заповнюють сумішшю, яка складається з високотемпературного припою і відповідного флюсу. Робочий кінець температурного перетворювача вставляють у внутрішній отвір наконечника так, щоб він вперся у нерозплавлений припій, яким заповнена нижня частина внутрішнього отвору наконечника. Наконечник нагрівають до температури розплавлення припою і натискають на температурний перетворювач, занурюють його робочий кінець у розплавлений припій так, щоб він досяг кінця нижньої частини внутрішнього отвору, після чого нагрівання наконечника припиняють. Робочий кінець температурного перетворювача у результаті є припаяним до нижньої частини внутрішнього ненаскрізного отвору наконечника, а зазор між оболонкою робочого кінця температурного перетворювача і поверхнею внутрішнього ненаскрізного отвору наконечника наповнений припоєм на довжині не менше, ніж на 4-5мм від нижнього кінця отвору. Якість паяння та заповнення зазору перевіряють рентгенографічним методом. Вільний кінець температурного перетворювача притримують і пересувають центруючі втулки і чохол або його складові частини так, щоби стики між наконечником і чохлом, а також стики між окремими частинами чохла не мали повітряних зазорів і перебували посередині відповідних центруючих втулок. Герметичне з'єднання стиків здійснюють, як правило, аргоннодуговим зварюванням. Якість та герметичність зварних швів пе 6 ревіряють рентгенографічним і масспектрометричним методами. Для запобігання руйнуванню під час зварювання оболонки температурного перетворювача внутрішній діаметр втулки має бути не менше, ніж на 0,3мм більшим, ніж діаметр температурного перетворювача. Герметизацію виходу температурного перетворювача з зовнішнього кінця чохла здійснюють шляхом припаювання температурного перетворювача до чохла високотемпературними припоями або за допомогою лазерного зварювання. Наведемо приклади реалізації заявленого способу виготовлення термоелектричного зонда системи внутрішньореакторного контролю з використанням фігури, на якій зображений зібраний термоелектричний зонд у перерізі. Приклад 1 Виготовляють довгастий порожнистий циліндр 1, використовуючи для цього капілярну тр убку. Зовнішній діаметр трубки 4мм, товщина стінки 1мм, загальна довжина циліндра, що складається з двох відрізків трубки, становить 8м. Виготовляють герметичний суцільний циліндричний наконечник 2, який служить донною частиною чохла, зовнішній діаметр якого 4мм, довжина 40мм, діаметр нижньої частини внутрішнього ненаскрізного отвору на відстані 12мм від кінця становить 1,6мм, верхньої частини 2,2мм. Виготовляють тонкостінні центруючі втулки 3, що мають зовнішній діаметр 2,2мм, довжину 8мм, внутрішній діаметр 1,8мм. Матеріал трубки, наконечника і втулок - аустенітна нержавіюча сталь або хромонікелевий сплав. Виготовляють термоелектричний перетворювач 4 кабельного типу з термопарного кабелю, зовнішній діаметр якого 1,5мм, матеріал оболонки - аустенітна нержавіюча сталь 08Х18Н10Т або сплав INCONEL 600, номінальна статична характеристика перетворення "К" згідно з [ДСТУ 283794], довжина 9м. Виготовляють монтажний дріт з нержавіючого дроту (сталь 12Х18Н10Т) діаметром 1,2мм і довжиною 9,5м. Кінець монтажного дроту приєднують до робочого кінця температурного перетворювача шляхом паяння припоєм ПСр45. На протилежний кінець монтажного дроту послідовно одягають трубку довжиною 3,5м, центруючу втулк у, трубку довжиною 4,5м, центруючу втулку і температурний перетворювач переміщують за допомогою монтажного дроту таким чином, щоб температурний перетворювач перебував у тр убках, а робочий кінець виступав з нижньої центруючої втулки не менше, ніж на 150мм; після цього монтажний дріт видаляють. Приготовляють суміш з припою ПСр45 і флюсу 209, засипають її до нижньої частини діаметром 1,6мм внутрішнього ненаскрізного отвору наконечника. Вставляють робочий кінець температурного перетворювача у внутрішній отвір наконечника так, щоб він вперся у нерозплавлений припій, яким заповнена нижня частина внутрішнього отвору наконечника. Нагрівають нижню частину наконечника газовим пальником до температури плавлення ПСр45 (750-770°С). У отвір наконечника у його нижню частину, заповнену рідким припоєм вставляють робочий кінець температурного перетворю 7 36628 вача, витримують 1-2 хвилини за температури плавлення припою і припиняють нагрівання. Якість паяння та заповнення зазорів між робочим кінцем температурного перетворювача і отвором визначають рентгенографічним методом і методом визначення інерційності температурного перетворювача у наконечнику, яка не має перевищувати 0,8 секунди. Пересувають температурний перетворювач вздовж трубки та втулки так, щоб стики між трубками і між трубкою та наконечником не мали повітряних зазорів і перебували посередині центруючих втулок. Стики герметично заварюють методом аргоннодугового зварювання з неплавким електродом. Герметичність зварних швів перевіряють масспектрометричним та рентгенографічним методами. Герметизацію виходу температурного перетворювача 4 з зовнішнього кінця трубки здійсню Комп’ютерна в ерстка Л.Литв иненко 8 ють шляхом припаювання оболонки температурного перетворювача до трубки припоєм ПСр45. Приклад 2 Повторюють всі операції, вказані у прикладі 1, за винятком виготовлення монтажного дроту і всіх операцій, пов'язаних з ним. Замість того вирівнюють термоелектричний перетворювач 4 кабельного типу за допомогою спеціального пристрою і зі сторони робочого кінця послідовно одягають на температурний перетворювач і переміщають по ньому трубку довжиною 3,5м, центруючу втулку, трубку довжиною 4,5м, центруючу втулк у. Решта операцій, такі ж як, у прикладі 1. Практика показала, що завдяки застосуванню відповідної корисної моделі способу виготовлення термоелектричного зонда, що включає вдосконалення конструкції донної частини чохла, а також зміну послідовності виконання високотехнологічних, але загальноприйнятих операцій, досягається висока якість і надійність термоелектричного зонда. Підписне Тираж 28 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod to make thermo-electric probe of system of inter-reactor control
Автори англійськоюHuk Oleksandr Petrovych, Kotelman Valentyn Yakovych, Kukoreko Oleksaandr Pavlovych, Lakh Oleh Ivanovych
Назва патенту російськоюСпособ изготовления термоэлектрического зонда системы внутриреакторного контроля
Автори російськоюГук Александр Петрович, Котельман Валентин Яковлевич, Кукореко Александр Павлович, Лах Олег Иванович
МПК / Мітки
МПК: G21C 17/02, G01K 7/00
Мітки: термоелектричного, виготовлення, зонда, системі, контролю, спосіб, внутрішньореакторного
Код посилання
<a href="https://ua.patents.su/4-36628-sposib-vigotovlennya-termoelektrichnogo-zonda-sistemi-vnutrishnoreaktornogo-kontrolyu.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення термоелектричного зонда системи внутрішньореакторного контролю</a>
Спосіб монтажу зборки детекторів системи внутрішньореакторного контролю (варіанти)
Номер патенту: 53805
Опубліковано: 17.02.2003
Автори: Троцєнко Валєрій Міхайловіч, Мітєльман Михайло Грігорьєвіч, Осіпов Юрій Олєговіч, Загадкін Владімір Андрєєвіч
МПК: G21C 17/10
Мітки: контролю, детекторів, системі, варіанти, спосіб, монтажу, внутрішньореакторного, зборки
Формула / Реферат:
1. Спосіб монтажу зборки детекторів системи внутрішньореакторного контролю, який включає виготовлення продовгуватого герметичного чохла, який заглушений з одного кінця, установку чохла в корпус та (або) кришку реактора з герметизацією місця їх з'єднання, виготовлення зборки детекторів, які мають принаймні детектори нейтронів прямого заряду та термоелектричні перетворювачі кабельного типу, а також жорстко з'єднані між собою плиту, на якій...
Пристрій для термоелектричного контролю металів та сплавів
Номер патенту: 61411
Опубліковано: 17.11.2003
Автори: Кудрявченко Микола Олександрович, Моісеєв Юрій Васильович
МПК: G01N 25/32
Мітки: контролю, сплавів, термоелектричного, пристрій, металів
Формула / Реферат:
Пристрій для термоелектричного контролю металів і сплавів, що містить два електроди, вимірювач термоелектрорушійної сили, два нагрівачі і схему термостабілізації елекродів, який відрізняється тим, що як нагрівачі використані напівпровідникові кремнієві діоди, які одночасно виконують функцію перетворювачів температури електродів, а схема термостабілізації електродів додатково містить елемент комутації нагрівачів електродів.
Пристрій для термоелектричного контролю сплавів
Номер патенту: 37573
Опубліковано: 15.05.2001
Автори: Штіфзон Олег Йосипович, Жуков Леонід Федорович, Гончаров Олександр Леонідович
МПК: B23H 3/00, G01N 25/00
Мітки: контролю, термоелектричного, пристрій, сплавів
Формула / Реферат:
Пристрій для термоелектричного контролю сплавів, що містить холодний і гарячий електроди, засоби виміру і регулювання температури гарячого електрода, засоби виміру термоелектрорушійної сили зразка, який відрізняється тим, що холодний і гарячий електроди виконані з твердого матеріалу, стійкого до окислювання, з високою термоелектрорушійною силою, що має лінійну залежність від температури і вмісту контрольованих у зразку елементів, ці...
Термоелектричний модуль, спосіб його виготовлення, спосіб продукування електроенергії, спосіб створення градієнта температури, спосіб штучного охолодження та спосіб термоелектричного нагрівання, відповідно, за
Номер патенту: 51672
Опубліковано: 16.12.2002
Автори: Харпер Джеймс, Йахатц Майкл
МПК: H01L 35/08
Мітки: продукування, термоелектричний, спосіб, нагрівання, відповідно, електроенергії, створення, градієнта, штучного, термоелектричного, модуль, температури, охолодження, виготовлення
Формула / Реферат:
1. Термоелектричний модуль, який відрізняється тим, що включає певну кількість термоелектричних елементів n-типу та р-типу, сформованих з напівпровідникового матеріалу, тонке покриття електропровідного матеріалу, нанесене на кожен з кінців елементів, причому вищезгаданий матеріал містить приблизно від 50 до 100% ваг. вісмуту, а решту становить сурма, електричну шину, що має фосфорнікелеву поверхню, причому вміст фосфору у поверхні становить...
Спосіб отримання термоелектричного телуриду олова
Номер патенту: 36476
Опубліковано: 27.10.2008
Автори: Прокопів Володимир Васильович, Фреїк Дмитро Михайлович, Борик Віктор Васильович
МПК: C30B 11/02
Мітки: термоелектричного, отримання, телуриду, спосіб, олова
Формула / Реферат:
Спосіб отримання термоелектричного телуриду олова, який полягає в тому, що вихідні речовини: свинець, вісмут, олово і телур, взяті у відповідних масових співвідношеннях, розташовують у кварцовій вакуумованій ампулі і поміщають у піч, температура якої є вищою від температури плавлення вихідних речовин, ампулу з вихідними речовинами витримують при цій температурі, після чого ампулу охолоджують, одержані злитки дроблять та здійснюють пресування,...
Попередній патент: Система регенерації заряду акумуляторної батареї транспортного засобу
Наступний патент: Настоянка “бурштинівка українська”
Випадковий патент: Спосіб синтезу сполуки бензімідазолу