Спосіб вводу ультразвукових коливань до розплаву зварювальної ванни
Номер патенту: 41533
Опубліковано: 25.05.2009
Автори: Труба Олександр Михайлович, Клименко Олександр Миколайович, Нікітін Олександр Якимович
Формула / Реферат
Спосіб вводу ультразвукових коливань до розплаву зварювальної ванни, що включає утворення плями нагріву концентрованим джерелом енергії та занурення її з повздовжніми коливаннями до зварювальної ванни, який відрізняється тим, що коливання здійснюють ультразвуковим перетворювачем та фокусують через пляму нагріву на дно ванни.
Текст
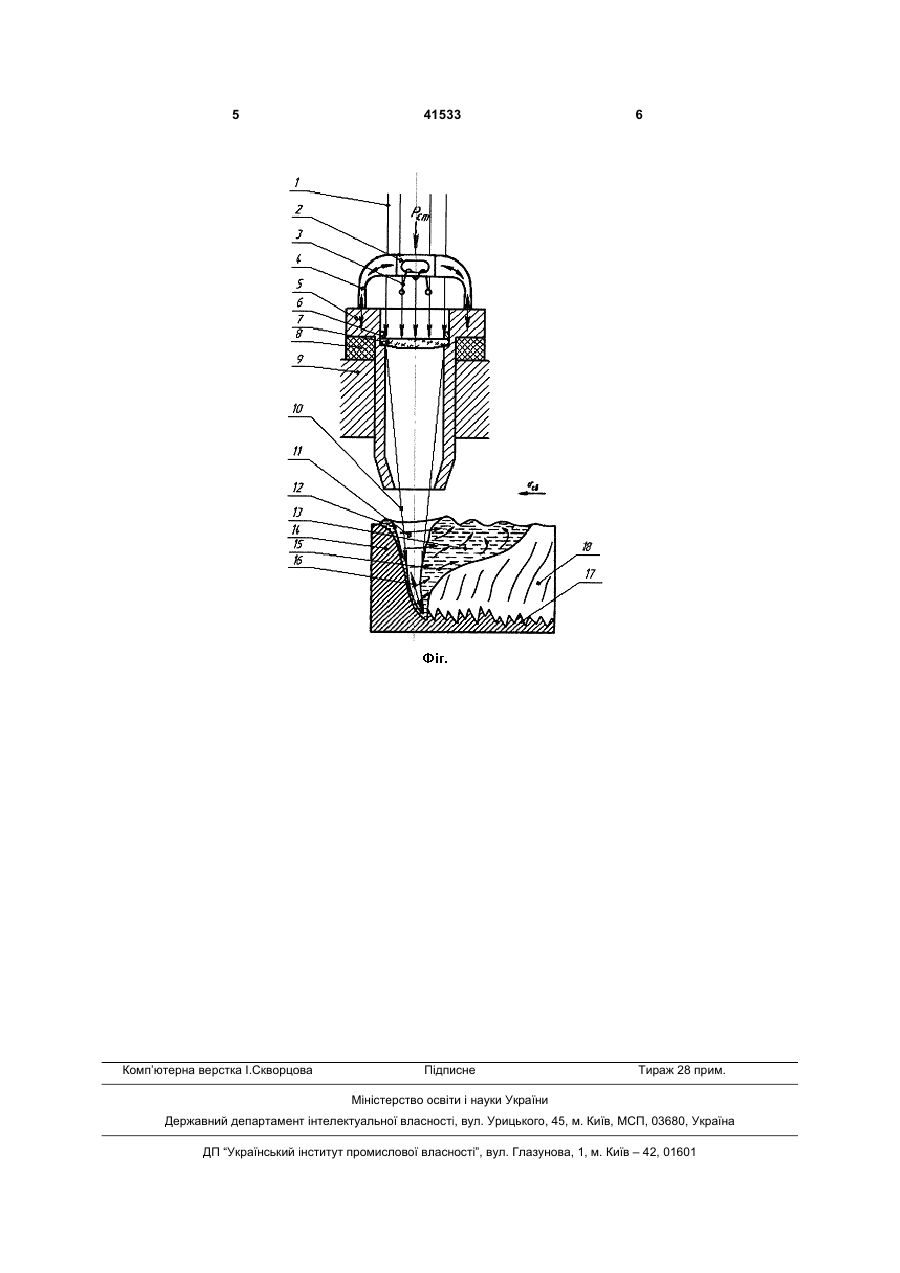
Спосіб вводу ультразвукових коливань до розплаву зварювальної ванни, що включає утворення плями нагріву концентрованим джерелом енергії та занурення її з повздовжніми коливаннями до зварювальної ванни, який відрізняється тим, що коливання здійснюють ультразвуковим перетворювачем та фокусують через пляму нагріву на дно ванни. (19) (21) u200814926 (22) 24.12.2008 (24) 25.05.2009 (46) 25.05.2009, Бюл.№ 10, 2009 р. (72) НІКІТІН ОЛЕКСАНДР ЯКИМОВИЧ, UA, КЛИМЕНКО ОЛЕКСАНДР МИКОЛАЙОВИЧ, UA, ТРУБА ОЛЕКСАНДР МИХАЙЛОВИЧ, UA (73) НАЦІОНАЛЬНИЙ ТЕХНІЧНИЙ УНІВЕРСИТЕТ УКРАЇНИ "КИЇВСЬКИЙ ПОЛІТЕХНІЧНИЙ ІНСТИТУТ", UA 3 нення по висоті каналу при допомозі механічних чи п’єзоелектричних сканаторів фокусуючої системи (лінзи чи об'єктиви) при цьому густина потужності може залишатися постійною по глибині каналу проплавлення при параметрах частоти в межах від 0 до 150 Гц та амплітуди від 0 до 5 мм. (А.Г. Григорьянц, И.Н. Шиганов «Лазерная сварка металов» Москва «Высшая школа» 1988, стр. 143). Основний недолік відомого способу полягає в тому, що він має додаткові спеціальні пристрої сканатори, які пересувають фокусуючи пристрої. Ці пристрої механічні чи п'єзоелектричні та мають обмежений діапазон частоти в межах від 0 до 150 Гц та амплітуди від 0 до 5 мм. Ці механічні системи, складні у виготовлені та застосуванні, а також слід враховувати, що ряд технологічних особливостей, таких , як точність наведення на стик, якість підготовки кромок, обмежує застосування цього метода. В основу корисної моделі поставлена задача впливати ультразвуковим полем на речовину поблизу областей фазового переходу рідина - тверде тіло, що може ставить практичну цінність, як новий спосіб регулювання властивостей зварного шву. Поставлена задача вирішується тим, що у способі вводу ультразвукових коливань до розплаву зварювальної ванни, що включає утворення плями нагріву концентрованим джерелом енергії та занурення її з повздовжніми коливаннями до зварювальної ванни з ультразвуковою частотою, у якому новим є те, що коливання здійснюють ультразвуковим перетворювачем та фокусують через пляму нагріву на дно ванни. Такий контакт забезпечує фокусування та перехід ультразвукових коливань розплавленому металу на всю внутрішню поверхню каналу розплаву глибокого проплавлення. Первинними параметрами, які характеризують ультразвукове поле у розплаві, є питома густина енергії, активна складова вхідного опору, швидкості у розплаві та втрати у об'ємі рідкого метала. Вони визначають величини коливального тиску і швидкості у розплаві. Всі ці параметри визначають виникнення у розплаві кавітації, акустичних потоків, і сил в'язкого тертя. У розплавленому металі зварювальній ванні умови для виникнення та розвитку кавітаціонних процесів сприятливі. Тому що розплавлений метал ванни під дією випромінення насичений паром, а це є прискорення утворенню кавітаційних пухирців. На границі твердої-рідкої фаз коливальний тиск достатній, щоб кристали які близькі до температури плавлення подрібнювались, а це при фокусуванні УК сприяє поглибленню каналу. Процеси кавітації приводять до виникнення у розплаві ванни поблизу фронту кристалізації ударних хвиль, що по-перше є причиною руйнування кристалів і, по-друге, як джерело локальних порушень однорідності та термодинамічної рівноваги у розплаві. Акустичні потоки викликають переміщення розплаву, впливають на розподіл температурного поля та прискорюють процеси дифузії. При ультразвуковому полі у кавітапіонному режимі виникають області дуже високих темпера 41533 4 тур та тиску. Таким чином, ультразвукове поле інтенсифікує процеси утворення зародили твердого тіла на границі розділу «тверде тіло розплав». Використання розглянутих процесів на практиці сприяє покращенню якості з'єднань матеріалів при зварюванні, наплавні та інше. Для усунення недоліків властивих наведеним, пропонується передача ультразвукових коливань рідкому металу зварювальної ванни при аргонодуговому, плазмовому, електронно-променевому та лазерному зварюванні і різанні здійснювати плямою нагріву поверхні розплавленого металу зварювальної ванни, яка сприймає коливання з ультразвуковою частотою від лінзи, дзеркала чи катоду розташованих у корпусах фокусуючої системи та електрода. Суть способу пояснюється кресленням, де зображено один з варіантів передачі УК рідкому металу зварювальне ванни з глибоким проплавленням при лазерному зварюванні. Тут: 1 - лазерне випромінення; 2 - осердя магнітострикційного перетворювача; 3 - обмотка осердя; 4 - ультразвуковий перетворювач (хвилевід), притиснутий з зусиллям Рсm, S - корпус фокусуючого пристрою; б стопорне кільце лінзи; 7 - лінза; 8 - шайба, яка пружинить; 9 - тримач корпуса; 10 - сфокусоване випромінення; 11 - паро-газовий канал глибокого проплавлення, який рухається зі швидкістю Vсв, 12 - внутрішня поверхня розплаву ванни глибокого проплавлення з плямою нагріву (фокусна пляма); 13 - рідкий метал хвостової частини зварного шву; 14 - твердий метал переднього фронту шва; 15 напрям акустичних хвиль кавітації; 16 - фокус ультразвукових коливань; 17 - корінь зварного шву; 18 - закристалізований метал шву. Внутрішня поверхня каналу глибокого проплавлення з плямою нагріву 12 рухається з ультразвуковою частотою у повздовжньому напряму за рахунок коливання хвилеводу 4 жорстко прикріпленому до корпуса 5 з закріпленою лінзою 7 стопорним кільцем 6. Тримач 9 корпуса фокусуючого пристрою 5 зберігає направлення випромінення та дозволяє пересуванню корпуса в повздовжньому напряму за рахунок ковзання у отворі тримача, кільце 8 яке пружинить зберігає амплітуду ультразвукових коливань та запобігає розсіянню коливань у тримачі. Коливання лінзи 7 разом з корпусом 5 по амплітуді та частоті ультразвукових коливань передає такі самі рухи фокусній плямі нагріву 12, які в свою чергу викликають у розплаві насиченим паром гідродинамічну та акустичну кавітацію. Розмір плями сфокусованого випромінення на практиці для зварювання коливається у розмірі 0,5÷1,0 мм тому передача ультра звукових коливань супроводжується їх фокусуванням на дні каналу 17 у фокусі 16. Хвостова частина зварювальної ванни 13 має значно більший об'єм рідкого металу ніж передня стінка тому розповсюдження хвиль акустичної кавітації 15 у цьому об'ємі сприяє вирівнянню температури та процесам дифузії. В залежності від потужності джерела ультразвукових коливань цей спосіб можна використовувати для підвищення глибини проплавлення металу шва та рівного профілю кореня шву 17 при незмінній потужності технологічного лазера. 5 Комп’ютерна верстка І.Скворцова 41533 6 Підписне Тираж 28 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of introduction of ultrasonic vibrations into melt of weld pool
Автори англійськоюNikitin Oleksandr Yakymovych, Klymenko Oleksandr Mykolaiovych, Truba Oleksandr Mykhailovych
Назва патенту російськоюСпособ ввода ультразвуковых колебаний в расплав сварочной ванны
Автори російськоюНикитин Александр Акимович, Клименко Александр Николаевич, Труба Александр Михайлович
МПК / Мітки
МПК: B23K 26/00, B06B 3/00
Мітки: розплаву, ванни, вводу, зварювальної, ультразвукових, коливань, спосіб
Код посилання
<a href="https://ua.patents.su/3-41533-sposib-vvodu-ultrazvukovikh-kolivan-do-rozplavu-zvaryuvalno-vanni.html" target="_blank" rel="follow" title="База патентів України">Спосіб вводу ультразвукових коливань до розплаву зварювальної ванни</a>
Спосіб збудження ультразвукових коливань при прокатці
Номер патенту: 6450
Опубліковано: 16.05.2005
Автор: Фенченко Ігор Іванович
МПК: B21B 11/00
Мітки: коливань, збудження, прокатці, спосіб, ультразвукових
Формула / Реферат:
Спосіб збудження ультразвукових коливань при прокатці, який відрізняється тим, що спочатку за допомогою перетворювачів створюють ультразвукові коливання з частотою від 15 до 25 кГц та амплітудою від 10 до 20 мкм, після чого їх передають до випромінювачів, за допомогою яких ультразвукові коливання збуджують у прокаті.
Спосіб наплавлення захисних покриттів із застосуванням ультразвукових коливань
Номер патенту: 5814
Опубліковано: 15.03.2005
Автор: Фенченко Ігор Іванович
МПК: B22D 19/00
Мітки: ультразвукових, спосіб, застосуванням, захисних, покриттів, наплавлення, коливань
Формула / Реферат:
1. Спосіб наплавлення захисних покриттів із застосуванням ультразвукових коливань, який відрізняється тим, що у зварювальній ванні матеріалу, що наплавляється, створюють коливальні рухи з амплітудою коливань 3-20 мкм і частотою коливань 16-26 кГц.2. Спосіб за п. 1, який відрізняється тим, що коливальні рухи, які передаються механізмом, що подає наплавну стрічку, створюють перетворювачем ультразвуку, який через концентратор коливань...
Пальник для захисту зварювальної ванни
Номер патенту: 60666
Опубліковано: 15.10.2003
Автори: Фастовець Павло Миколайович, Космацький Петро Володимирович, Тивончук Петро Опанасович
МПК: B23K 9/16
Мітки: ванни, пальник, захисту, зварювальної
Формула / Реферат:
1. Пальник для захисту зварювальної ванни, що містить циліндричний корпус із поздовжнім отвором і конічний насадок із внутрішньою конічною поверхнею і вихідним циліндричним каналом, жорстко закріплений у нижній частині корпуса співвісно йому, який відрізняється тим, що у поздовжній отвір корпуса і конічну порожнину насадка, утворену внутрішньою конічною поверхнею, вставляється патрубок з конічним торцем і його зовнішня поверхня утворює...
Пристрій для запобігання протікання зварювальної ванни
Номер патенту: 20105
Опубліковано: 15.01.2007
Автор: Коросташевський Павло Володимирович
МПК: B23K 37/06
Мітки: пристрій, протікання, зварювальної, запобігання, ванни
Формула / Реферат:
1. Пристрій для запобігання протікання зварювальної ванни, що містить опорну раму, короб для флюсу, дно якого утворене пружною діафрагмою, пневмопритискач, надувні рукави, які розташовані між корпусом і рухомим кожухом, який відрізняється тим, що вздовж корпусу закріплені консольнo упори, на яких установлено кожух, який виконано у вигляді арочної подовжньої балки, стійки якої охоплюють корпус із зазором, при цьому надувні рукави розташовані...
Пристрій для видалення робочого розплаву з ванни агрегата гарячого алюмоцинкування
Номер патенту: 15396
Опубліковано: 15.06.2006
Автори: Гордієнко Тамара Вікторівна, Заріцький Сергій Броніславович
Мітки: агрегата, робочого, ванни, пристрій, розплаву, видалення, гарячого, алюмоцинкування
Формула / Реферат:
Пристрій для видалення робочого розплаву з ванни агрегата гарячого алюмоцинкування, який містить магнітогідродинамічний насос з підйомно-транспортним механізмом, місткість для приймання розплаву та вузол транспортування розплаву, що їх з'єднує, який відрізняється тим, що вузол транспортування розплаву виконано у вигляді лотка, накопичувальної місткості та системи похилих жолобів, що установлені послідовно, при цьому вихідний патрубок...
Попередній патент: Підшипниковий композиційний матеріал
Наступний патент: Спосіб обробки плодоносних виноградних насаджень
Випадковий патент: Спосіб отримання торфу активованого