Пальник для захисту зварювальної ванни
Номер патенту: 60666
Опубліковано: 15.10.2003
Автори: Фастовець Павло Миколайович, Космацький Петро Володимирович, Тивончук Петро Опанасович
Формула / Реферат
1. Пальник для захисту зварювальної ванни, що містить циліндричний корпус із поздовжнім отвором і конічний насадок із внутрішньою конічною поверхнею і вихідним циліндричним каналом, жорстко закріплений у нижній частині корпуса співвісно йому, який відрізняється тим, що у поздовжній отвір корпуса і конічну порожнину насадка, утворену внутрішньою конічною поверхнею, вставляється патрубок з конічним торцем і його зовнішня поверхня утворює кільцевий канал із корпусом і насадком, а перехід від внутрішньої конічної поверхні насадка до вихідного циліндричного каналу здійснюється виступом у формі кругового кільця, що лежить в одній площині разом із вхідним отвором вихідного каналу, так, що торець патрубка і виступ на внутрішній поверхні насадка утворюють кільцеву щілину, причому діаметр нижнього зрізу торця патрубка виконаний більшим, ніж діаметр вихідного каналу насадка, але меншим, ніж зовнішній діаметр виступу на внутрішній поверхні насадка.
2. Пальник за п. 1, який відрізняється тим, що патрубок вставлений із можливістю як осьового переміщення у поздовжньому отворі корпуса, так і з можливістю відхилення торця патрубка у конічній порожнині насадка упоперек поздовжньої осі пальника, а також із можливістю наступної фіксації патрубка.
Текст
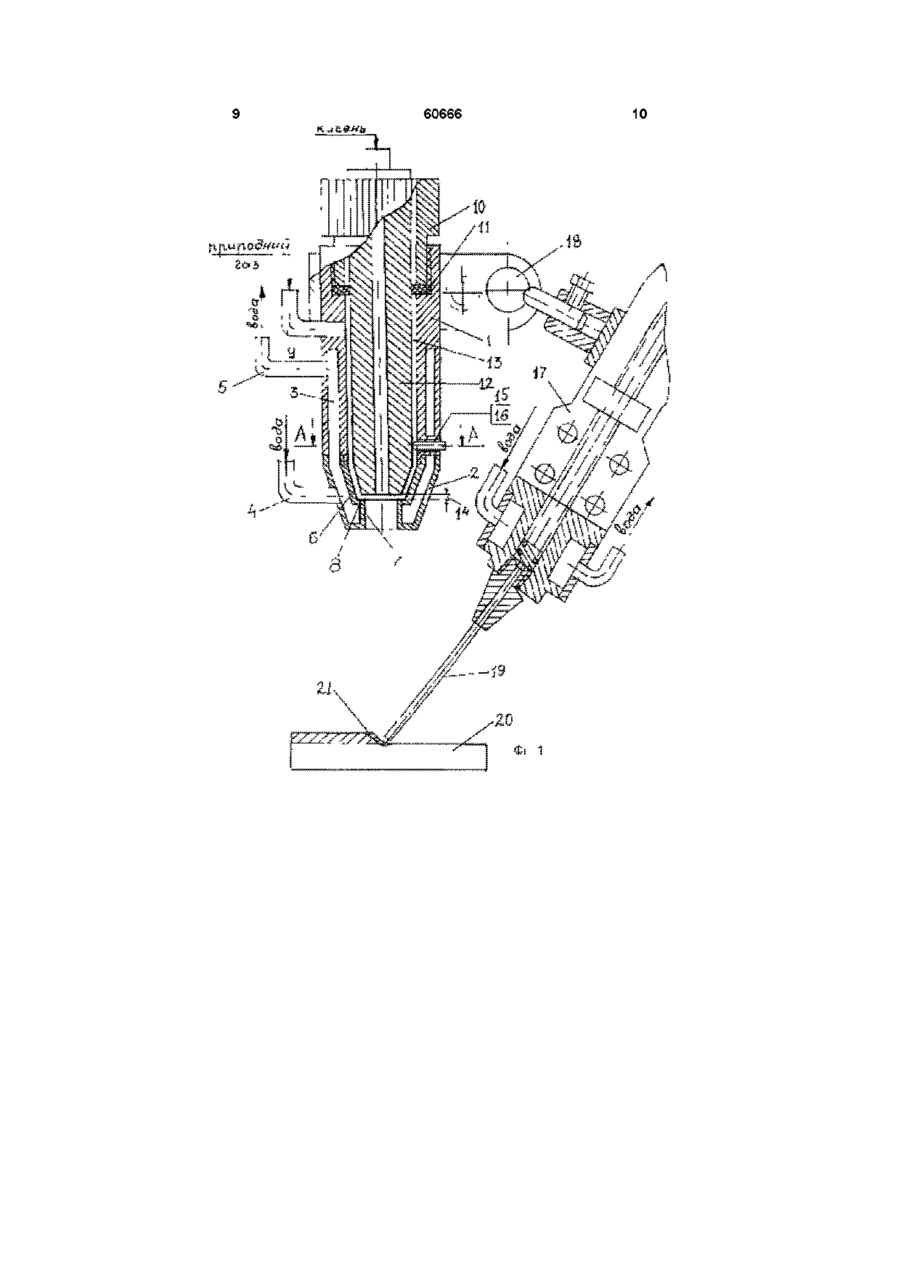
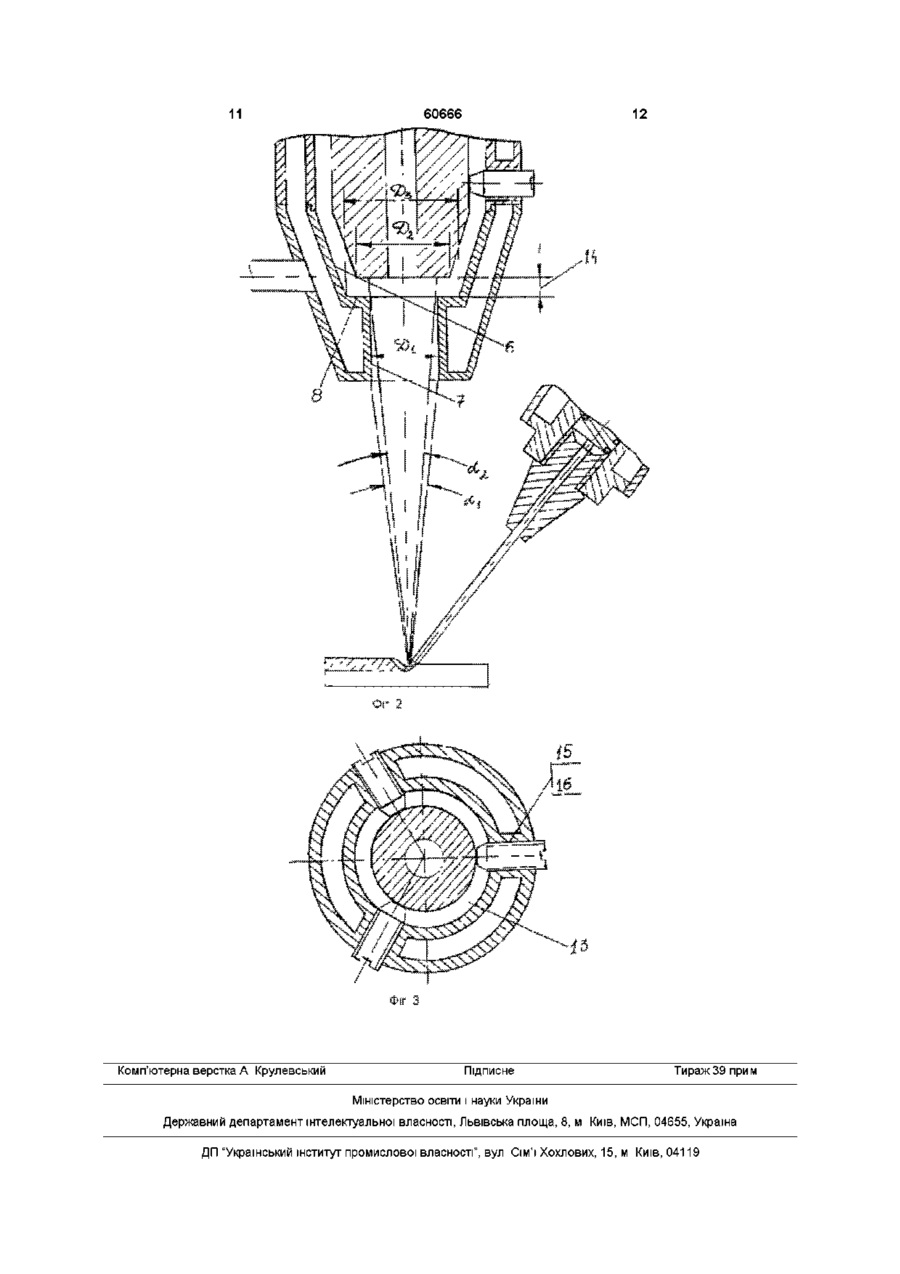
1 Пальник для захисту зварювальної ванни, що містить циліндричний корпус із поздовжнім отвором і конічний насадок із внутрішньою конічною поверхнею і вихідним циліндричним каналом, жорстко закріплений у нижній частині корпуса співвісно йому, який відрізняється тим, що у поздовжній отвір корпуса і конічну порожнину насадка, утворену внутрішньою конічною поверхнею, вставляється патрубок з конічним торцем і його зовні шня поверхня утворює кільцевий канал із корпусом і насадком, а перехід від внутрішньої конічної поверхні насадка до вихідного циліндричного каналу здійснюється виступом у формі кругового кільця, що лежить в одній площині разом із вхідним отвором вихідного каналу, так, що торець патрубка і виступ на внутрішній поверхні насадка утворюють кільцеву щілину, причому діаметр нижнього зрізу торця патрубка виконаний більшим, ніж діаметр вихідного каналу насадка, але меншим, ніж ЗОВНІШНІЙ діаметр виступу на внутрішній поверхні насадка 2 Пальник за п 1, який відрізняється тим, що патрубок вставлений із можливістю як осьового переміщення у поздовжньому отворі корпуса, так і 3 можливістю відхилення торця патрубка у КОНІЧНІЙ порожнині насадка упоперек поздовжньої осі пальника, а також із можливістю наступної фіксації патрубка Винахід відноситься до зварювального виробництва і може бути використаний при наплавленні і зварюванні сталевих і чавунних деталей, зокрема, у ремонтному виробництві при відновленні спрацьованих деталей наплавленням Вже відомий пальник для захисту зварювальної ванни, який містить циліндричний корпус із поздовжнім отвором, зафіксований у цьому отворі патрубок і трубчастий циліндричний насадок, що кріпиться у нижній частині корпуса СПІВВІСНО йому і патрубку (СРСР, а с 856710, В23К9/16, 23 08 81) Пальник розміщують збоку від мундштука, який служить для спрямування плавкого електроду, і під кутом до його осі Зовнішня поверхня патрубка утворює кільцевий канал із корпусом і насадком У патрубок і кільцевий канал подають захисний газ і на виході з пальника формується внутрішній циліндричний потік газу і концентричний йому ЗОВНІШНІЙ кільцевий потік газу Ці два потоки захисного газу ефективно захищають зварювальну ванну і дугу, що утворюються між плавким електродом і деталлю, від впливу газів атмосфери У процесі зварювання утворюються бризки розплавленого металу, які рухаються у напрямку від зварюваль ної ванни і до пальника Вони попадають у вихідний отвір насадка і далі у кільцевий канал Для того, щоб бризки не перекрили ту частину кільцевого каналу, яка утворена корпусом пальника, то у кільцевому каналі у МІСЦІ переходу від корпуса до насадка встановлене кільце з отворами У цьому разі, захисний газ переходить із однієї частини кільцевого каналу в іншу через отвори у КІЛЬЦІ ПІД час автоматичного зварювання або наплавлення, коли процес багаторазово повторюється, насадок з патрубком і кільце з отворами розігріваються теплом дуги і відбувається поступове налипання бризок розплавленого металу на внутрішній поверхні насадка, ЗОВНІШНІЙ поверхні нижньої частини патрубка і КІЛЬЦІ З отворами Це призводить до звуження кільцевого каналу і до порушення суцільності кільцевого потоку захисного газу Як наслідок, погіршується якість зварювання або наплавлення і зростають затрати часу, пов'язані із періодичним очищенням насадка і патрубка від налипших бризок розплавленого металу і періодичною заміною кільця з отворами Крім того, у відомому пальнику не передбачена можливість регулювання величини радіального зазору у (24)15 10 2003 (О (О (О о (О 60666 насадка виконують у співвідношенні 1 (2,0кільцевому каналі і встановлення, у разі порушен2 7) (2,7-4,3) ня, концентричності насадка і патрубка, а також Цей пальник є найбільш близький до запроповідсутня можливість осьового переміщення патрунованого і тому прийнятий нами за прототип бка у корпусі з насадком і, ВІДПОВІДНО, встановленУ відомому пальнику каналом для проходження, у разі потреби, необхідної віддалі між зрізами ня кисню є поздовжній отвір у корпусі і тому, його патрубка і насадка За цими причинами технологіположення відносно корпуса є строго фіксованім чні можливості пальника значно обмежені Через це, а також внаслідок жорсткого кріплення Вже відомий пальник для захисту зварювальнасадка на корпусі пальника, положення кільцевоної ванни, який містить циліндричний корпус із го каналу і вихідного каналу насадка зафіксовані поздовжнім отвором і конічний насадок із внутрівідносно поздовжнього отвору корпуса і у разі пошньою конічною поверхнею і вихідним циліндричрушення концентричності між ними відновити її ним каналом, жорстко закріплений у нижній частинеможливо без роз'єднання насадка і корпуса За ні корпуса СПІВВІСНО йому (СРСР, а с 1318359, тими самими причинами постійною величиною є В23К9/16, 23 06 87) Пальник розміщують збоку від відстань між нижнім зрізом торця корпуса і зрізом мундштука, який служить для спрямування плавнасадка і, ВІДПОВІДНО, ПОСТІЙНОЮ Є величина зазору кого електроду, і під кутом до його осі Кріплення у кільцевій ЦІЛИНІ Тобто, у відомому пальнику не пальника до мундштука виконують за допомогою передбачено регулювання концентричності поздошарнірного з'єднання вжнього отвору корпуса і кільцевого каналу, а таКонічний насадок включає верхню циліндричкож регулювання величини зазора у кільцевій ЩІну порожнину, у яку вставляється із кільцевим заЛИНІ Крім цього, внутрішня конічна поверхня зором нижня циліндрична частина корпуса із бурнасадка, яка має форму зрізаного конуса, плавно тиком для жорсткого кріплення насадка до переходить у циліндричну поверхню, яка формує корпуса, і внутрішню конічну порожнину, яка звувихідний циліндричний канал насадка Крім цього, жується у напрямку витікання захисного газу і пладля здійснення безпосереднього виходу кільцевовно переходить у вихідний циліндричний канал го каналу у вихідний циліндричний канал насадка насадка У СТІНЦІ насадка виконана рубашка охочерез кільцеву щілину, діаметр нижнього зрізу толодження із вхідним і вихідним патрубками рця корпуса виконаний меншим, ніж діаметр вихіТорець корпуса виконаний у формі зрізаного дного каналу насадка конуса і таким чином, що діаметр малої основи цього конуса більший, ніж діаметр поздовжнього Недоліком відомого пальника є його низька отвору корпуса Насадок закріплений на корпусі СТІЙКІСТЬ проти забризкування бризками розплавтаким чином, що торець корпуса знаходиться у леного металу, що рухаються від зварювальної КОНІЧНІЙ порожнині насадка, утвореній його внутванни Це викликано тим, що бризки без перешкод рішньою конічною поверхнею Конічна поверхня попадають у кільцевий канал насадка через його торця корпуса утворює кільцевий канал із внутрівихідний циліндричний канал і кільцеву щілину У шньою конічною поверхнею насадка Кільцевий місцях найбільшого налипання бризки звужують канал мав безпосередній вихід у вихідний циліндкільцевий канал, або повністю перекривають його, ричний канал насадка через кільцеву щілину, яка що призводить до порушення рівномірності і суціутворена твірною нижнього зрізу торця корпуса і льності кільцевого потоку природного газу, який твірною вхідного отвору вихідного циліндричного виходить з пальника В результаті, захисне полуканалу насадка Для цього діаметр нижнього зрізу м'я втрачає симетричну конусоподібну форму і торця корпуса (малої основи зрізаного конуса) порушується оптимальний склад і розподіл газів у виконаний меншим, ніж діаметр вихідного каналу захисному середовищі Як наслідок, у наплавлюнасадка ваному металі виникають пори і підвищується розбризкування розплавленого металу Для уникненДля функціонування пальника до поздовжньоня цих негативних явищ необхідно очищувати го отвору корпуса через окремий патрубок підвовихідний канал насадка і, особливо, кільцевий кадять кисень, а у кільцевий канал через інший патнал від налипших бризок розплавленого металу, а рубок підводять природний газ Проходячи ці це обумовлює підвищення трудомісткості наплавканали гази поступають у вихідний канал насадка, лювальних робіт і, ВІДПОВІДНО, зменшення їх проякий завершує формування газового потоку, що дуктивності складається із зовнішнього кільцевого потоку природного газу і внутрішнього потоку кисню У результаті згорання природного газу на виході із пальника утворюється конусоподібне закисне полум'я із внутрішнім потоком кисню, яке захищав зварювальну ванну і дугу, що утворюються між плавким електродом і деталлю, від впливу газів атмосфери Для уникнення пор у металі зварного шва або у наплавлюваному металі захисне полум'я повинно мати симетричну конусоподібну форму і створювати захисне середовище з оптимальним складом і розподілом газів 3 цією метою у відомому пальнику діаметр поздовжнього отвору корпуса, діаметр вихідного каналу насадка і відстань між нижнім зрізом торця корпуса та зрізом Другою причиною порушення рівномірності і суцільності кільцевого потоку природного газу і, ВІДПОВІДНО, оптимального складу і розподілу газів у захисному середовищі може бути відсутність концентричності між конічним торцем корпуса і внутрішньою конічною поверхнею насадка У цьому разі величина зазора у кільцевій ЩІЛИНІ неоднакова по периметру щілини, що і обумовлює вказане порушення Експериментально встановлено, що при наявності рівниці у значеннях цього зазора 0,05мм і більше, втрачається рівномірність витікання природного газу по периметру вихідного каналу насадка, що призводить до виникнення пор у наплавлюваному металі 60666 Ще один недолік відомого пальника полягає у лу і, ВІДПОВІДНО, підвищується продуктивність звавідсутності регулювання величини зазору у кільрювальних і наплавлювальних робіт Враховуючи цевій ЩІЛИНІ Цей зазор визначається як найкоротакож те, що бризки розплавленого металу згоратша відстань між конічною поверхнею торця корють у центральному потоці кисню і тому не попапуса і твірною вхідного отвору вихідного каналу дають у канал патрубка, то запропонований пальнасадка, що має форму кола Він є одним із голоник відрізняється більшою СТІЙКІСТЮ проти вних конструктивних параметрів пальника, який забризкування визначає оптимальний склад і розподіл газів у заМожливість здійснення осьового переміщення хисному середовищі, створюваному захисним попатрубка дозволяє регулювати величину зазору у лум'ям кільцевій ЩІЛИНІ, а тому сприяє встановленню, у разі порушення, оптимального складу і розподілу Задачею винаходу є пальник для захисту звагазів у захисному середовищі, створюваному захирювальної ванни, який містить циліндричний корсним полум'ям, при якому пори у металі зварного пус із поздовжнім отвором і конічний насадок із шва або у наплавлюваному металі не утворюютьвнутрішньою конічною поверхнею і вихідним циліся Крім того, можливість відхилення торця патрундричним каналом, жорстко закріплений у нижній бка упоперек поздовжньої осі пальника сприяє частині корпуса СПІВВІСНО йому, і у якому завдяки відновленню, у разі порушення, концентричності введенню нових елементів, ЗМІНІ конструкції декіконічної поверхні торця патрубка і внутрішньої лькох елементів, ЗМІНІ відносних розмірів елеменконічної поверхні насадка У цьому разі, величина тів і введенню нових зв'язків МІЖ елементами дозазору у кільцевому каналі стає однаковою по песягається підвищення якості металу зварного шва риметру капала, що обумовлює рівномірність витіабо наплавленого металу і підвищення продуктивкання кільцевого потоку природного газу і, ВІДПОВІності зварювальних або наплавлювальних робіт, ДНО, симетричність конусоподібної форми внаслідок збереження оптимальної форми захисзахисного полум'я ного полум'я і оптимального складу й розподілу газів у захисному середовищі, що ним створюєтьВинахід пояснюється кресленнями, де Фіг 1 ся Запропонований пальник для захисту зварювальної ванни Фіг 2 - схема, яка пояснює відсутність Поставлена задача вирішується завдяки тому, забризкування пальника Фіг 3 - переріз А-А на що пальник для захисту зварювальної ванни місФіг 1 тить циліндричний корпус із поздовжнім отвором і конічний насадок із внутрішньою конічною поверхПальник містить циліндричний корпус 1 з понею і вихідним циліндричним каналом, жорстко здовжнім отвором і конічний насадок 2, жорстко закріплений у нижній частині корпуса СПІВВІСНО закріплений у нижній частині корпуса і СПІВВІСНО йому, і у поздовжній отвір корпуса і конічну порожйому У стінках корпуса і насадка виконана рубашнину насадка, утворену внутрішньою конічною пока охолодження 3, яка з'єднана із вхідним патрубверхнею, вставляється патрубок з конічним торком 4 для підводу охолоджуючої рідини і вихідним цем, зовнішня поверхня якого утворює кільцевий патрубком 5 для відводу охолоджуючої рідини канал із корпусом і насадком, а перехід від внутріВнутрішня поверхня конічного насадка й виконана шньої конічної поверхні насадка до вихідного цилітаким чином, що має конічну частину 6 і циліндриндричного каналу здійснюється виступом у формі чну частину 7, які з'єднані виступом 8 у формі крукругового кільця, який лежить в одній площині рагового кільця Поздовжній отвір корпуса 1 з'єдназом із вхідним отвором вихідного каналу, і так, що ний з патрубком 9 для підводу природного газу і у торець патрубка і виступ на внутрішній поверхні верхній частині виконаний більшого діаметра Ця насадка утворюють кільцеву щілину, причому діачастина поздовжнього отвору має різьову поверхметр нижнього зрізу торця патрубка виконаний ню, куди вкручений монтажний гвинт 10 із поздовбільшим, ніж діаметр вихідного каналу насадка, жнім циліндричним отвором Між корпусом 1 і монале меншим, ніж ЗОВНІШНІЙ діаметр виступу на тажним гвинтом 10 встановлене ущільнення 11 у внутрішній поверхні насадка Крім того, патрубок формі кругового кільця Ущільнення 11 виготовлевставлений із можливістю як осьового переміщенне із пружного матеріалу і так, щоб при стискуванні ня у поздовжньому отворі корпуса, так і з можливіпо площині кільця, зменшувався його внутрішній стю відхилення торця патрубка у КОНІЧНІЙ порождіаметр Ущільнення 11 вставлене у поздовжній нині насадка упоперек поздовжньої осі пальника, а отвір корпуса 1 без зазора У поздовжній отвір мотакож із можливістю наступної фіксації патрубка нтажного гвинта 10 і поздовжній отвір корпуса 1 У запропонованому пальнику кільцева щілина розміщена під прямим кутом до поздовжньої осі пальника і в площині твірної вихідного каналу насадка і тому, бризки розплавленого металу, що рухаються від зварювальної ванни, вже не мають прямого доступу у кільцевий канал на шляху їх руху опиняється торець патрубка Тому кільцевий канал не забризкується і завдяки цьому зберігається рівномірність і суцільність кільцевого потоку природного газу, захисне полум'я має симетричну конусоподібну форму і пори у металі зварного шва або у наплавлюваному металі не утворюються Крім того, не потрібно затрачати час на очищення кільцевого каналу від бризок розплавленого мета через внутрішній отвір ущільнення 11 вставлений патрубок 12 із конічним торцем і так, що цей торець знаходиться у КОНІЧНІЙ порожнині насадка 2, утвореній його внутрішньою конічною поверхнею 6 Між патрубком 12 і корпусом 1 з насадком 2 існує кільцевий канал 13, а між нижнім зрізом торця патрубка 12 і виступом 8 - кільцева щілина 14 Для цього, діаметр патрубка 12 задають меншим, ніж діаметр поздовжнього отвору корпуса 1, а діаметр нижнього зрізу торця патрубка 12 - меншим, ніж ЗОВНІШНІЙ діаметр виступа 8 (Дг < Дз на Фіг 2) Внутрішнє кільце виступа 8 утворює вхідний отвір вихідного каналу насадка 2 і має діаметр менший, ніж діаметр нижнього зрізу торця патрубка 12 (Ді Ді) вісь утворює гострий кут із поздовжньою віссю У разі утворення пор у наплавлюваному метаплавкого електрода 19 і перетинає її у площині, в лі можливо змінювати величину зазору у кільцевій якій лежить наплавлювана поверхня деталі 20 ЩІЛИНІ 14 і, завдяки цьому, встановлювати оптиПальник працює слідуючим чином мальний склад і розподіл газів у захисному сереСпочатку подають охолоджуючу рідину у рудовищі, при якому пори у наплавлюваному металі башку охолодження 3 Потім подають кисень у не утворюються Для цього потрібно звільнити патрубок 12 і природний газ - у патрубок 9 Вихонижню частину патрубка 12 викручуванням гвинтів дячи з патрубка 12, кисень поступає у вихідний 16 Потім викручуванням монтажного гвинта 10, канал насадка 2, який утворений циліндричною звільнити ущільнення 11 і здійснити осьове перечастиною 7 внутрішньої поверхні насадка Прироміщення патрубка 12, зафіксувавши його нове подний газ поступає від патрубка 9 у кільцевий канал ложення з допомогою гвинтів 16 При цьому необ13 і далі через кільцеву щілину 1 4 - у вихідний кахідно слідкувати за рівномірністю кільцевого нал насадка 2 У вихідному каналі насадка 2 форпотоку природного газу, яка візуально визначаєтьмується центральний потік кисню і концентричний ся за наявністю симетричної конусоподібної форйому ЗОВНІШНІЙ кільцевий потік природного газу ми закисного полум'я У разі порушення такої фоНа виході з пальника природний газ запалюють і рми захисного полум'я необхідно відновити її утворюється симетричне конусоподібне захисне шляхом встановлення однакової величини зазора полум'я Після ЦЬОГО подають плавкий електрод 19 по периметру кільцевого канала 13 з допомогою до наплавлюваної деталі 20 і запалюють електригвинтів 16 Потім вкручуванням монтажного гвинта чну дугу Вона розплавляє кінець плавкого елект10 стиснути ущільнення 11 роду 19 і частину поверхні деталі 20, утворюючи Експериментальні дослідження запропоноваспільну зварювальну ванну 21 Захисне полум'я ного пальника показали, що у порівнянні із протоутворює навколо зварювальної ванни і дуги захистипом він забезпечує більш ефективний захист не середовище, яке захищає розплавлений метал зварювальної ванни і, ВІДПОВІДНО, більш високу зварювальної ванни від впливу газів атмосфери якість наплавленого метаку Не витрачається час У процесі зварювання або наплавлення утвона зачищення пальника від бризок розплавленого рюються бризки розплавленого металу і частина з металу і, як наслідок, підвищується продуктивність них рухається у напрямі до пальника (Фіг 2) Та наплавлювальних і зварювальних робіт на 6-18% частина бризок, що рухаються у просторі між ку 60666 10 60666 Комп'ютерна верстка А Крулевський 12 Підписне Тираж39 прим Міністерство освіти і науки України Державний департамент інтелектуальної власності, Львівська площа, 8, м Київ, МСП, 04655, Україна ДП "Український інститут промислової власності", вул Сім'ї Хохлових, 15, м Київ, 04119
ДивитисяДодаткова інформація
Назва патенту англійськоюBurner for protection of weldpool
Автори англійськоюTyvonchuk Petro Opanasovych
Назва патенту російськоюГорелка для защиты сварочной ванны
Автори російськоюТивончук Петр Афанасьевич
МПК / Мітки
МПК: B23K 9/16
Мітки: пальник, ванни, захисту, зварювальної
Код посилання
<a href="https://ua.patents.su/6-60666-palnik-dlya-zakhistu-zvaryuvalno-vanni.html" target="_blank" rel="follow" title="База патентів України">Пальник для захисту зварювальної ванни</a>
Пальник для запалювального горна агломераційної машини
Номер патенту: 30307
Опубліковано: 15.11.2000
Автори: Нечепоренко Володимир Андрійович, Гурін Петро Іванович, Антонов Веніамін Васильович, Козенко Георгій Володимирович, Кіковка Станіслав Вікторович, Барський Станіслав Миколайович
МПК: F27B 21/08
Мітки: агломераційної, машини, пальник, горна, запалювального
Формула / Реферат:
1. Пальник для запалювального горна агломераційної машини, який містить корпус з циліндричним насадком і концентричну відносно насадка центральну трубу з конусним, що звужується до торця пальника, наконечником з закритим торцем і з отворами для подання газу, який відрізняється тим, що між циліндричним насадком і конусним наконечником труби він обладнаний конічною обичайкою, яка звужується до торця пальника під кутом 10-36°, діаметр більшої...
Пальник газовий інжекційний
Номер патенту: 48779
Опубліковано: 15.08.2002
Автори: Кучин Геннадій Петрович, Власюк Анатолій Васильович, Замбіцький Петро Юлійович, Гриценко Іван Федорович, Шатохін Віктор Васильович, Лаврєнцов Євген Михайлович, Скрипко Валерій Якович
МПК: F23D 14/02
Мітки: газовий, інжекційний, пальник
Формула / Реферат:
Пальник газовий інжекційний, що складається з газорозподільної камери і змішувача вхідного патрубка, який відрізняється тим, що змішувач і вхідний патрубок виготовлені із двох труб одного діаметра з проточками, виконаними таким чином, що при збиранні між ними утворюється конічний кільцевий проміжок (газорозподільна щілина), що з'єднується з газорозподільною камерою через отвори, при цьому кут нахилу газорозподільної щілини до осі змішувача...
Газовий пальник

Номер патенту: 50170
Опубліковано: 15.10.2002
Автори: Білик Любомир Ярославович, Кириченко Фелікс Степанович, Войтович Володимир Кіндратович
МПК: F23D 14/00
Формула / Реферат:
1. Газовий пальник черінний дифузійний для опалення котлів, який відрізняється тим, що він являє собою замкнений контур з отворами 1,5-3,0 у верхній частині у вигляді одного або декількох концентричних трубчатих кілець, які з'єднані між собою декількома (в залежності від потреб котла) трубчастими з'єднаннями, що відходять від центру пальника, трубчастий простір пальника є конусним і створений таким чином, щоб тиск газу в кожній точці...
Комбінований пальник

Номер патенту: 36339
Опубліковано: 16.04.2001
Автор: Бурік Дмитро Григорович
МПК: F23D 1/00, F23D 17/00
Мітки: комбінований, пальник
Текст:
...7, який складається з радіально розташо ваних пластин 8, закріплених, наприклад, на форсунці 6 паралельно каналу 3, в кільцевому каналі 4 закріплений канал запального пристрою 9. Пристрій працює наступним чином. Після вмикання запального пристрою 9, подальшого розпалення котла і досягнення стабільного горіння вугільного пилу в топці котла, в нього через канал 1 продовжують подавати вугільний пил, а через канали 1 і 2 – повітря,...
Пальник газовий

Номер патенту: 59546
Опубліковано: 15.09.2003
Автор: Прищепа Владислав Григорович
МПК: F23D 14/00
Формула / Реферат:
Пальник газовий, який застосовується у побутових газових плитах, котрий складається із корпуса з головкою і вогневими отворами та кришки, який відрізняється тим, що головка корпусу, вогневі отвори та кришка пальника мають нахил у зовнішньому напрямі.
Попередній патент: Уловлювач парашута шахтної кліті
Наступний патент: Спосіб корекції імунної відповіді
Випадковий патент: Спосіб одержання антиалкогольного препарату "медихронал"