Спосіб спікання виробів з металевого порошку
Номер патенту: 42982
Опубліковано: 27.07.2009
Автори: Баглюк Геннадій Анатолійович, Вольфман Володимир Ілліч, Куровський Валентин Якович, Сосновський Леонід Олександрович
Формула / Реферат
Спосіб спікання виробів з металевого порошку, що включає укладання в контейнер деталей, що спікаються, разом із захисною засипкою, що включає елементи, які генерують при нагріванні газове захисне середовище, накриття контейнера кришкою, його нагрів і витримку при температурі спікання та наступне охолодження, який відрізняється тим, що як генератор захисного газового середовища використовують ущільнений брикет із суміші порошків оксиду заліза і вуглецевмісного елемента.
Текст
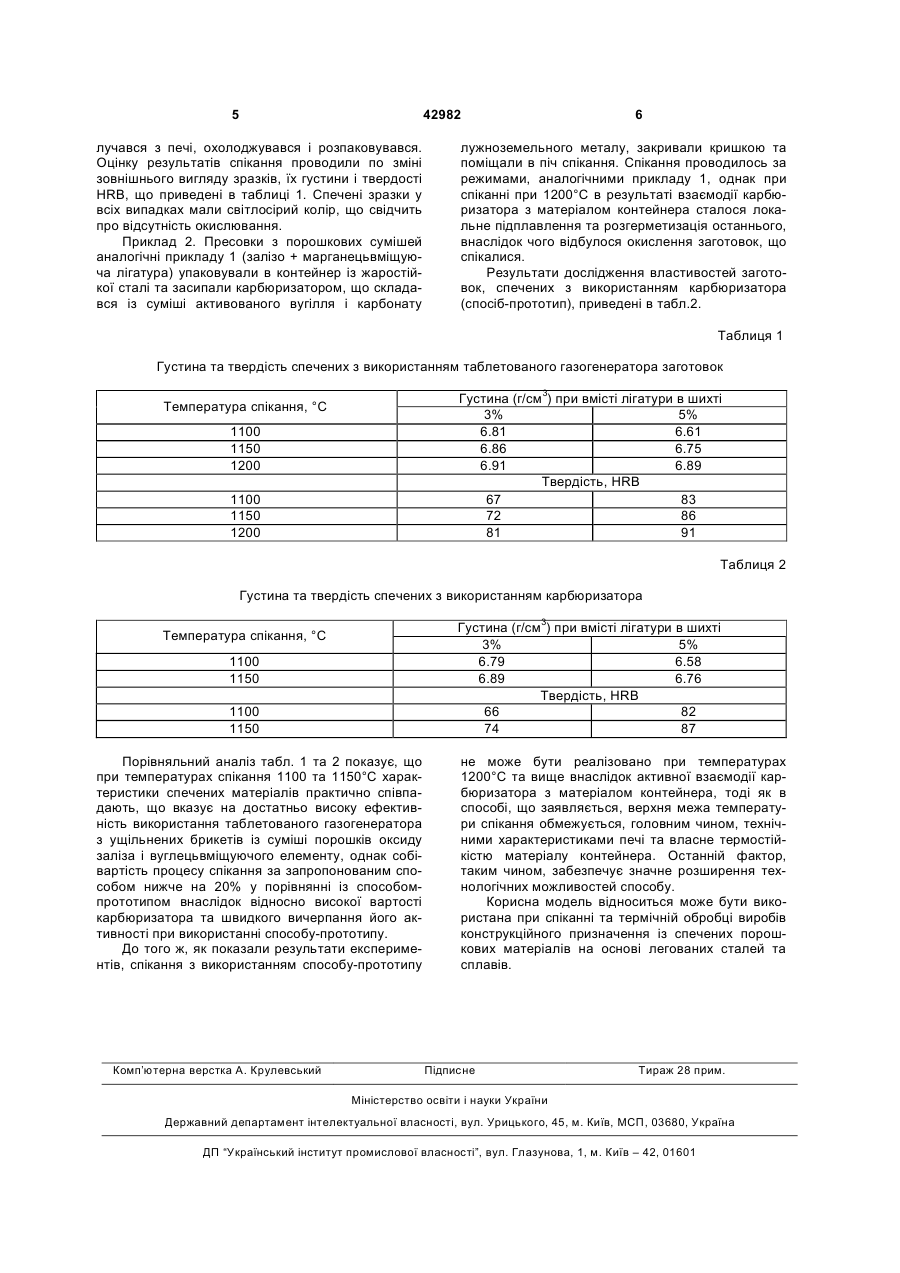
Спосіб спікання виробів з металевого порош 3 неможливість спікання при температурах, що перевищують 1190°С внаслідок активної взаємодії при таких температурах карбюризатора з матеріалом контейнера, що призводить до прогорання останнього. Це звужує технологічні можливості використання відомого способу при спіканні виробів при підвищених температурах (1200°С та вище), які досить часто використовують для спікання заготовок з матеріалів на основі сплавів заліза. В основу корисної моделі "Спосіб спікання виробів з металевого порошку", що включає укладання в контейнер деталей, що спікаються, разом із захисною засипкою, що включає елементи, які генерують при нагріванні газове захисне середовище, накриття контейнера кришкою, його нагрів і витримку при температурі спікання в термічній печі та наступне охолодження, поставлено задачу шляхом того, що в якості генератора захисного газового середовища використовують ущільнений брикет із суміші порошків оксиду заліза і вуглецьвміщуючого елементу, забезпечити зниження собівартості процесу спікання та розширення технологічних можливостей використання способу. Спосіб спікання, що заявляється, реалізується наступним чином. Спресовані з металевих порошків заготовки вкладаються разом з захисною засипкою, нейтральною по відношенню до матеріалу заготовок, в контейнер, виготовлений з жаростійкої сталі, на дно останнього вкладають таблетку із матеріалу, що являє собою хімічний генератор захисного газу. Заповнений контейнер закривають кришкою та поміщають в розігріту до температури спікання термічну піч. Після відповідної витримки при температурі спікання контейнер виймається з робочої порожнини печі та охолоджується. Для виготовлення таблеток генератору газу використовують порошок оксиду заліза, наприклад - отриманий з розмеленої окалини, шламів та ін., а у якості вуглецевого відновника - порошки технічної сажі, графіту, або розмелені вуглецевовмісткі відходи, наприклад - відходи графітових електродів у кількості, необхідному для повного відновлення часток оксиду заліза. Зазначені компоненти змішують з додаванням органічної зв'язки, наприклад - парафіну, що підвищує пресуємість отриманої суміші, після чого з неї пресують брикети або таблетки (в залежності від маси партії деталей, що спікаються), які і використовують при спіканні в якості генератору захисного газу. При нагріванні контейнера із заготовками та таблетками хімічного газогенератора в останньому протікають наступні перетворення. На початку нагрівання (до 500°С) органічна зв'язка з таблеток-генераторів газу випаровується, її пари розкладаються і відновлювальна газова фаза, що утворюється, витісняє повітря з об'єму контейнера. При подальшому підвищенні температури протікає реакція відновлення часток оксиду заліза вуглецем з утворенням газової суміші СО і СО2. Суміш цих газів, має об'єм, що багаторазово перевищує об'єм спікання, витікає з об'єму контейнера, запобігаючи попадання в нього кисню з повітря, тобто підтримує в його об'ємі безокисні умови спікання. По закінченні процесу спікання вуглець, 42982 4 що входить до складу генератора, цілком газифікується, а оксид заліза, що входить до складу генератора, цілком відновлюється і перетворюється в порошок заліза, одночасне спікання якого приводить до перетворення брикету-генератора в практично щільний спек заліза. Швидкість виділення газової суміші СО/СО2 генератором регулюється дисперсністю порошку оксиду заліза: із збільшенням останньої швидше протікає реакція окислювання-відновлення, вище швидкість газовиділення і менше його тривалість. Спосіб спікання, що заявляється, має наступні переваги у порівнянні з прототипом. Його реалізація не вимагає використання таких витратних матеріалів, як карбюризатор, та не призводить до утворення відходів, що не утилізуються. Навпаки, його застосування дозволяє використовувати відходи в якості сировини для виготовлення генератору газового середовища. Вказане забезпечує значне зниження собівартості процесу у порівнянні із способом-прототипом. Крім того, відсутність засипки з карбюризатора, який контактує з матеріалом контейнера, що використовується у способіпрототипі, та його заміна на таблетки газового генератора, які поміщаються у нейтральну засипку, дозволяє значно підвищити верхню межу температур спікання, що призводить до розширення технологічних можливостей способу, що заявляється. Особливості реалізації і переваги способу, що заявляється, підтверджуються наступними прикладами: Приклад 1. Перевірку ефективності використання порошкових генераторів монооксиду вуглецю проводили при спіканні заготовок спресованих при 750МПа з шихти, що складалася із суміші порошків заліза та 3-5% лігатури складу (%): Мn 39,2; Сu - 25,1; С - 3,7; Fe - решта при температурах 1100, 1150 і 1200°С. Для виготовлення генераторів захисного газового середовища із порошкової суміші, що складалася з Fe2O3 - 83,0; С - 16,0; парафін - 1,0% (мас.) пресували таблетки масою 5г, що в подальшому виконували роль газового генератору. Парафін який, використовували в якості зв'язки, випаровуючись і розкладаючись на початкових етапах нагріву, утворює газову фазу, що містить водень. Дослідження щільності пресовок із суміші порошків оксиду заліза та графіту від тиску пресування показало, що оскільки зростання щільності практично закінчувалося при 400МПа, в подальшому пресовки брикетів газогенератора пресували при цьому тиску. В якості засипки пресовок використовували прожарений при 1000°С річковий пісок, а власне спікання проводили в циліндричному контейнері із жаростійкої сталі діаметром 85 і висотою 135мм. На дно контейнера вкладали таблетку газогенератора, а після наповнення контейнера заготовками та засипкою, останній закривали кришкою. Запакований контейнер поміщали в камерну термічну піч, нагріту до температури спікання. Час прогріву контейнера складав 0,5 години, тривалість ізотермічної витримки - 1,0 година. Після закінчення циклу спікання контейнер ви 5 42982 лучався з печі, охолоджувався і розпаковувався. Оцінку результатів спікання проводили по зміні зовнішнього вигляду зразків, їх густини і твердості HRB, що приведені в таблиці 1. Спечені зразки у всіх випадках мали світлосірий колір, що свідчить про відсутність окислювання. Приклад 2. Пресовки з порошкових сумішей аналогічні прикладу 1 (залізо + марганецьвміщуюча лігатура) упаковували в контейнер із жаростійкої сталі та засипали карбюризатором, що складався із суміші активованого вугілля і карбонату 6 лужноземельного металу, закривали кришкою та поміщали в піч спікання. Спікання проводилось за режимами, аналогічними прикладу 1, однак при спіканні при 1200°С в результаті взаємодії карбюризатора з матеріалом контейнера сталося локальне підплавлення та розгерметизація останнього, внаслідок чого відбулося окислення заготовок, що спікалися. Результати дослідження властивостей заготовок, спечених з використанням карбюризатора (спосіб-прототип), приведені в табл.2. Таблиця 1 Густина та твердість спечених з використанням таблетованого газогенератора заготовок Густина (г/см3) при вмісті лігатури в шихті 3% 5% 6.81 6.61 6.86 6.75 6.91 6.89 Твердість, HRB 67 83 72 86 81 91 Температура спікання, °С 1100 1150 1200 1100 1150 1200 Таблиця 2 Густина та твердість спечених з використанням карбюризатора Густина (г/см3) при вмісті лігатури в шихті 3% 5% 6.79 6.58 6.89 6.76 Твердість, HRB 66 82 74 87 Температура спікання, °С 1100 1150 1100 1150 Порівняльний аналіз табл. 1 та 2 показує, що при температурах спікання 1100 та 1150°С характеристики спечених матеріалів практично співпадають, що вказує на достатньо високу ефективність використання таблетованого газогенератора з ущільнених брикетів із суміші порошків оксиду заліза і вуглецьвміщуючого елементу, однак собівартість процесу спікання за запропонованим способом нижче на 20% у порівнянні із способомпрототипом внаслідок відносно високої вартості карбюризатора та швидкого вичерпання його активності при використанні способу-прототипу. До того ж, як показали результати експериментів, спікання з використанням способу-прототипу Комп’ютерна верстка А. Крулевський не може бути реалізовано при температурах 1200°С та вище внаслідок активної взаємодії карбюризатора з матеріалом контейнера, тоді як в способі, що заявляється, верхня межа температури спікання обмежується, головним чином, технічними характеристиками печі та власне термостійкістю матеріалу контейнера. Останній фактор, таким чином, забезпечує значне розширення технологічних можливостей способу. Корисна модель відноситься може бути використана при спіканні та термічній обробці виробів конструкційного призначення із спечених порошкових матеріалів на основі легованих сталей та сплавів. Підписне Тираж 28 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of sintering articles made of powdered metal
Автори англійськоюBahliuk Hennadii Anatoliiovych, Sosnovskyi Leonid Oleksandrovych, Kurovskyi Valentyn Yakovych, Volfman Volodymyr Illich
Назва патенту російськоюСпособ спекания изделий из металлического порошка
Автори російськоюБаглюк Геннадий Анатольевич, Сосновский Леонид Александрович, Куровский Валентин Яковлевич, Вольфман Владимир Ильич
МПК / Мітки
Мітки: металевого, спосіб, виробів, спікання, порошку
Код посилання
<a href="https://ua.patents.su/3-42982-sposib-spikannya-virobiv-z-metalevogo-poroshku.html" target="_blank" rel="follow" title="База патентів України">Спосіб спікання виробів з металевого порошку</a>
Пристрій для спікання та охолодження виробів із металевого порошку
Номер патенту: 6277
Опубліковано: 15.04.2005
Автори: Яковлев Віталій Васильович, Рубальський Михайло Леонідович, Довгополий Анатолій Степанович, Колесніченко Юрій Васильович, Вольфман Володимир Ілліч, Тонковид Анатолій Миколайович
Мітки: порошку, спікання, пристрій, металевого, охолодження, виробів
Формула / Реферат:
Пристрій для спікання і охолодження виробів з металевого порошку, що містить шахту з ніхромовим нагрівачем, в якій розміщено муфель з футерованою кришкою, що ущільнюється піщаним затвором, металоконструкцію вузла навантаження та холодильну установку, який відрізняється тим, що нагрівач виконано секційним, металоконструкція виконана з можливістю переміщення, а як вузол навантаження використовується гідроциліндр, причому холодильна установка...
Спосіб виготовлення прутків з металевого порошку
Номер патенту: 64447
Опубліковано: 16.02.2004
Автори: Артамонов Юрій Вікторович, Терновий Юрій Федорович, Лазоркіна Дар'я Вікторівна, Лазоркін Віктор Андрійович, Бедросова Лариса Василівна
МПК: B22F 3/02
Мітки: виготовлення, прутків, спосіб, металевого, порошку
Формула / Реферат:
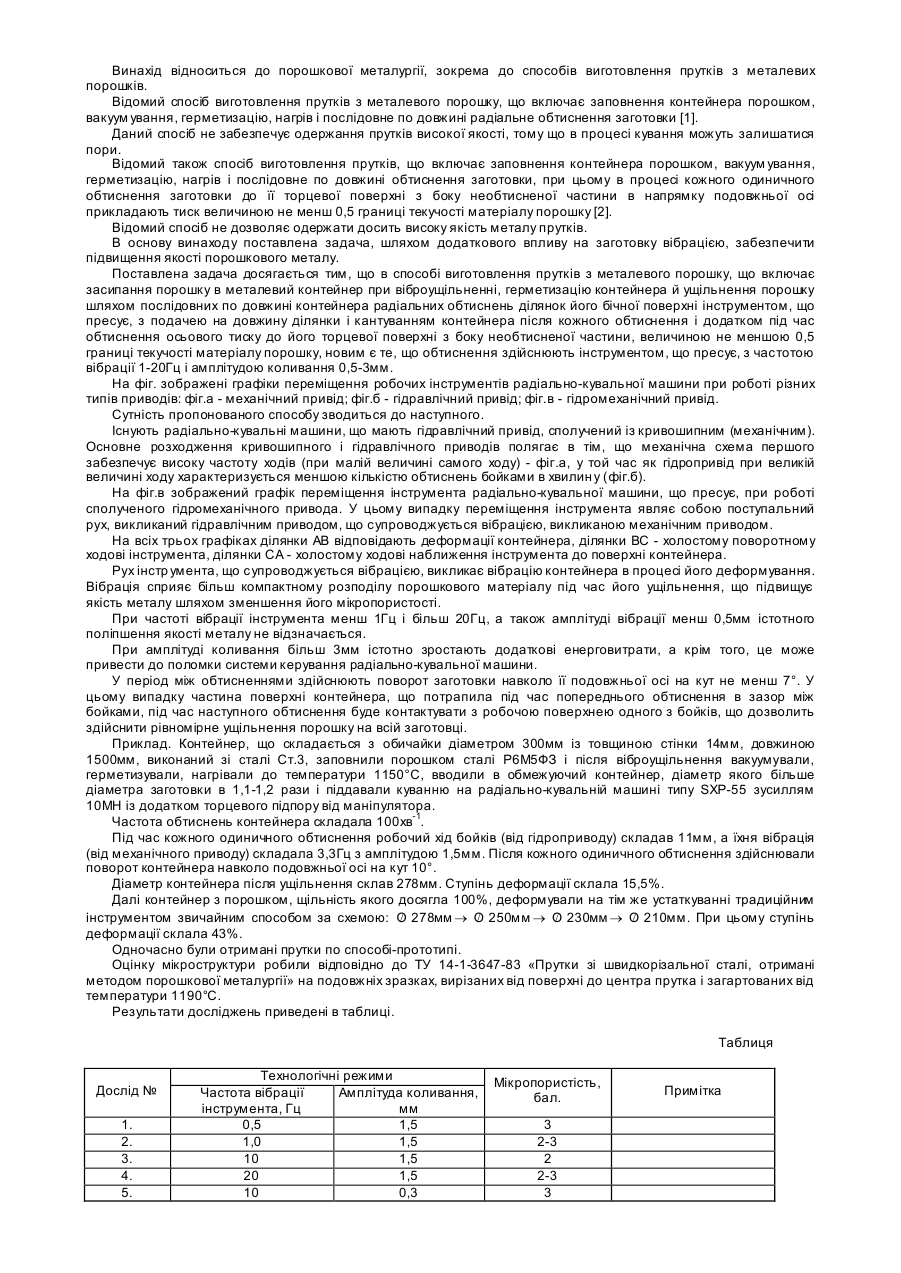
Спосіб виготовлення прутків з металевого порошку, що включає засипання порошку в металевий контейнер при віброущільненні, герметизацію контейнера й ущільнення порошку шляхом послідовних по довжині контейнера радіальних обтиснень ділянок його бічної поверхні інструментом, що пресує, з подачею на довжину ділянки і кантуванням контейнера після кожного обтиснення і додатком під час обтиснення осьового тиску до його торцевої поверхні з боку...
Спосіб виготовлення прутків з металевого порошку
Номер патенту: 64358
Опубліковано: 16.02.2004
Автори: Терновий Юрій Федорович, Лазоркін Віктор Андрійович
МПК: B22F 3/20
Мітки: металевого, прутків, порошку, виготовлення, спосіб
Формула / Реферат:
Спосіб виготовлення прутків з металевого порошку, що включає заповнення контейнера порошком, вакуумування, герметизацію, нагрів і послідовне по довжині радіальне обтиснення заготовки, з одночасним прикладанням тиску до її торців, який відрізняється тим, що первісне радіальне кування контейнера здійснюють зі ступенем деформації 30-35 % без зміни довжини заготовки.
Пристрій для пресування виробів з металевого порошку
Номер патенту: 6278
Опубліковано: 15.04.2005
Автори: Тонковид Анатолій Миколайович, Познухов Анатолій Іванович, Вольфман Володимир Ілліч, Яковлев Віталій Васильович, Безуглий Сергій Григорович, Ададуров Валерій Михайлович, Немчин Олександр Федорович
МПК: B22F 3/02
Мітки: пристрій, металевого, пресування, порошку, виробів
Формула / Реферат:
1. Пристрій для пресування виробів з металевого порошку, який має матрицю, дві пари пуансонів - верхню та нижню, закріплені на плитах затискаючими втулками, стрижень, упор рухомий та нерухомий, напрямні з пружинами та пневмоциліндри, який відрізняється тим, що верхня пара пуансонів містить пружний елемент - буфер.2. Пристрій за п. 1, який відрізняється тим, що пуансони верхньої пари з'єднані між собою ковзаючим штифтом.3....
Спосіб виготовлення проникних шаруватих матеріалів з металевого волокна та порошку
Номер патенту: 49874
Опубліковано: 15.10.2002
Автори: Косторнов Анатолій Григорович, Мороз Анатолій Леонтійович
Мітки: волокна, проникних, шаруватих, спосіб, металевого, порошку, матеріалів, виготовлення
Формула / Реферат:
1. Спосіб виготовлення проникних шаруватих матеріалів з металевих волокон і порошків, який включає формування шарів з волокна та порошку і наступне спікання, який відрізняється тим, що формування шарів з волокна і порошку виконують шляхом послідовного пошарового вібророзсіву волокна та порошку на нерухому плоску підкладку.2. Спосіб за п.1, який відрізняється тим, що формування проникних каркасних композицій здійснюють шляхом...
Попередній патент: Пристрій молекулярного інтенсифікатора автомобільного палива данко-1б і данко-1д
Наступний патент: Скло для скловолокна
Випадковий патент: Спосіб лікування харчових отруєнь за допомогою яблучного оцту