Роторно-конвеєрна лінія для виготовлення моделей, що газифікуються
Номер патенту: 43781
Опубліковано: 25.08.2009
Автори: ШИНСЬКИЙ ІГОР ОЛЕГОВИЧ, Каричковський Петро Микитович, Шинський Олег Йосипович, Болюх Віталій Анатолійович
Формула / Реферат
Роторно-конвеєрна лінія для виготовлення моделей, що газифікуються, яка містить послідовно розташовані пристрій попереднього розсіву вихідного полістиролу, пневмотранспортний елеватор, дозувальну установку для підспінювання полістиролу, розміщений під установкою роторний автомат для одержання піномоделей; розташовані по дотичній до автомата конвеєр витримки піномоделей, конвеєри складання, фарбування, сушіння кущів піномоделей та транспортний конвеєр готових кущів моделей, що газифікуються, яка відрізняється тим, що роторний автомат для одержання піномоделей оснащений пристроями для задування, спікання пінополістиролу та охолодження роз'ємних прес-форм з піномоделями у вигляді рухомих плит з роз'ємними прес-формами, розташованих в кільцевих камерах тунельного типу.
Текст
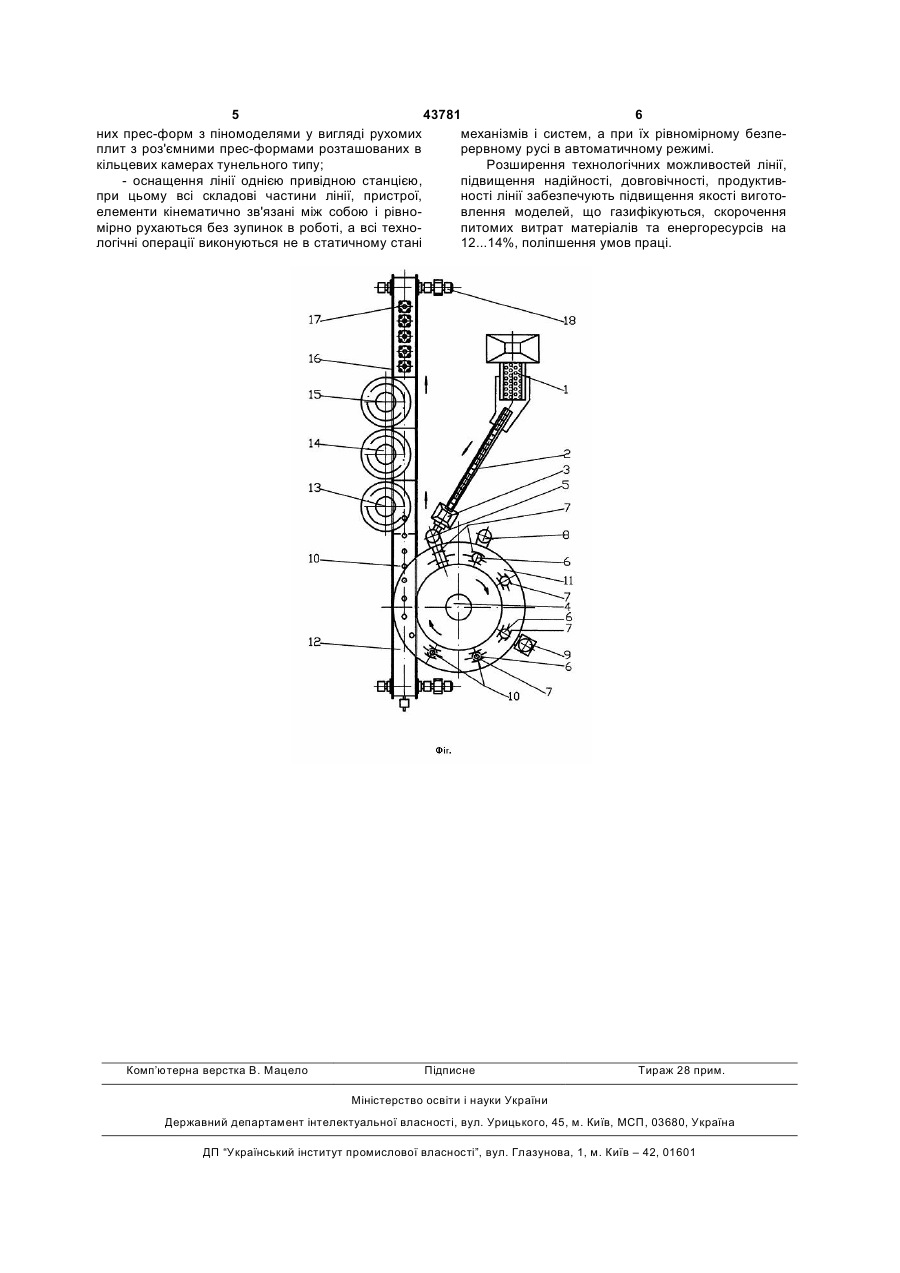
Роторно-конвеєрна лінія для виготовлення моделей, що газифікуються, яка містить послідовно розташовані пристрій попереднього розсіву вихідного полістиролу, пневмотранспортний еле 3 43781 4 веєрів складання, фарбування, сушіння кущів пімоделями у вигляді рухомих плит з роз'ємними номоделей значно знижує продуктивність технолопрес-формами розташованих в кільцевих камерах гічні можливості лінії в одержані якісних моделей, тунельного типу. що газифікуються, підвищує питомі витрати матеЗапропонована корисна модель схематично ріалів, енергоресурсів, погіршує умови праці. показана на кресленні. В основу корисної моделі покладено задачу Лінія складається із послідовно розташованих створити роторно-конвеєрну лінію для виготовпристрою попереднього розсіву полістиролу 1, лення моделей, що газифікуються, надалі «лінія», пневмотранспортного елеватору 2, дозувальної шляхом оснащення її послідовно розташованими установки для підспінювання полістиролу 3, розпристроєм попереднього розсіву вихідного поліміщеного під установкою роторного автомату для стиролу, пневмотранспортним елеватором, дозуодержання піномоделей 4, оснащеного пристроєм вальною установкою для підспінювання полістидля задування пінополістиролу 5 в роз'ємні пресролу; розміщеним під установкою роторним форми 6, закріплені на рухомих плитах 7; пристроавтоматом для одержання піномоделей з приєм для спікання пінополістиролу 8, пристроєм 9 строями для задування, спікання пінополістиролу для охолодження роз'ємних пресформ 6 з піномота охолодження роз'ємних прес-форм з піномодеделями 10. Рухомі плити 7 розташовані в кільцелями у вигляді рухомих плит з роз'ємними пресвих камерах тунельного типу 11. По дотичній до формами розташованими в кільцевих камерах автомату розташований конвеєр витримки піномотунельного типу; розташованим по дотичній до делей 12, конвеєр складання кущів піномоделей автомату конвеєром для витримки піномоделей, 13, конвеєр фарбування кущів піномоделей 14, конвеєрами складання, фарбування, сушіння куконвеєр сушіння кущів піномоделей 15 та транспощів піномоделей та транспортним конвеєром готортний конвеєр 16 готових кущів 17 моделей, що вих кущів моделей, що газифікуються, розширити газифікуються. Лінія оснащена привідною станцією технологічні можливості лінії за рахунок забезпе18. чення гарантованого рівномірного гранулометричЛінія працює наступним чином. Вихідний маного складу вихідного матеріалу полістиролу, нетеріал полістирол після проходження через приобхідної дозованої подачі підспіненого стрій попереднього розсіву полістиролу 1 набуває пінополістиролу всередину прес-форм, спікання, необхідного гранулометричного складу і пневмоохолодження піномоделей та їх подача на конвеєтранспортним елеватором 2 подається в дозувари для витримки, складання, фарбування, сушінльну установку для підспінювання полістиролу 3. ня, транспортування готових кущів моделей, що Підспінений підготовлений пінополістирол подагазифікуються; підвищити надійність, довговічється в розміщений під установкою роторний авність, продуктивність лінії за рахунок: томат для одержання піномоделей 4, в якому при- оснащення роторного автомату для одерстроєм для задування пінополістиролу 5 жання піномоделей пристроями для задування, виконується задування пінополістиролу в роз'ємні спікання пінополістиролу та охолодження роз'ємпрес-форми 6, закріплені на рухомих плитах 7. них прес-форм з піномоделями у вигляді рухомих Пристроєм для спікання пінополістиролу 8 виконуплит з роз'ємними прес-формами розташованих в ється спікання задутого пінополістиролу. Пристрокільцевих камерах тунельного типу; єм 9 для охолодження роз'ємних прес-форм 6 з - оснащення лінії однією привідною станцією, піномоделями. Охолоджені піномоделі 10 вилучапри якому всі складові частини лінії пристрої, елеються із роз'ємних прес-форм 6 і подаються на менти кінематично зв'язані між собою і рівномірно конвеєр для витримки піномоделей 12. На конвеєрухаються без зупинок, а всі технологічні операції рі 13 виконується складання піномоделей в кущі. виконуються при рівномірному безперервному русі На конвеєрі 14 виконується фарбування кущів пімеханізмів і систем в автоматичному режимі. номоделей. На конвеєрі 15 виконується сушіння Поставлене завдання досягається тим, що в кущів піномоделей. Транспортним конвеєром 16 роторно-конвеєрній лінії для виготовлення модевиконується подача готових кущів моделей, що лей, що газифікуються, яка містить послідовно газифікуються, за призначенням. розташовані пристрій попереднього розсіву вихідРух і синхронна робота всіх складових частин ного полістиролу, розміщений під установкою ролінії забезпечується привідною станцією 18. торний автомат для одержання піномоделей, розЗапропонована корисна модель має такі сутташовані по дотичній до автомату конвеєр для тєві переваги порівняно з прототипом: витримки піномоделей, конвеєри складання, фар- розширені технологічні можливості лінії в забування, сушіння кущів піномоделей та транспортбезпечені гарантованого рівномірного гранулометний конвеєр готових кущів моделей, що газифікуричного складу вихідного матеріалу полістиролу, ються, згідно з корисною моделлю роторний необхідної дозованої подачі підспіненого пінополіавтомат для одержання піномоделей, оснащений стиролу всередину прес-форми, спікання, охолопристроями для задування, спікання пінополістидження піномоделей та їх подача на конвеєр для ролу та охолодження роз'ємних прес-форм з піновитримки, складання, фарбування, сушіння, моделями у вигляді рухомих плит з роз'ємними транспортування готових кущів моделей, що газипрес-формами розташованих в кільцевих камерах фікуються; тунельного типу. - підвищені надійність, довговічність, продукСуть корисної моделі полягає в оснащенні ротивність лінії за рахунок: торного автомату для одержання піномоделей - оснащення роторного автомату для одерпристроями для задування, спікання пінополістижання піномоделей пристроями для задування, ролу та охолодження роз'ємних прес-форм з піноспікання пінополістиролу та охолодження роз'єм 5 43781 6 них прес-форм з піномоделями у вигляді рухомих механізмів і систем, а при їх рівномірному безпеплит з роз'ємними прес-формами розташованих в рервному русі в автоматичному режимі. кільцевих камерах тунельного типу; Розширення технологічних можливостей лінії, - оснащення лінії однією привідною станцією, підвищення надійності, довговічності, продуктивпри цьому всі складові частини лінії, пристрої, ності лінії забезпечують підвищення якості виготоелементи кінематично зв'язані між собою і рівновлення моделей, що газифікуються, скорочення мірно рухаються без зупинок в роботі, а всі технопитомих витрат матеріалів та енергоресурсів на логічні операції виконуються не в статичному стані 12...14%, поліпшення умов праці. Комп’ютерна верстка В. Мацело Підписне Тираж 28 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюRotary-conveyer line for manufacturing consumable patterns
Автори англійськоюShynskyi Ihor Olehovych, Shynskyi Oleh Yosypovych, Karychkovskyi Petro Mykytovych, Boliukh Vitalii Anatoliiovych
Назва патенту російськоюРоторно-конвейерная линия для изготовления газифицируемых моделей
Автори російськоюШинский Игорь Олегович, Шинский Олег Иосифович, Каричковский Петр Никитич, Болюх Виталий Анатольевич
МПК / Мітки
МПК: B22C 11/00, B22C 7/00
Мітки: виготовлення, газифікуються, моделей, роторно-конвеєрна, лінія
Код посилання
<a href="https://ua.patents.su/3-43781-rotorno-konveehrna-liniya-dlya-vigotovlennya-modelejj-shho-gazifikuyutsya.html" target="_blank" rel="follow" title="База патентів України">Роторно-конвеєрна лінія для виготовлення моделей, що газифікуються</a>
Спосіб виготовлення моделей, які газифікуються
Номер патенту: 71324
Опубліковано: 15.11.2004
Автор: ШИНСЬКИЙ ІГОР ОЛЕГОВИЧ
МПК: B22C 9/04
Мітки: спосіб, газифікуються, виготовлення, моделей
Формула / Реферат:
Спосіб виготовлення моделей, які газифікуються, шляхом заповнення порожнини прес-форми пінополістироловими гранулами, остаточного їх спінювання в ній під впливом теплового поля з наступним сходженням прес-форми та видаленням з неї моделі, який відрізняється тим, що пінополістиролові гранули просочують розчином електроліту, засипають в порожнину прес-форми, забезпечують витання в ній гранул (псевдозрідження гранул), наприклад, за рахунок...
Спосіб виготовлення моделей, що газифікуються
Номер патенту: 71323
Опубліковано: 15.11.2004
Автор: ШИНСЬКИЙ ІГОР ОЛЕГОВИЧ
МПК: B22C 9/04
Мітки: виготовлення, спосіб, моделей, газифікуються
Формула / Реферат:
1. Спосіб виготовлення моделей, що газифікуються, шляхом заповнення порожнини прес-форми пінополістироловими гранулами, остаточного їх спінювання в ній під впливом теплової енергії з наступним сходженням прес-форми, який відрізняється тим, що в порожнину прес-форми вводять герметичну ємність, в першу чергу - із еластичного матеріалу, з'єднану з джерелом підвищеного тиску, ззовні неї, в зазор між внутрішніми стінками прес-форми і ємністю,...
Спосіб виготовлення моделей, що газифікуються
Номер патенту: 82027
Опубліковано: 25.02.2008
Автори: Шинський Олег Йосипович, Яковишин Олег Анатолійович, ШИНСЬКИЙ ІГОР ОЛЕГОВИЧ, Каричковський Петро Микитович, Барабаш Віктор Андрійович
Мітки: газифікуються, моделей, виготовлення, спосіб
Формула / Реферат:
Спосіб виготовлення моделей, що газифікуються, який включає спікання пінополістиролових гранул у прес-формі, який відрізняється тим, що в порожнину прес-форми вводять до 50 % мас. вторинних гранул пінополістиролу, одержаних внаслідок переробки пінополістиролових відходів модельного виробництва, від загальної маси введених первинних та вторинних гранул.
Спосіб виготовлення моделей, що газифікуються
Номер патенту: 65857
Опубліковано: 15.04.2004
Автори: Семашко Олександр Вікторович, Чичкань Іван Петрович, Шульга Василь Тимофійович, Шинський Олег Йосипович, Яковишин Олег Анатолійович, ШИНСЬКИЙ ІГОР ОЛЕГОВИЧ
МПК: B22C 9/04
Мітки: спосіб, виготовлення, газифікуються, моделей
Формула / Реферат:
Спосіб виготовлення моделей, що газифікуються, полягає в виготовленні їх з полімерних матеріалів, який відрізняється тим, що поверхню моделі обклеюють полімерною пористою плівкою.
Блок моделей, що газифікуються

Номер патенту: 18523
Опубліковано: 15.11.2006
Автори: Хомишинець Володимир Лукич, Іванов Сергій Володимирович
Мітки: газифікуються, блок, моделей
Формула / Реферат:
Блок моделей, що газифікуються, що містить ливникову систему із закріпленими моделями, який відрізняється тим, що блок утворений горизонтальними ливниками, оснащеними на кінцях зливниками із закріпленими моделями, які розміщені ярусами один над одним і з’єднані між собою вертикальним складеним пінополістироловим стояком.
Попередній патент: Спосіб зменшення зношування та перегріву внаслідок тертя торців опорних втулок і шестерень мастильних гідронасосів і відновлення їх працездатності
Наступний патент: Анемометр
Випадковий патент: Електронагрівальна панель