Спосіб зменшення зношування та перегріву внаслідок тертя торців опорних втулок і шестерень мастильних гідронасосів і відновлення їх працездатності
Номер патенту: 43780
Опубліковано: 25.08.2009
Автори: Кіндрачук Мирослав Васильович, Герасимова Ольга В'ячеславівна, Пасічник Віктор Олександрович, Данілов Андрій Павлович, Клімін Володимир Володимирович
Формула / Реферат
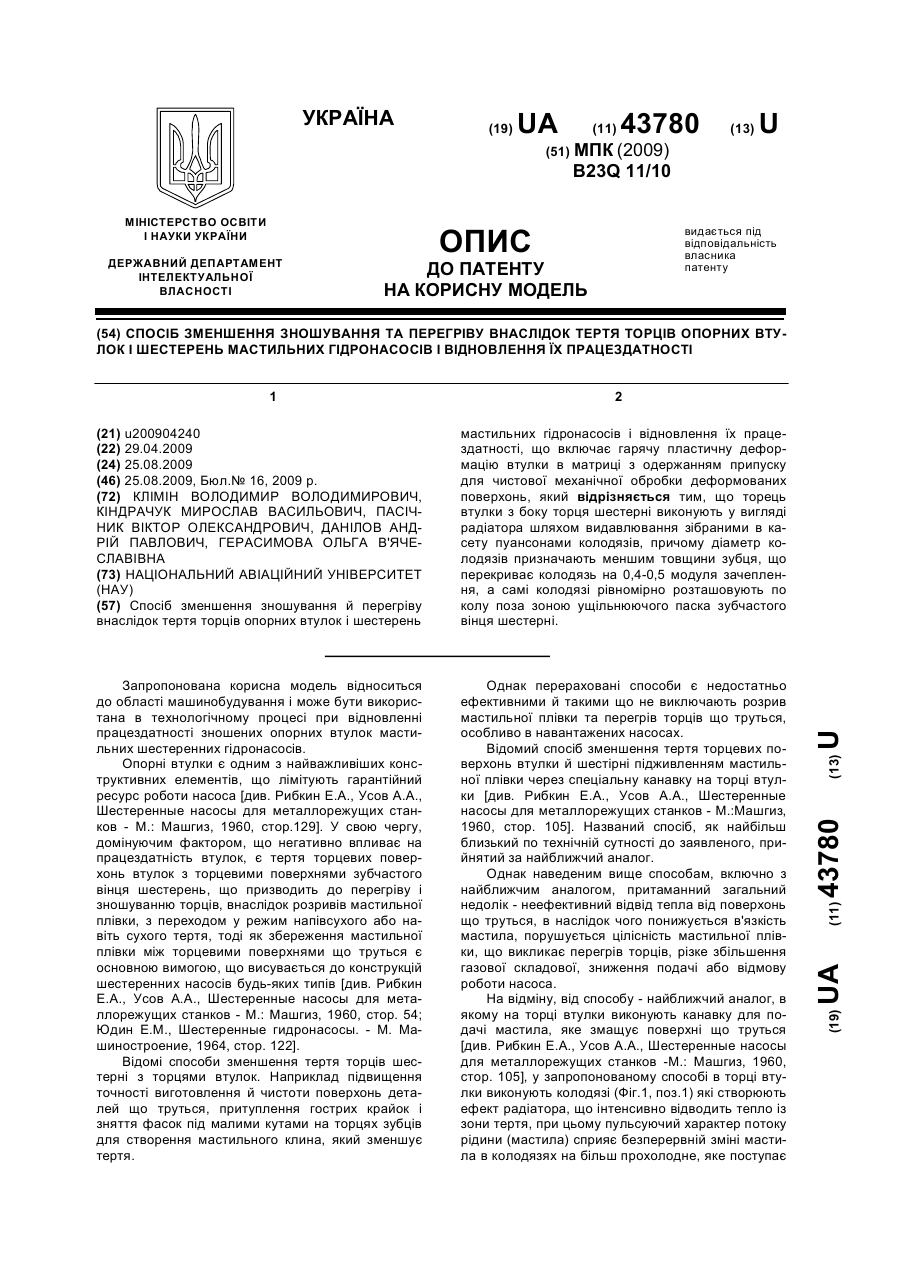
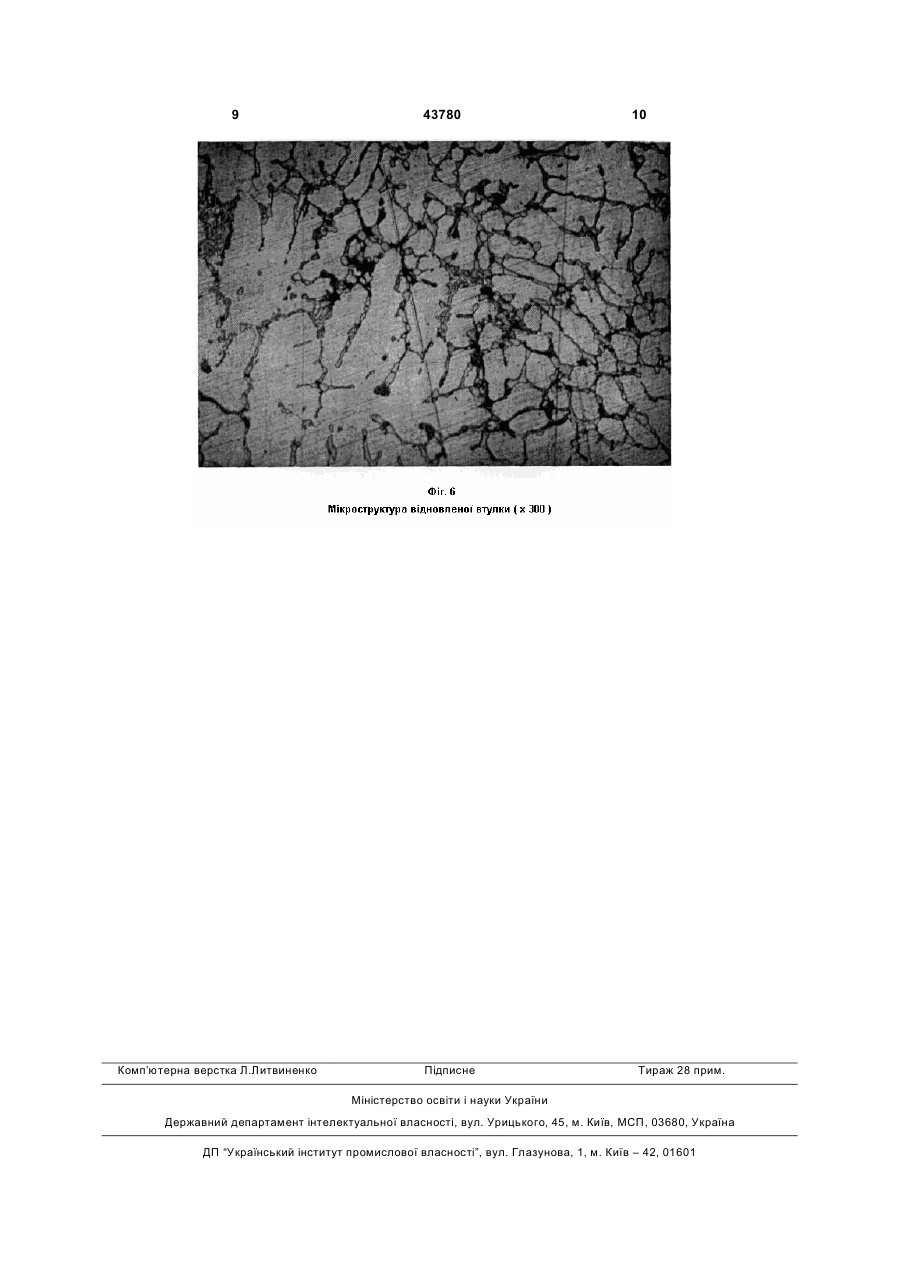
Спосіб зменшення зношування й перегріву внаслідок тертя торців опорних втулок і шестерень мастильних гідронасосів і відновлення їх працездатності, що включає гарячу пластичну деформацію втулки в матриці з одержанням припуску для чистової механічної обробки деформованих поверхонь, який відрізняється тим, що торець втулки з боку торця шестерні виконують у вигляді радіатора шляхом видавлювання зібраними в касету пуансонами колодязів, причому діаметр колодязів призначають меншим товщини зубця, що перекриває колодязь на 0,4-0,5 модуля зачеплення, а самі колодязі рівномірно розташовують по колу поза зоною ущільнюючого паска зубчастого вінця шестерні.
Текст
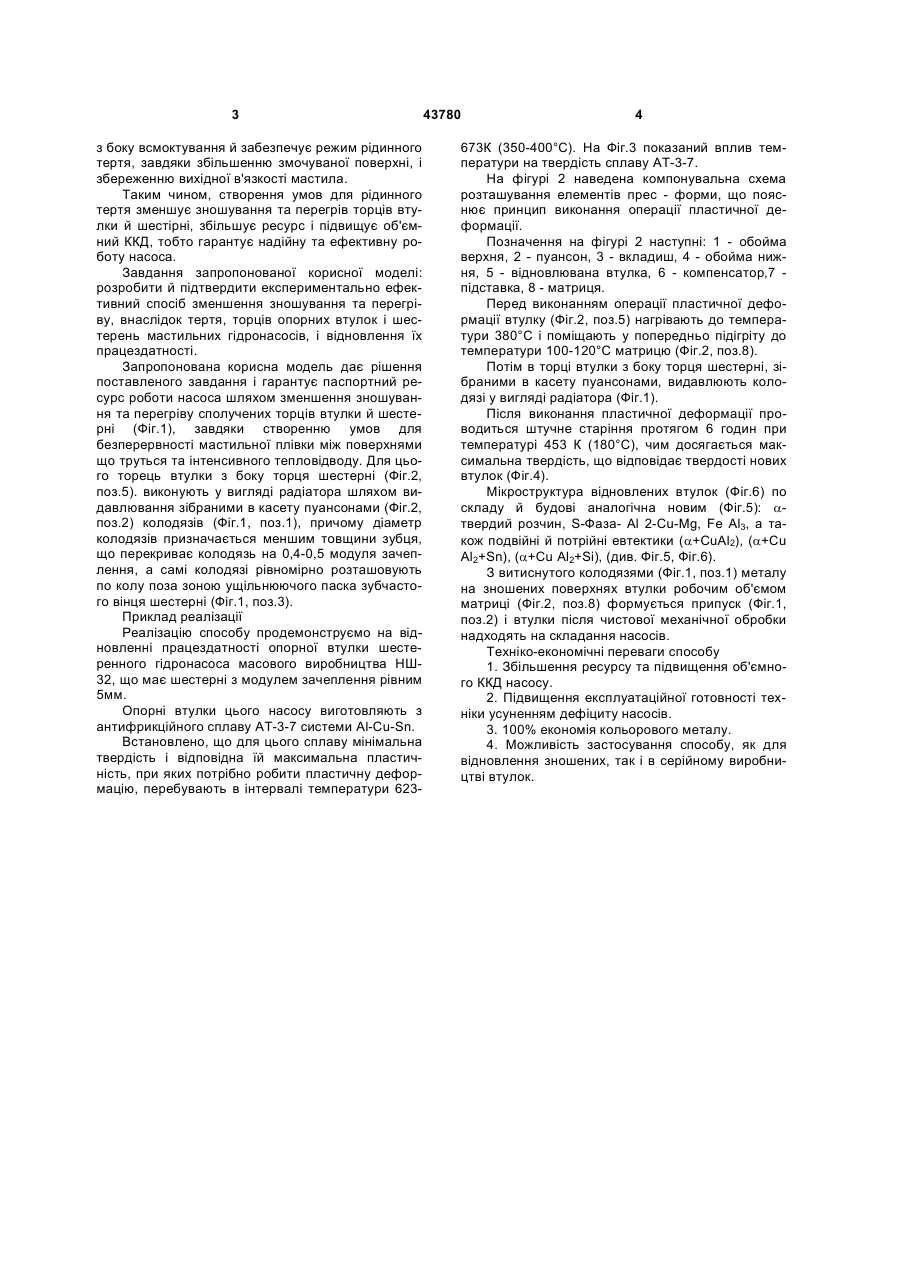
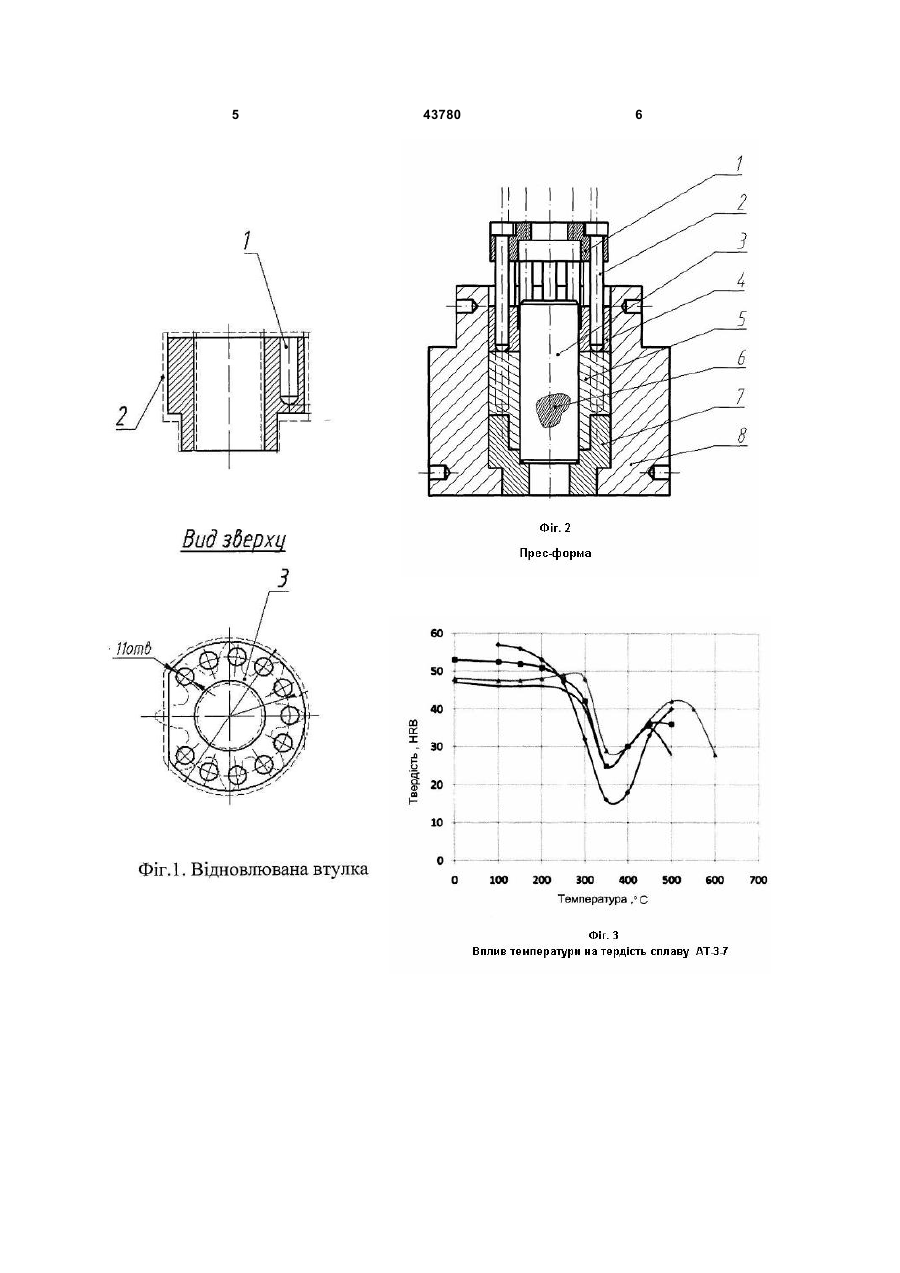
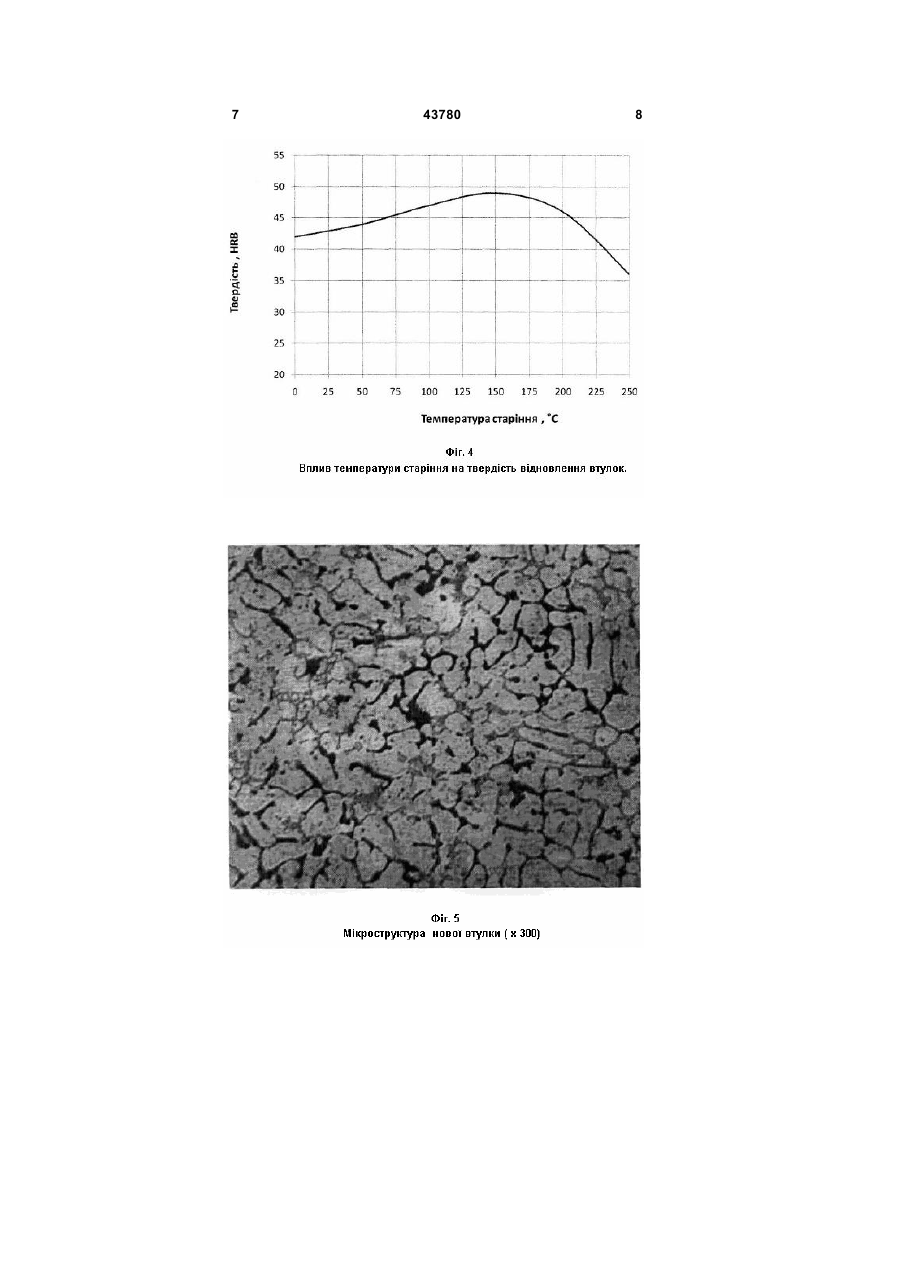
Спосіб зменшення зношування й перегріву внаслідок тертя торців опорних втулок і шестерень 3 з боку всмоктування й забезпечує режим рідинного тертя, завдяки збільшенню змочуваної поверхні, і збереженню вихідної в'язкості мастила. Таким чином, створення умов для рідинного тертя зменшує зношування та перегрів торців втулки й шестірні, збільшує ресурс і підвищує об'ємний ККД, тобто гарантує надійну та ефективну роботу насоса. Завдання запропонованої корисної моделі: розробити й підтвердити експериментально ефективний спосіб зменшення зношування та перегріву, внаслідок тертя, торців опорних втулок і шестерень мастильних гідронасосів, і відновлення їх працездатності. Запропонована корисна модель дає рішення поставленого завдання і гарантує паспортний ресурс роботи насоса шляхом зменшення зношування та перегріву сполучених торців втулки й шестерні (Фіг.1), завдяки створенню умов для безперервності мастильної плівки між поверхнями що труться та інтенсивного тепловідводу. Для цього торець втулки з боку торця шестерні (Фіг.2, поз.5). виконують у вигляді радіатора шляхом видавлювання зібраними в касету пуансонами (Фіг.2, поз.2) колодязів (Фіг.1, поз.1), причому діаметр колодязів призначається меншим товщини зубця, що перекриває колодязь на 0,4-0,5 модуля зачеплення, а самі колодязі рівномірно розташовують по колу поза зоною ущільнюючого паска зубчастого вінця шестерні (Фіг.1, поз.3). Приклад реалізації Реалізацію способу продемонструємо на відновленні працездатності опорної втулки шестеренного гідронасоса масового виробництва НШ32, що має шестерні з модулем зачеплення рівним 5мм. Опорні втулки цього насосу виготовляють з антифрикційного сплаву АТ-3-7 системи Al-Cu-Sn. Встановлено, що для цього сплаву мінімальна твердість і відповідна їй максимальна пластичність, при яких потрібно робити пластичну деформацію, перебувають в інтервалі температури 623 43780 4 673К (350-400°С). На Фіг.3 показаний вплив температури на твердість сплаву АТ-3-7. На фігурі 2 наведена компонувальна схема розташування елементів прес - форми, що пояснює принцип виконання операції пластичної деформації. Позначення на фігурі 2 наступні: 1 - обойма верхня, 2 - пуансон, 3 - вкладиш, 4 - обойма нижня, 5 - відновлювана втулка, 6 - компенсатор,7 підставка, 8 - матриця. Перед виконанням операції пластичної деформації втулку (Фіг.2, поз.5) нагрівають до температури 380°С і поміщають у попередньо підігріту до температури 100-120°С матрицю (Фіг.2, поз.8). Потім в торці втулки з боку торця шестерні, зібраними в касету пуансонами, видавлюють колодязі у вигляді радіатора (Фіг.1). Після виконання пластичної деформації проводиться штучне старіння протягом 6 годин при температурі 453 К (180°С), чим досягається максимальна твердість, що відповідає твердості нових втулок (Фіг.4). Мікроструктура відновлених втулок (Фіг.6) по складу й будові аналогічна новим (Фіг.5): aтвердий розчин, S-Фаза- Аl 2-Cu-Mg, Fe Al3, а також подвійні й потрійні евтектики (a+СuАl2), (a+Cu Al2+Sn), (a+Cu Al2+Si), (див. Фіг.5, Фіг.6). З витиснутого колодязями (Фіг.1, поз.1) металу на зношених поверхнях втулки робочим об'ємом матриці (Фіг.2, поз.8) формується припуск (Фіг.1, поз.2) і втулки після чистової механічної обробки надходять на складання насосів. Техніко-економічні переваги способу 1. Збільшення ресурсу та підвищення об'ємного ККД насосу. 2. Підвищення експлуатаційної готовності техніки усуненням дефіциту насосів. 3. 100% економія кольорового металу. 4. Можливість застосування способу, як для відновлення зношених, так і в серійному виробництві втулок. 5 43780 6 7 43780 8 9 Комп’ютерна верстка Л.Литвиненко 43780 Підписне 10 Тираж 28 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of decreasing wear and overheating as result of friction of ends of holders and gears of lubricating hydraulic pumps and restoration of operability thereof
Автори англійськоюKlimin Volodymyr Volodymyrovych, Kindrachuk Miroslav Vasyliovych, Pasichnyk Viktor Oleksandrovych, Danilov Andrii Pavlovych, Herasymova Olha Viacheslavivna
Назва патенту російськоюСпособ уменьшения износа и перегрева в результате трения торцов опорных втулок и шестерен смазочных гидронасосов и восстановления их работоспособности
Автори російськоюКлимин Владимир Владимирович, Киндрачук Мирослав Васильевич, Пасичник Виктор Александрович, Данилов Андрей Павлович, Герасимова Ольга Вячеславовна
МПК / Мітки
МПК: B23Q 11/10
Мітки: мастильних, зношування, внаслідок, відновлення, втулок, шестерен, опорних, тертя, зменшення, торців, гідронасосів, працездатності, спосіб, перегріву
Код посилання
<a href="https://ua.patents.su/5-43780-sposib-zmenshennya-znoshuvannya-ta-peregrivu-vnaslidok-tertya-torciv-opornikh-vtulok-i-shesteren-mastilnikh-gidronasosiv-i-vidnovlennya-kh-pracezdatnosti.html" target="_blank" rel="follow" title="База патентів України">Спосіб зменшення зношування та перегріву внаслідок тертя торців опорних втулок і шестерень мастильних гідронасосів і відновлення їх працездатності</a>
Пристрій для випробування матеріалів на тертя та зношування
Номер патенту: 6333
Опубліковано: 16.05.2005
Автори: Цмикал Юрій Вікторович, Матвєєв Олексій Васильович, Баннов Генадій Михайлович
МПК: G01N 3/56
Мітки: тертя, пристрій, зношування, випробування, матеріалів
Формула / Реферат:
1. Пристрій для випробування матеріалів на тертя та зношування, який містить зразок, що випробовується, з інструментального матеріалу, державку, в якій закріплений контрольний зразок, вузол навантаження, який відрізняється тим, що він оснащений шарнірно закріпленою врівноваженою балкою, обладнаною з одного боку вантажем, а з другого - противагою, яка розташована на супорті токарного верстата, при цьому інструментальний зразок, що...
Пристрій для випробування матеріалів на тертя та зношування
Номер патенту: 37247
Опубліковано: 25.11.2008
Автори: Вельбой Володимир Пилипович, Диха Олександр Володимирович, Кузьменко Анатолій Григорович
МПК: G01N 3/56
Мітки: матеріалів, випробування, тертя, пристрій, зношування
Формула / Реферат:
Пристрій для випробування матеріалів на тертя та зношування, який містить контрзразок, що обертається, і нерухомий досліджуваний зразок, що закріплений у тримачі і притиснутий до контрзразка навантажувальною пружиною через важіль, який відрізняється тим, що містить різець, закріплений у рухомому тримачі з можливістю поперечної подачі відносно основи пристрою і призначений для усунення радіального биття зовнішньої циліндричної поверхні...
Зразок для випробування матеріалів на тертя та зношування
Номер патенту: 38843
Опубліковано: 15.05.2001
Автор: Гузенко Юрій Михайлович
МПК: G01N 3/56
Мітки: зношування, тертя, випробування, зразок, матеріалів
Формула / Реферат:
(21) 2000116164 Дата прийняття(54)(57) рішення 21 березня 2001 р.Зразок для випробування матеріалів на тертя та зношування, виконаний у вигляді ролика з гладкою циліндричною робочою поверхнею і лисками, які розміщені на його поверхні...
Спосіб відновлення втулок бурильних насосів

Номер патенту: 52188
Опубліковано: 16.12.2002
Автори: Чмихов Анатолій Вікторович, Андрухів Ярослав Йосипович
МПК: B23P 6/00
Мітки: насосів, втулок, відновлення, бурильних, спосіб
Формула / Реферат:
Спосіб відновлення втулок бурильних насосів, що передбачає наплавлення на поверхню виробу матеріалу у вигляді суцільного кільцевого шва, який компенсує зменшення розмірів виробу, з наступною обробкою відновленої поверхні, який відрізняється тим, що перед наплавленням матеріалу проводять виправлення виробу шляхом нагрівання та розточки виробу по внутрішньому і зовнішньому діаметрах, а потім відновлювання при температурі 600-700°С, при цьому...
Пристрій для постійного спостереження та документального відеофільмування процесу тертя і зношування матеріалів на базі металографічного мікроскопа
Номер патенту: 12339
Опубліковано: 15.02.2006
Автори: Широков Володимир Володимирович, Широков Олексій Володимирович, Лутицький Олександр Лукич, Рудковський Євген Мар'янович
МПК: H04N 7/22, G02B 21/00, G01N 3/56
Мітки: матеріалів, базі, документального, мікроскопа, відеофільмування, тертя, процесу, металографічного, постійного, спостереження, пристрій, зношування
Формула / Реферат:
Пристрій для постійного спостереження та документального відеофільмування процесу тертя і зношування матеріалів на базі металографічного мікроскопа, який включає вузол тертя і систему навантаження, який відрізняється тим, що додатково містить адаптовані металографічний мікроскоп та відеотермінал.
Попередній патент: Система передачі криптографічних ключів
Наступний патент: Роторно-конвеєрна лінія для виготовлення моделей, що газифікуються
Випадковий патент: Фунгіцидна суміш та засіб, що містять похідну триазолопіримідину та ципроконазол, спосіб боротьби з патогенними грибами із класу oomycetes