Спосіб виготовлення моделей, що газифікуються
Номер патенту: 82027
Опубліковано: 25.02.2008
Автори: Яковишин Олег Анатолійович, ШИНСЬКИЙ ІГОР ОЛЕГОВИЧ, Барабаш Віктор Андрійович, Каричковський Петро Микитович, Шинський Олег Йосипович
Формула / Реферат
Спосіб виготовлення моделей, що газифікуються, який включає спікання пінополістиролових гранул у прес-формі, який відрізняється тим, що в порожнину прес-форми вводять до 50 % мас. вторинних гранул пінополістиролу, одержаних внаслідок переробки пінополістиролових відходів модельного виробництва, від загальної маси введених первинних та вторинних гранул.
Текст
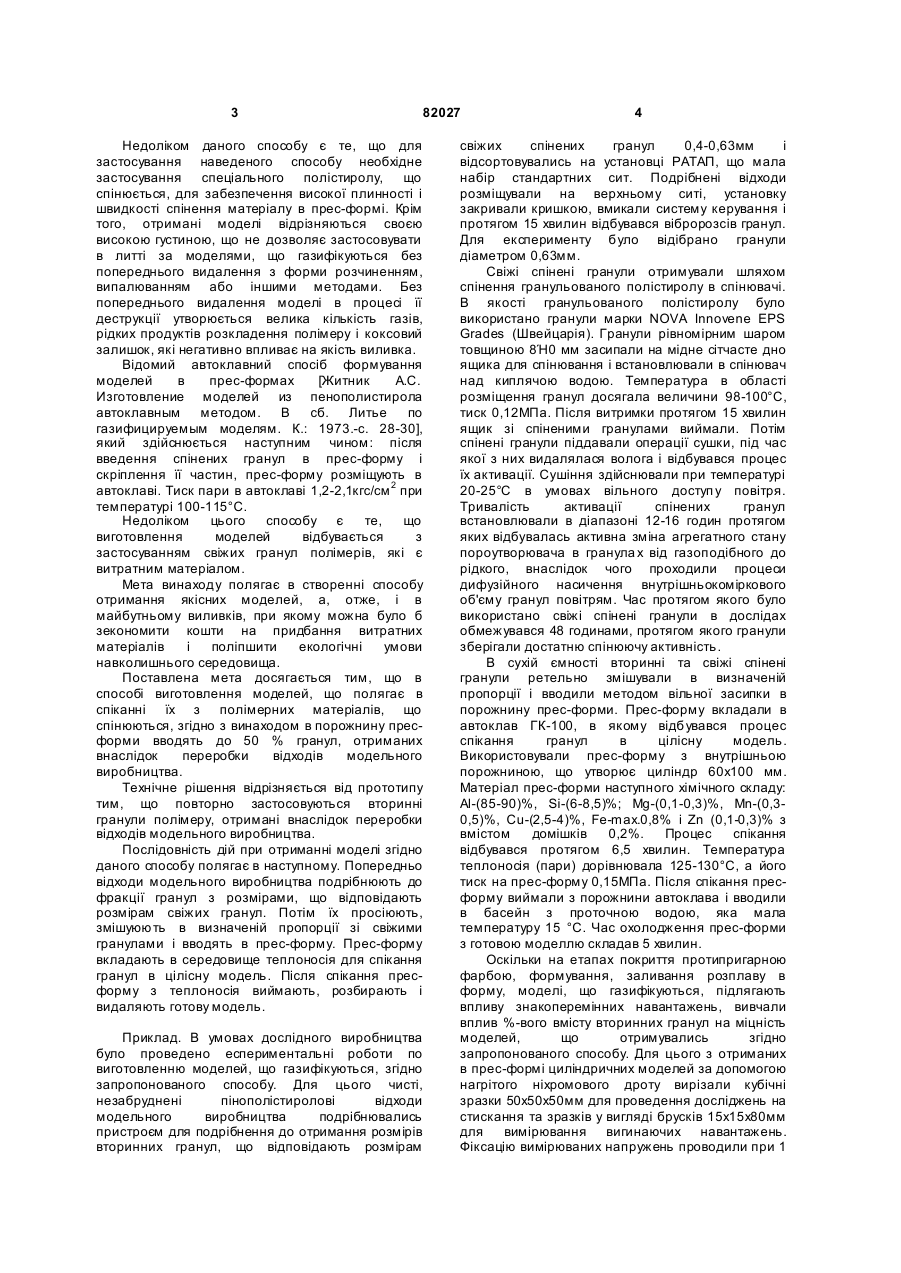
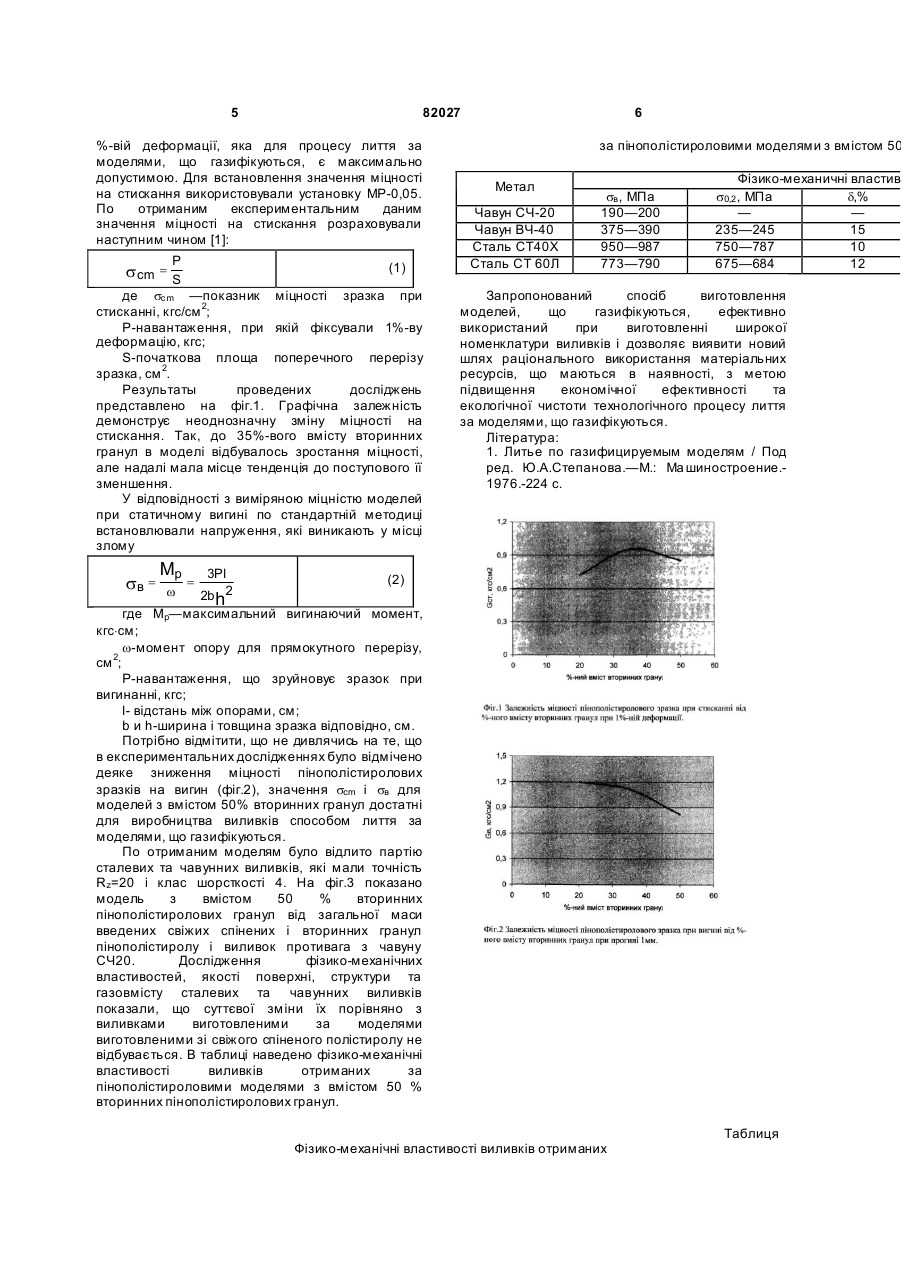
Спосіб виготовлення моделей, що газифікуються, який включає спікання пінополістиролових гранул у прес-формі, який відрізняє ться тим, що в порожнину прес-форми вводять до 50 % мас. вторинних гранул пінополістиролу, одержаних внаслідок переробки пінополістиролових відходів модельного виробництва, від загальної маси введених первинних та вторинних гранул. Винахід відноситься до галузі ливарного виробництва і може бути використаний при одержанні моделей з полімерних матеріалів. Відомий спосіб виготовлення моделей з пінополістиролу в одиничному виробництві виливків [Кирпиченков В.П. Те хнологический процесс литья по газифицируемым моделям. М., НИИМаш, 1971 г., стр.27-29.], який полягає в тому, що модель виготовляють з пінополістиролових плит механічною обробкою на деревообробних верстатах. Недоліком цього способу є те, що при розрізі плит з пінополістиролу на заготовки і їх подальшої обробки із-за низької якості пінополістиролу можуть мати місце різні дефекти: викришування гранул, впадини або заглиблення по місцю різу, вириви часточок пінополістиролу та ін., внаслідок чого поверхню заготовки додатково оброблюють на шліфувальних верстата х або наждачною шкуркою вручн у. Відомий спосіб виготовлення моделей за допомогою спеціальних пристроїв гарячим інструментом [Шуляк B.C., Рыбаков С.А., Григорян К.А. Производство отливок по газифицируемым моделям. М.,2001 г., стр. 71-73.], в якості якого використовується нагрітий дріт, який оплавляє по поверхні різу гранули, завдяки чому утворюються дуже тонкі полістирольні волокна, які витягуються вздовж різу і закривають пори. Недоліком цього способу є те, що температур у дроту треба підбирати дослідним шляхом в залежності від оброблюваного матеріалу. При цьому, якщо температура дроту дуже висока, то волокна не утворюються і чистота поверхні різу знижується. Крім того, для отримання рівної і чистої поверхні різу велике значення має швидкість подачі матеріалу, яка підбирається дослідним шляхом в залежності від якості і густини матеріалу, що також ускладнює процес отримання якісної поверхні моделі. Відомий спосіб виготовлення пінополістиролових моделей литтям під тиском [Скаженник В.А., Конотопов B.C., Антипенко В.Ф. Изготовление литьем под давлением пенополистироловых моделей для точного литья. В сб. "Новое в точном литье".-Киев, ИПЛ АН УССР, 1972.-С.218-219], суть якого полягає у введенні пластифікованого полістиролу в порожнину прес-форми термопластавтомату. (19) UA (11) 82027 (13) C2 (21) a200704253 (22) 17.04.2007 (24) 25.02.2008 (72) ШИНСЬКИЙ ІГОР ОЛЕГОВИЧ, UA, ШИНСЬКИЙ ОЛЕГ ЙОСИПОВИЧ, UA, КАРИЧКОВСЬКИЙ ПЕТРО МИКИТОВИЧ, U A, ЯКОВИШИН ОЛЕГ АНАТОЛІЙОВИЧ, U A, БАРАБАШ ВІКТОР АНДРІЙОВИЧ, U A (73) ШИНСЬКИЙ ІГОР ОЛЕГОВИЧ, UA, ШИНСЬКИЙ ОЛЕГ ЙОСИПОВИЧ, UA, КАРИЧКОВСЬКИЙ ПЕТРО МИКИТОВИЧ, U A, ЯКОВИШИН ОЛЕГ АНАТОЛІЙОВИЧ, U A, БАРАБАШ ВІКТОР АНДРІЙОВИЧ, U A (56) Скаженник В.А., Конотопов B.C., Антипенко В.Ф. // В сб. "Новое в точном литье". К. ИПЛ АН УССР, 1972. С.218-219 UA 47046, A, 17.06.2002 3 82027 Недоліком даного способу є те, що для застосування наведеного способу необхідне застосування спеціального полістиролу, що спінюється, для забезпечення високої плинності і швидкості спінення матеріалу в прес-формі. Крім того, отримані моделі відрізняються своєю високою густиною, що не дозволяє застосовувати в литті за моделями, що газифікуються без попереднього видалення з форми розчиненням, випалюванням або іншими методами. Без попереднього видалення моделі в процесі її деструкції утворюється велика кількість газів, рідких продуктів розкладення полімеру і коксовий залишок, які негативно впливає на якість виливка. Відомий автоклавний спосіб формування моделей в прес-формах [Житник А.С. Изготовление моделей из пенополистирола автоклавным методом. В сб. Литье по газифицируемым моделям. К.: 1973.-с. 28-30], який здійснюється наступним чином: після введення спінених гранул в прес-форму і скріплення її частин, прес-форму розміщують в автоклаві. Тиск пари в автоклаві 1,2-2,1кгс/см 2 при температурі 100-115°С. Недоліком цього способу є те, що виготовлення моделей відбувається з застосуванням свіжих гранул полімерів, які є витратним матеріалом. Мета винаходу полягає в створенні способу отримання якісних моделей, а, отже, і в майбутньому виливків, при якому можна було б зекономити кошти на придбання витратних матеріалів і поліпшити екологічні умови навколишнього середовища. Поставлена мета досягається тим, що в способі виготовлення моделей, що полягає в спіканні їх з полімерних матеріалів, що спінюються, згідно з винаходом в порожнину пресформи вводять до 50 % гранул, отриманих внаслідок переробки відходів модельного виробництва. Технічне рішення відрізняється від прототипу тим, що повторно застосовуються вторинні гранули полімеру, отримані внаслідок переробки відходів модельного виробництва. Послідовність дій при отриманні моделі згідно даного способу полягає в наступному. Попередньо відходи модельного виробництва подрібнюють до фракції гранул з розмірами, що відповідають розмірам свіжих гранул. Потім їх просіюють, змішуюють в визначеній пропорції зі свіжими гранулами і вводять в прес-форму. Прес-форму вкладають в середовище теплоносія для спікання гранул в цілісну модель. Після спікання пресформу з теплоносія виймають, розбирають і видаляють готову модель. Приклад. В умовах дослідного виробництва було проведено еспериментальні роботи по виготовленню моделей, що газифікуються, згідно запропонованого способу. Для цього чисті, незабруднені пінополістиролові відходи модельного виробництва подрібнювались пристроєм для подрібнення до отримання розмірів вторинних гранул, що відповідають розмірам 4 свіжих спінених гранул 0,4-0,63мм і відсортовувались на установці РАТАП, що мала набір стандартних сит. Подрібнені відходи розміщували на верхньому ситі, установку закривали кришкою, вмикали систему керування і протягом 15 хвилин відбувався вібророзсів гранул. Для експерименту було відібрано гранули діаметром 0,63мм. Свіжі спінені гранули отримували шляхом спінення гранульованого полістиролу в спінювачі. В якості гранульованого полістиролу було використано гранули марки NOVA Innovene EPS Grades (Швейцарія). Гранули рівномірним шаром товщиною 8Ή0 мм засипали на мідне сітчасте дно ящика для спінювання і встановлювали в спінювач над киплячою водою. Температура в області розміщення гранул досягала величини 98-100°С, тиск 0,12МПа. Після витримки протягом 15 хвилин ящик зі спіненими гранулами виймали. Потім спінені гранули піддавали операції сушки, під час якої з них видалялася волога і відбувався процес їх активації. Сушіння здійснювали при температурі 20-25°С в умовах вільного доступ у повітря. Тривалість активації спінених гранул встановлювали в діапазоні 12-16 годин протягом яких відбувалась активна зміна агрегатного стану пороутворювача в гранула х від газоподібного до рідкого, внаслідок чого проходили процеси дифузійного насичення внутрішньокоміркового об'єму гранул повітрям. Час протягом якого було використано свіжі спінені гранули в дослідах обмежувався 48 годинами, протягом якого гранули зберігали достатню спінюючу активність. В сухій ємності вторинні та свіжі спінені гранули ретельно змішували в визначеній пропорції і вводили методом вільної засипки в порожнину прес-форми. Прес-форму вкладали в автоклав ГК-100, в якому відбувався процес спікання гранул в цілісну модель. Використовували прес-форму з внутрішньою порожниною, що утворює циліндр 60x100 мм. Матеріал прес-форми наступного хімічного складу: Аl-(85-90)%, Si-(6-8,5)%; Mg-(0,1-0,3)%, Μn-(0,30,5)%, Сu-(2,5-4)%, Fe-max.0,8% і Zn (0,1-0,3)% з вмістом домішків 0,2%. Процес спікання відбувався протягом 6,5 хвилин. Температура теплоносія (пари) дорівнювала 125-130°С, а його тиск на прес-форму 0,15МПа. Після спікання пресформу виймали з порожнини автоклава і вводили в басейн з проточною водою, яка мала температуру 15 °С. Час охолодження прес-форми з готовою моделлю складав 5 хвилин. Оскільки на етапах покриття протипригарною фарбою, формування, заливання розплаву в форму, моделі, що газифікуються, підлягають впливу знакоперемінних навантажень, вивчали вплив %-вого вмісту вторинних гранул на міцність моделей, що отримувались згідно запропонованого способу. Для цього з отриманих в прес-формі циліндричних моделей за допомогою нагрітого ніхромового дроту вирізали кубічні зразки 50x50x50мм для проведення досліджень на стискання та зразків у вигляді брусків 15x15x80мм для вимірювання вигинаючих навантажень. Фіксацію вимірюваних напружень проводили при 1 5 82027 %-вій деформації, яка для процесу лиття за моделями, що газифікуються, є максимально допустимою. Для встановлення значення міцності на стискання використовували установку МР-0,05. По отриманим експериментальним даним значення міцності на стискання розраховували наступним чином [1]: P (1) sсm = S де sс m —показник міцності зразка при стисканні, кгс/см 2; Ρ-навантаження, при якій фіксували 1%-ву деформацію, кгс; S-початкова площа поперечного перерізу зразка, см 2. Результаты проведених досліджень представлено на фіг.1. Графічна залежність демонструє неоднозначну зміну міцності на стискання. Так, до 35%-вого вмісту вторинних гранул в моделі відбувалось зростання міцності, але надалі мала місце тенденція до поступового її зменшення. У відповідності з виміряною міцністю моделей при статичному вигині по стандартній методиці встановлювали напруження, які виникають у місці злому sв = Мр w = 3Pl 2b 2 6 за пінополістироловими моделями з вмістом 50 Метал Чавун СЧ-20 Чавун ВЧ-40 Сталь СТ40Х Сталь СТ 60Л sв , МПа 190—200 375—390 950—987 773—790 Фізико-механичні властив s0,2 , МПа d,% — — 235—245 15 750—787 10 675—684 12 Запропонований спосіб виготовлення моделей, що газифікуються, ефективно використаний при виготовленні широкої номенклатури виливків і дозволяє виявити новий шлях раціонального використання матеріальних ресурсів, що маються в наявності, з метою підвищення економічної ефективності та екологічної чистоти технологічного процесу лиття за моделями, що газифікуються. Література: 1. Литье по газифицируемым моделям / Под ред. Ю.А.Степанова.—Μ.: Ма шиностроение.1976.-224 с. (2) h где Мр—максимальний вигинаючий момент, кгс×см; w-момент опору для прямокутного перерізу, см 2; Ρ-навантаження, що зруйновує зразок при вигинанні, кгс; l- відстань між опорами, см; b и h-ширина і товщина зразка відповідно, см. Потрібно відмітити, що не дивлячись на те, що в експериментальних дослідженнях було відмічено деяке зниження міцності пінополістиролових зразків на вигин (фіг.2), значення sсm і sв для моделей з вмістом 50% вторинних гранул достатні для виробництва виливків способом лиття за моделями, що газифікуються. По отриманим моделям було відлито партію сталевих та чавунних виливків, які мали точність Rz=20 і клас шорсткості 4. На фіг.3 показано модель з вмістом 50 % вторинних пінополістиролових гранул від загальної маси введених свіжих спінених і вторинних гранул пінополістиролу і виливок противага з чавуну СЧ20. Дослідження фізико-механічних властивостей, якості поверхні, структури та газовмісту сталевих та чавунних виливків показали, що суттєвої зміни їх порівняно з виливками виготовленими за моделями виготовленими зі свіжого спіненого полістиролу не відбувається. В таблиці наведено фізико-механічні властивості виливків отриманих за пінополістироловими моделями з вмістом 50 % вторинних пінополістиролових гранул. Таблиця Фізико-механічні властивості виливків отриманих 7 82027 8
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of producing consumable patterns
Автори англійськоюShynskyi Ihor Olehovych, Shynskyi Oleh Yosypovych, Karychkovskyi Petro Mykytovych, Yakovyshyn Oleh Anatoliiovych, Barabash Viktor Andriiovych
Назва патенту російськоюСпособ изготовления газифицируемых моделей
Автори російськоюШинский Игорь Олегович, Шинский Олег Иосифович, Каричковский Петр Никитович, Яковишин Олег Анатольевич, Барабаш Виктор Андреевич
МПК / Мітки
Мітки: газифікуються, моделей, спосіб, виготовлення
Код посилання
<a href="https://ua.patents.su/4-82027-sposib-vigotovlennya-modelejj-shho-gazifikuyutsya.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення моделей, що газифікуються</a>
Спосіб виготовлення моделей, які газифікуються
Номер патенту: 71324
Опубліковано: 15.11.2004
Автор: ШИНСЬКИЙ ІГОР ОЛЕГОВИЧ
МПК: B22C 9/04
Мітки: спосіб, газифікуються, виготовлення, моделей
Формула / Реферат:
Спосіб виготовлення моделей, які газифікуються, шляхом заповнення порожнини прес-форми пінополістироловими гранулами, остаточного їх спінювання в ній під впливом теплового поля з наступним сходженням прес-форми та видаленням з неї моделі, який відрізняється тим, що пінополістиролові гранули просочують розчином електроліту, засипають в порожнину прес-форми, забезпечують витання в ній гранул (псевдозрідження гранул), наприклад, за рахунок...
Спосіб виготовлення моделей, що газифікуються
Номер патенту: 71323
Опубліковано: 15.11.2004
Автор: ШИНСЬКИЙ ІГОР ОЛЕГОВИЧ
МПК: B22C 9/04
Мітки: газифікуються, спосіб, виготовлення, моделей
Формула / Реферат:
1. Спосіб виготовлення моделей, що газифікуються, шляхом заповнення порожнини прес-форми пінополістироловими гранулами, остаточного їх спінювання в ній під впливом теплової енергії з наступним сходженням прес-форми, який відрізняється тим, що в порожнину прес-форми вводять герметичну ємність, в першу чергу - із еластичного матеріалу, з'єднану з джерелом підвищеного тиску, ззовні неї, в зазор між внутрішніми стінками прес-форми і ємністю,...
Спосіб виготовлення моделей, що газифікуються
Номер патенту: 65857
Опубліковано: 15.04.2004
Автори: Чичкань Іван Петрович, Семашко Олександр Вікторович, Яковишин Олег Анатолійович, Шульга Василь Тимофійович, Шинський Олег Йосипович, ШИНСЬКИЙ ІГОР ОЛЕГОВИЧ
МПК: B22C 9/04
Мітки: газифікуються, спосіб, моделей, виготовлення
Формула / Реферат:
Спосіб виготовлення моделей, що газифікуються, полягає в виготовленні їх з полімерних матеріалів, який відрізняється тим, що поверхню моделі обклеюють полімерною пористою плівкою.
Спосіб виготовлення ливарних пінополістиролових моделей
Номер патенту: 71327
Опубліковано: 15.11.2004
Автор: ШИНСЬКИЙ ІГОР ОЛЕГОВИЧ
МПК: B22C 9/04
Мітки: спосіб, пінополістиролових, ливарних, виготовлення, моделей
Формула / Реферат:
1. Спосіб виготовлення ливарних пінополістиролових моделей, який полягає в попередньому приготуванні гранул, наприклад підігріванням, розміщенні їх в прес-формі та остаточному їх спінюванні в ній під впливом теплової енергії з наступним охолодженням прес-форми та видаленням з неї моделі, який відрізняється тим, що після розміщення пінополістиролових гранул в прес-формі їх змочують водою до вологості 3-15%, а потім нагрівають прес-форму до...
Блок моделей, що газифікуються

Номер патенту: 18523
Опубліковано: 15.11.2006
Автори: Іванов Сергій Володимирович, Хомишинець Володимир Лукич
Мітки: газифікуються, моделей, блок
Формула / Реферат:
Блок моделей, що газифікуються, що містить ливникову систему із закріпленими моделями, який відрізняється тим, що блок утворений горизонтальними ливниками, оснащеними на кінцях зливниками із закріпленими моделями, які розміщені ярусами один над одним і з’єднані між собою вертикальним складеним пінополістироловим стояком.
Попередній патент: Промивний брикет для доменного виробництва
Наступний патент: Спосіб одержання еластичних поліуретанів (варіанти)
Випадковий патент: Пристрій для дренування порожнин