Пристрій для пропаювання стиків між ливарними моделями
Номер патенту: 44222
Опубліковано: 25.09.2009
Автори: Баннов Генадій Михайлович, Фурсеєв Андрій Сергійович

Формула / Реферат
Пристрій для пропаювання стиків між ливарними моделями, що містить вертикальний штовхач, який відрізняється тим, що пристрій оснащено конструктивно пов'язаними між собою вузлами: базування, затиску і обертання, пропаювання, блоком автоматики.
Текст
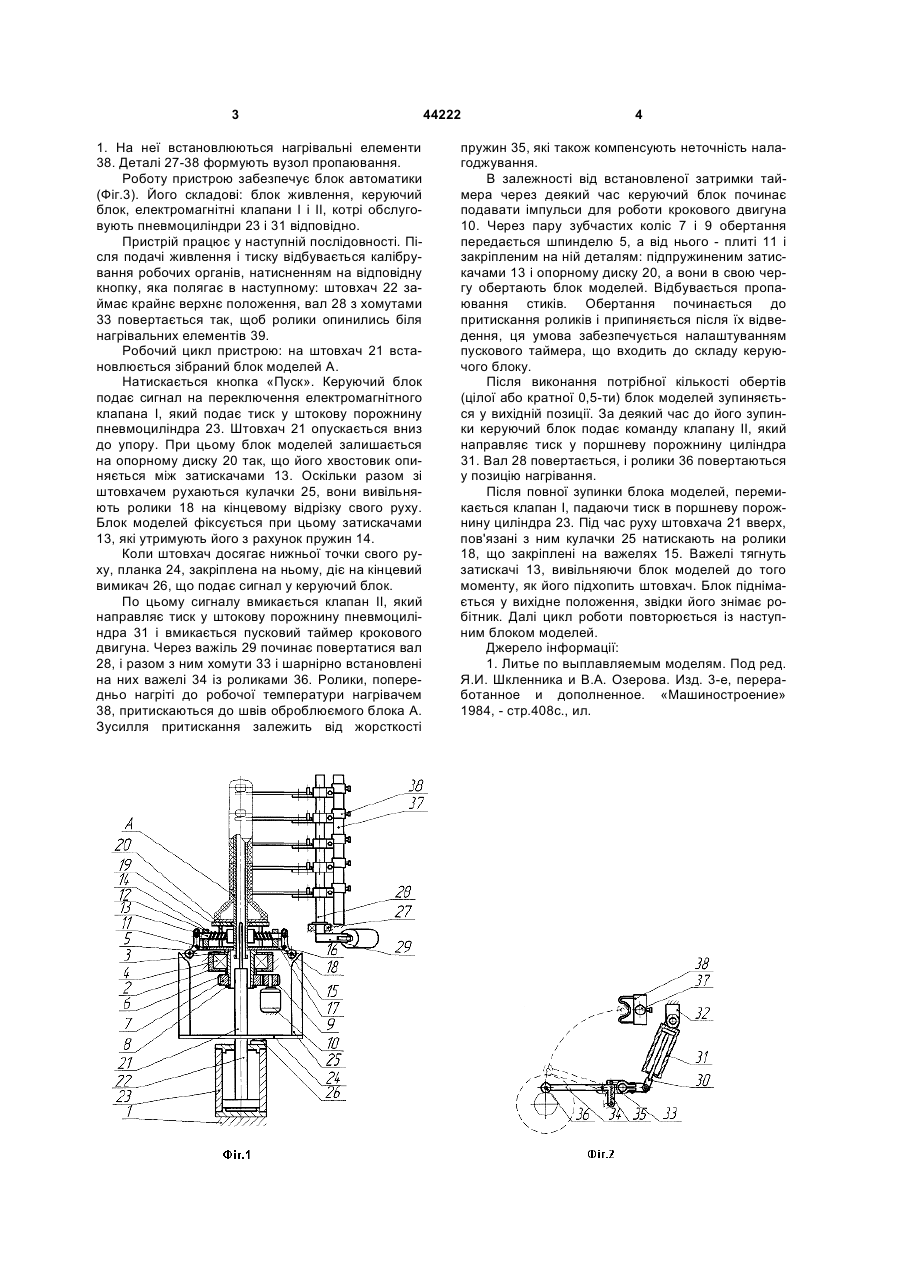
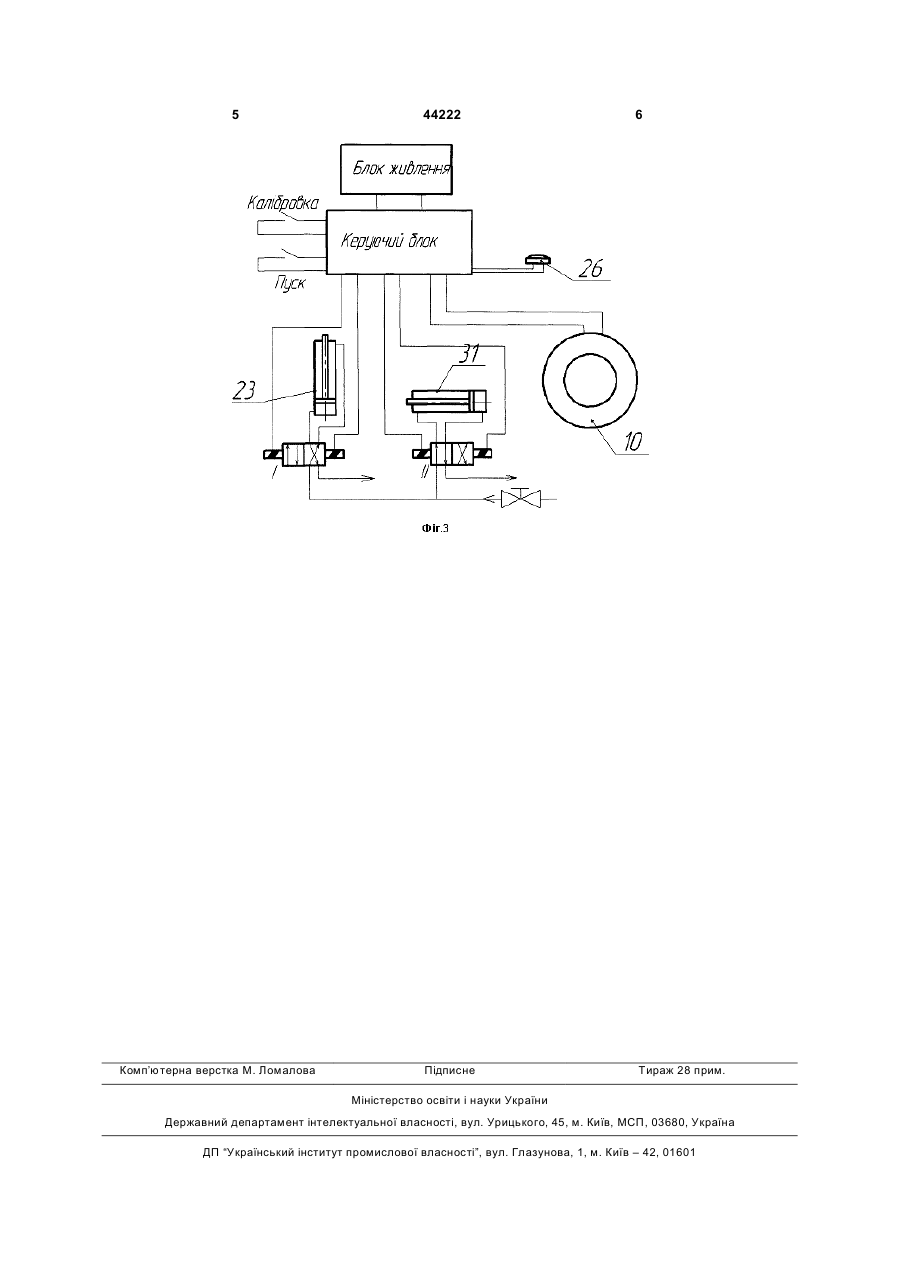
Пристрій для пропаювання стиків між ливарними моделями, що містить вертикальний штовхач, який відрізняється тим, що пристрій оснащено конструктивно пов'язаними між собою вузлами: базування, затиску і обертання, пропаювання, блоком автоматики. (19) (21) u200903584 (22) 13.04.2009 (24) 25.09.2009 (46) 25.09.2009, Бюл.№ 18, 2009 р. (72) ФУРСЕЄВ АНДРІЙ СЕРГІЙОВИЧ, БАННОВ ГЕНАДІЙ МИХАЙЛОВИЧ (73) ФУРСЕЄВ АНДРІЙ СЕРГІЙОВИЧ, БАННОВ ГЕНАДІЙ МИХАЙЛОВИЧ 3 1. На неї встановлюються нагрівальні елементи 38. Деталі 27-38 формують вузол пропаювання. Роботу пристрою забезпечує блок автоматики (Фіг.3). Його складові: блок живлення, керуючий блок, електромагнітні клапани І і II, котрі обслуговують пневмоциліндри 23 і 31 відповідно. Пристрій працює у наступній послідовності. Після подачі живлення і тиску відбувається калібрування робочих органів, натисненням на відповідну кнопку, яка полягає в наступному: штовхач 22 займає крайнє верхнє положення, вал 28 з хомутами 33 повертається так, щоб ролики опинились біля нагрівальних елементів 39. Робочий цикл пристрою: на штовхач 21 встановлюється зібраний блок моделей А. Натискається кнопка «Пуск». Керуючий блок подає сигнал на переключення електромагнітного клапана І, який подає тиск у штокову порожнину пневмоциліндра 23. Штовхач 21 опускається вниз до упору. При цьому блок моделей залишається на опорному диску 20 так, що його хвостовик опиняється між затискачами 13. Оскільки разом зі штовхачем рухаються кулачки 25, вони вивільняють ролики 18 на кінцевому відрізку свого руху. Блок моделей фіксується при цьому затискачами 13, які утримують його з рахунок пружин 14. Коли штовхач досягає нижньої точки свого руху, планка 24, закріплена на ньому, діє на кінцевий вимикач 26, що подає сигнал у керуючий блок. По цьому сигналу вмикається клапан II, який направляє тиск у штокову порожнину пневмоциліндра 31 і вмикається пусковий таймер крокового двигуна. Через важіль 29 починає повертатися вал 28, і разом з ним хомути 33 і шарнірно встановлені на них важелі 34 із роликами 36. Ролики, попередньо нагріті до робочої температури нагрівачем 38, притискаються до швів оброблюємого блока А. Зусилля притискання залежить від жорсткості 44222 4 пружин 35, які також компенсують неточність налагоджування. В залежності від встановленої затримки таймера через деякий час керуючий блок починає подавати імпульси для роботи крокового двигуна 10. Через пару зубчастих коліс 7 і 9 обертання передається шпинделю 5, а від нього - плиті 11 і закріпленим на ній деталям: підпружиненим затискачами 13 і опорному диску 20, а вони в свою чергу обертають блок моделей. Відбувається пропаювання стиків. Обертання починається до притискання роликів і припиняється після їх відведення, ця умова забезпечується налаштуванням пускового таймера, що входить до складу керуючого блоку. Після виконання потрібної кількості обертів (цілої або кратної 0,5-ти) блок моделей зупиняється у вихідній позиції. За деякий час до його зупинки керуючий блок подає команду клапану II, який направляє тиск у поршневу порожнину циліндра 31. Вал 28 повертається, і ролики 36 повертаються у позицію нагрівання. Після повної зупинки блока моделей, перемикається клапан І, падаючи тиск в поршневу порожнину циліндра 23. Під час руху штовхача 21 вверх, пов'язані з ним кулачки 25 натискають на ролики 18, що закріплені на важелях 15. Важелі тягнуть затискачі 13, вивільняючи блок моделей до того моменту, як його підхопить штовхач. Блок піднімається у вихідне положення, звідки його знімає робітник. Далі цикл роботи повторюється із наступним блоком моделей. Джерело інформації: 1. Литье по выплавляемым моделям. Под ред. Я.И. Шкленника и В.А. Озерова. Изд. 3-е, переработанное и дополненное. «Машиностроение» 1984, - стр.408с., ил. 5 Комп’ютерна верстка М. Ломалова 44222 6 Підписне Тираж 28 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюDevice for soldering joints between casting patterns
Автори англійськоюFurseiev Andrii Serhiiovych, Bannov Henadii Mykhailovych
Назва патенту російськоюУстройство для пропаивания стыков между литейными моделями
Автори російськоюФурсеев Андрей Сергеевич, Баннов Геннадий Михайлович
МПК / Мітки
МПК: B22C 9/00
Мітки: моделями, пристрій, пропаювання, стиків, ливарними
Код посилання
<a href="https://ua.patents.su/3-44222-pristrijj-dlya-propayuvannya-stikiv-mizh-livarnimi-modelyami.html" target="_blank" rel="follow" title="База патентів України">Пристрій для пропаювання стиків між ливарними моделями</a>
Пристрій для виміру висоти рейкових стиків залізничної і трамвайної колій
Номер патенту: 4874
Опубліковано: 15.02.2005
Автори: Коваленко Андрій Віталійович, Чупринін Олександр Олексійович, Шпачук Володимир Петрович
МПК: E01B 35/00
Мітки: пристрій, трамвайної, стиків, висоті, колій, залізничної, рейкових, виміру
Формула / Реферат:
Пристрій для виміру висоти рейкових стиків залізничної і трамвайної колій, що містить двовісний шляховий візок, на платформі якого змонтовані вимірник пройденого візком шляху, лівий і правий канали виміру геометричних параметрів стику, виходи яких через обчислювальний пристрій з'єднані з блоком реєстрації, який відрізняється тим, що кожен канал виміру містить послідовно з'єднані датчик механічного контакту колеса з рейкою, вимірювальний...
Пристрій для виміру і контролю геометричних параметрів рейкових стиків залізничної та трамвайної колій
Номер патенту: 7936
Опубліковано: 15.07.2005
Автори: Личкатий Євген Олександрович, Чупринін Олександр Олексійович, Коваленко Андрій Віталійович, Шпачук Володимир Петрович
МПК: E01B 35/00
Мітки: параметрів, колій, залізничної, геометричних, пристрій, стиків, контролю, рейкових, трамвайної, виміру
Формула / Реферат:
Пристрій для виміру і контролю геометричних параметрів рейкових стиків залізничної та трамвайної колій, що містить двохосьовий шляховий візок, на платформі якого змонтовані блок реєстрації, вимірник пройденого візком шляху, ідентичні правий і лівий канали виміру геометричних параметрів стику, кожний з яких містить послідовно з’єднані датчик рейкового стику, що включає П-подібне осердя із закріпленими на ньому першою котушкою збудження і...
Пристрій для зварювання неповоротних стиків
Номер патенту: 74658
Опубліковано: 16.01.2006
Автори: Сверчков Сергій Михайлович, Золотаренко Віктор Кузьмич, Кондратенко Віктор Григорович, Мартиненко Борис Іванович, Діденко Федір Михайлович
МПК: B23K 37/02, B23K 9/12
Мітки: зварювання, стиків, пристрій, неповоротних
Формула / Реферат:
Пристрій для зварювання неповоротних стиків, який містить планшайбу, зварювальний пальник та автономний механізм подачі присадного дроту, який відрізняється тим, що додатково включає розміщені на планшайбі протяжну головку та спеціальний жолоб, які забезпечують прецизійну подачу дроту у зону зварювання, при цьому механізм подачі присадного дроту містить касету з дротом, електродвигун з порожнистим валом та гнучкий порожнистий вал, з'єднаний з...
Пристрій для герметизації на плаву стиків частин корпусу судна, що з`єднуються
Номер патенту: 80625
Опубліковано: 10.10.2007
Автори: Руденко Володимир Васильович, Подгорний Володимир Федорович, Завалішин Олександр Миколайович
Мітки: стиків, з'єднуються, частин, судна, пристрій, плаву, герметизації, корпусу
Формула / Реферат:
Пристрій для герметизації на плаву стиків частин корпусу судна, що з'єднуються, який містить кутовий профіль, змонтований на одній із частин корпусу судна, що з'єднуються, і взаємодіє з еластичним герметизуючим елементом у вигляді стрічки, який відрізняється тим, що пристрій обладнаний металевим коробом, змонтованим на другій частині корпусу судна, що з'єднується, причому одну з вертикальних стінок згаданого короба виконано виступаючою за...
Пристрій для контролю сходу ізолюючих стиків
Номер патенту: 9845
Опубліковано: 30.09.1996
Автори: Арістов Віталій Олександрович, Соколов Віктор Михайлович, Подгайченко Міхаіл Сєргєєвіч, Бодєнчук Віталій Яковлєвіч, Соболєв Юрій Володимирович, Лукововнєв Сєргєй Владіміровіч, Капуста Олександр Степанович
МПК: B61L 23/00
Мітки: сходу, ізолюючих, стиків, пристрій, контролю
Формула / Реферат:
Устройство для контроля схода изолирующих стыков, содержащее генератор контрольной частоты, связанный через первый согласующий блок с источником сигналов рельсовой цепи, дроссель-трансформатор, подключенный к рельсам по одну сторону от изолирующих стыков, блок сравнения, с выходом которого связан исполнительный элемент и один из входов которого через согласующий блок связан с рельсами по другую сторону от изолирующих стыков, отличающееся тем,...
Попередній патент: Верстат для загострювання і розводки зубів стрічкових і циркулярних пил
Наступний патент: Спосіб профілактики розвитку серцево-судинних ускладнень при хронічній хворобі нирок
Випадковий патент: Спосіб вирощування сої