Спосіб розмірної обробки електричною дугою конічних поверхонь
Формула / Реферат
Спосіб розмірної обробки електричною дугою конічних поверхонь, при якому робочу рідину нагнітають у торцевий міжелектродний зазор під технологічним тиском за напрямком від периферії до центра електрода-інструмента для формоутворення внутрішніх конічних поверхонь (конічних отворів) та від центра до периферії електрода-інструмента для формоутворення зовнішніх конічних поверхонь (конічних стержнів), який відрізняється тим, що формоутворення конічної поверхні здійснюють електричною дугою, збудженою між заготовкою та гострим краєм (гострою кромкою) електрода-інструмента, який має форму конуса з орієнтацією вершини у бік протилежний орієнтації вершини конуса обробляємої конічної поверхні, причому кут відхилення твірної конічної поверхні електрода-інструмента ![]() (град) від напрямку подачи зв'язаний з кутом відхилення твірної конічної обробляємої поверхні
(град) від напрямку подачи зв'язаний з кутом відхилення твірної конічної обробляємої поверхні ![]() (град) від того ж напрямку талінійним електроерозійним зносом електрода-інструмента (%) залежністю
(град) від того ж напрямку талінійним електроерозійним зносом електрода-інструмента (%) залежністю
![]()
Текст
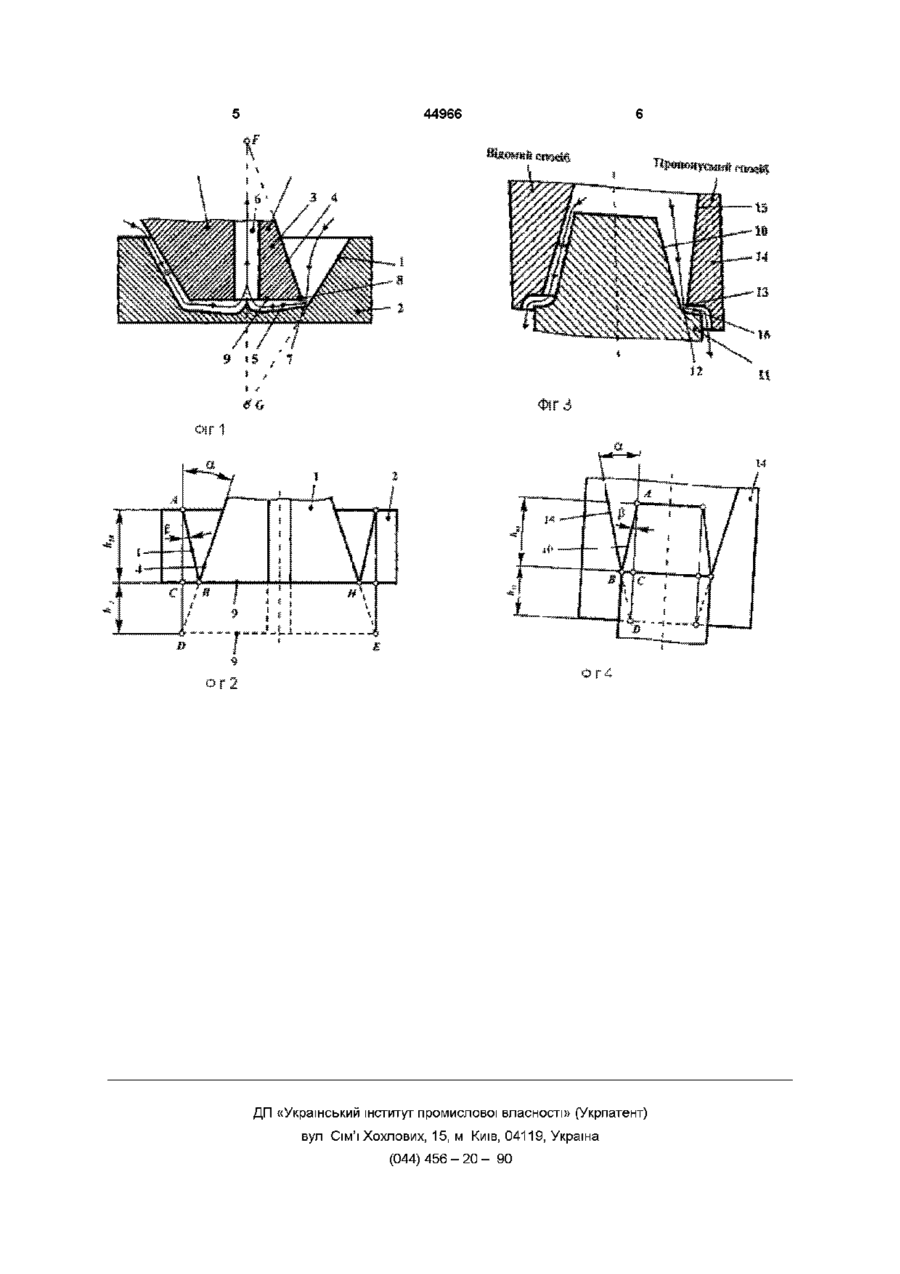
Спосіб розмірної обробки електричною дугою конічних поверхонь, при якому робочу рідину нагнітають у торцевий міжелектродний зазор під технологічним тиском за напрямком від периферії до центра електрода-інструмента для формоутворення внутрішніх конічних поверхонь (конічних отворів) та від центра до периферії електродаінструмента для формоутворення ЗОВНІШНІХ КОНІЧ здійснюють електричною дугою, збудженою між заготовкою та гострим краєм (гострою кромкою) електрода-інструмента, який має форму конуса з орієнтацією вершини у бік протилежний орієнтації вершини конуса обробляємої конічної поверхні, причому кут відхилення твірної конічної поверхні електрода-інструмента ^ (град) від напрямку подачи зв'язаний з кутом відхилення твірної конічної обробляємої поверхні Р (град) від того ж напрямку та ЛІНІЙНИМ електроерозійним зносом електрода-інструмента (%) залежністю tga = 100-tgfl НИХ поверхонь (конічних стержнів), який відрізняється тим, що формоутворення конічної поверхні Передбачуваний винахід стосується області електроерозійної обробки, і може бути використаний в машинобудуванні для розмірної обробки внутрішніх та ЗОВНІШНІХ конічних поверхонь ВІДОМІ аналогічні способи електроерозійної обробки конічних поверхонь, які застосовують нестаціонарні форми електричних розрядів, наприклад електроімпульсна обробка [див книгу "Электроэрозионная и электрохимическая обработка Расчет, проектирование и применение электродов-инструментов" Часть 1 /Под ред А Л Лившица, А Роша - М НИИМАШ, 1980 224 с, С 59, 117] Електрична енергія в аналогічних способах обробки конічних поверхонь вводиться в зону обробки дискретно (порціями) та з відносно великими паузами, внаслідок чого дані способи володіють низькою продуктивністю Відомий високопродуктивний спосіб електрофізичної размерной обробки металів [А с №368965 СССР, М кл В 23 Р, 1/02 /В І Носуленко (СССР) - №1223593/25-8, Заявлено 04 03 68, Не подлежит опубл в откр печати], в якому енергія вводиться в зону обробки неперервно, а інструментом обробки є електрична дуга Даний спосіб може бути застосований для розмірної обробки електричною дугою конічних поверхонь Спосіб заснований на об'ємному копіюванні форми електрода-інструмента при нагнітанні робочої рідини в торцевий міжелектродний зазор під технологічним тиском за напрямком від периферії до центра електрода-інструмента для формоутворення внутрішніх конічних поверхонь (конічних отворів) та від центра до периферії електродаінструмента для формоутворення ЗОВНІШНІХ КОНІЧ НИХ поверхонь (конічних стержнів) Однак, у відомому способі, у зв'язку з наявністю в міжелектродному зазорі продуктів ерозії, зазор в напрямку вилучення їх із нього зростає, що негативно впливає на точність копіювання форми електрода-інструмента Крім того, збільшення зазору приводить до зменшення швидкості прокачування робочої рідини крізь міжелектродний проміжок Внаслідок цього збільшується шорсткість обробленої поверхні в напрямку евакуації продуктів ерозії, бо саме швидкість потоку є головний керуючий фактор, що визначає шорсткість обробленої поверхні Задачею даного винаходу є підвищення рівномірності шорсткості та точності формоутворення (О (О обробленої конічної поверхні Дана задача вирішується у відомому способі розмірної обробки електричною дугою конічних поверхонь, при якому робочу рідину нагнітають у торцевий міжелектродний зазор під технологічним тиском за напрямком від периферії до центра електрода-інструмента для формоутворення внутрішніх конічних поверхонь (конічних отворів) та від центра до периферії електрода-інструмента для формоутворення ЗОВНІШНІХ поверхонь (конічних стержнів), за рахунок того, що формоутворення конічної поверхні здійснюють електричною дугою, збудженою між заготовкою та гострим краєм (гострою кромкою) електрода-інструмента, який має форму конуса з орієнтацією вершини у бік протилежний орієнтації вершини конуса обробляємої конічної поверхні, причому кут відхилення твірної конічної поверхні електрода-інструмента а (град) від напрямку подачі зв'язаний з кутом відхилення твірної конічної обробляємої поверхні р (град) від того ж напрямку та ЛІНІЙНИМ електроерозійним зносом електрод а-інструмента у л (%) залежністю tga = 100-tgp Ул На приведених фігурах зображено фіг 1 схема реалізації відомого (ліворуч) та пропонуємого (праворуч) способів розмірної обробки електричною дугою внутрішніх конічних поверхонь (конічних отворів), фіг 2 - схема для розрахунку кута відхилення твірної конічної поверхні електродаінструмента а від напрямку подачі в залежності від кута відхилення твірної конічної обробляємої поверхні р від того ж напрямку та ЛІНІЙНОГО електроерозійного зносу електрода-інструмента у л при формоутворенні внутрішньої конічної поверхні (конічного отвору), фіг 3 - схема реалізації відомого (ліворуч) та пропонуємого (праворуч) способів розмірної обробки електричною дугою ЗОВНІШНІХ конічних поверхонь (конічних стержнів), фіг 4 схема для розрахунку кута відхилення твірної конічної поверхні електрода-інструмента а від напрямку подачі в залежності від кута відхилення твірної конічної обробляємої поверхні р від того ж напрямку та ЛІНІЙНОГО електроерозійного зносу електрода-інструмента у л при формоутворенні зовнішньої конічної поверхні (конічного стержня) Для формоутворення внутрішньої конічної поверхні 1 (конічного отвору) в заготовці 2 (фіг 1,2) виготовляють електрод-інструмент 3 у вигляді конуса з кутом відхилення твірної конічної поверхні 4 а від напрямку подачи, та закріплюють на шпинделі верстата з орієнтацією вершини конуса F у бік протилежний вершині конуса G обробляємої конічної поверхні 1 Робочу рідину нагнітають у торцевий міжелектродний зазор 5 під технологічним тиском від 0,2 до 5МПа за напрямком від периферії до центра електрода-інструмента 3, а вилуча 44966 ють із торцевого міжелектродного зазора 5 разом із продуктами ерозії крізь технологічний отвір 6 в електроді-інструменті 3 Електрична дуга 7, що саме формоутворює конічну поверхонь 1, горить між заготовкою 2 та гострим краєм 8 (гострою кромкою) електрода-інструмента 3 в гідродинамічному потоці робочої рідини При цьому, продукти ерозії, що утворюються в торцевому міжелектродному зазорі 5, не впливають на точність та якість формування обробленої поверхні 1 Отримання конічної внутрішньої поверхні 1 пропонуємим способом є можливим внаслідок того, що в процесі обробки торцева поверхня 9 електрода-інструмента 3 піддається електроерозійному зносу, який приводе до зменшення висоти електрода-інструмента 3, а слід і його зовнішнього робочого діаметра Так, при початковому діаметрі електрода-інструмента 3, що дорівнює DE, діаметр електрода-інструмента 3 в КІНЦІ формоутворення конічної поверхні 1 дорівнює ВН при величині торцевого (абсолютного) ЛІНІЙНОГО зносу електродаінструмента 3, що дорівнює ПЕІ Для встановлення залежності a =f(p, ул), де у л (%) - ЛІНІЙНИЙ знос електрода-інструмента 3, залишимо основні співвідношення Ул = 100-h ЕІ (1) 'ЕЗ ВС= і -tga (2) (3) 'ЕЗ де ГІЕЗ - глибина обробки конічної поверхні (конічного отвору) Після прирівнювання співвідношень (2), (3) та подальшого перетворення з урахуванням співвідношення (1), маємо вираз (4) для розрахунку кута а при заданому куту р та лінійному зносу електрода-інструмента 3 у л 100-tgp tga = — (4) Формоутворення зовнішньої конічної поверхні 10 заготовки 11 (фіг 3, 4) здійснюється електричною дугою 12, що горить між заготовкою 11 та гострим краєм 13 (гострою кромкою) електродаінструмента 14 з твірною конічною поверхнею 15, аналогічно, як і формоутворення внутрішньої конічної поверхні 1, з різницею в напрямку прокачування робочої рідини в торцевому міжелектродному зазорі 16 При цьому є справедливою залежність (4) Використання пропонуємого способу розмірної обробки електричною дугою конічних поверхонь, порівняно із відомим, дозволяє забезпечити рівномірну шорсткість обробленої поверхні та підвищує точність її формоутворення на 1-2 квалітета 44966 ОіГ 1 ДП «Український інститут промислової власності» (Укрпатент) вул Сім'ї Хохлових, 15, м Київ, 04119, Україна (044) 456 - 20 - 90
ДивитисяДодаткова інформація
Автори англійськоюBokov Viktor Myhailovych
Автори російськоюБоков Виктор Михайлович
МПК / Мітки
МПК: B23H 1/00
Мітки: розмірної, спосіб, обробки, дугою, електричною, поверхонь, конічних
Код посилання
<a href="https://ua.patents.su/3-44966-sposib-rozmirno-obrobki-elektrichnoyu-dugoyu-konichnikh-poverkhon.html" target="_blank" rel="follow" title="База патентів України">Спосіб розмірної обробки електричною дугою конічних поверхонь</a>
Спосіб розмірної обробки електричною дугою отворів та порожнин

Номер патенту: 22072
Опубліковано: 30.04.1998
Автори: Боков Віктор Михайлович, Попова Маргарита Іванівна
МПК: B23H 7/00
Мітки: порожнин, отворів, електричною, спосіб, дугою, розмірної, обробки
Формула / Реферат:
1. Спосіб розмірної обробки електричною дугою отворів та порожнин, що мають паралельні бічні стінки і стартову обробляєму поверхню не паралельну донної поверхні отвору, при якому робочу рідину нагнітають із герметизованої камери у торцевий міжелектродний зазор під тиском у напрямку від периферії до центру електрода-інструмента, який відрізняється тим, що нагнітання робочої рідини у торцевий міжелектродний зазор здійснюють крізь штучний...
Спосіб розмірної обробки електричною дугою групи стержнів із монолітної заготовки
Номер патенту: 19498
Опубліковано: 25.12.1997
Автор: Боков Віктор Михайлович
Мітки: групи, обробки, стержнів, спосіб, монолітної, заготовки, розмірної, дугою, електричною
Формула / Реферат:
Спосіб розмірної обробки електричною дугою групи стержнів Із монолітної заготовки, при якому робоче середовище нагнітають у торцевий міжелектродний зазор під тиском крізь отвори в електроді-інструменті, а вилучають Із нього крізь його периферійну частину, який відрізняється тим, що робоче середовище додатково вилучають із торцевого зазора крізь технологічні щільові канали між суміжними стержнями на заготовці, або крізь технологічні щільові...
Спосіб обробки тіл обертання електричною дугою і електрод-інструмент для його реалізації
Номер патенту: 24439
Опубліковано: 17.07.1998
Автор: Боков Віктор Михайлович
МПК: B23P 17/00
Мітки: дугою, тіл, обертання, електрод-інструмент, електричною, обробки, реалізації, спосіб
Формула / Реферат:
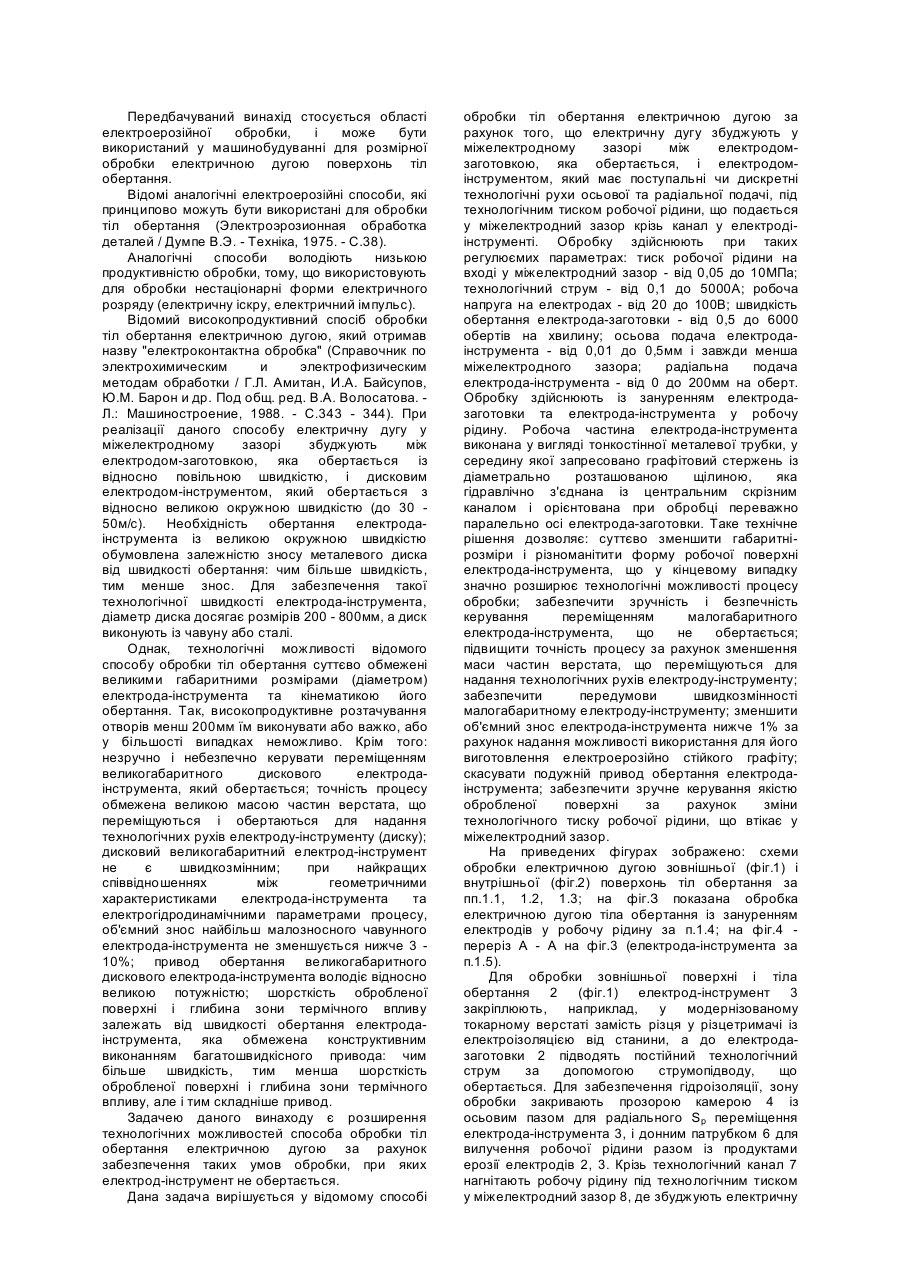
1. Спосіб обробки тіл обертання електричною дугою, який відрізняється тим, що електричну дугу збуджують у міжелектродному зазорі між електродом-заготовкою, яка обертається, і електродом-інструментом, який має поступальні чи дискретні технологічні рухи осьової та радіальної подачі, під технологічним тиском робочої рідини, що подається у міжелектродний зазор крізь канал у електроді-інструменті.2. Спосіб за п.1, який відрізняється тим, що...
Спосіб обробки спряжуваних конічних поверхонь пробки та корпуса пробкових кранів
Номер патенту: 31483
Опубліковано: 15.12.2000
Автори: Гребенюк Татяна Евгенівна, Дьомочкін В'ячеслав Якович, Лянной Віль Андрійович, Марченко Валентин Олександрович
МПК: B24B 5/00
Мітки: корпуса, пробкових, спосіб, обробки, кранів, пробки, спряжуваних, конічних, поверхонь
Формула / Реферат:
1. Спосіб обробки спряжуваних конічних поверхонь пробки та корпуса пробкових кранів, полягає у тому, що пробку встановлюють у жорстких центрах верстату для фінішної обробки, який відрізняється тим, що у технологію обробки конічної поверхні корпусу пробкових кранів додатково вводять конічну машинну розверстку; пробку та розверстку шліфують на універсальному круглошліфувальному верстаті за допомогою шліфовального круга, при цьому першої...
Спосіб електроерозійної обробки зовнішніх та внутрішніх поверхонь
Номер патенту: 31732
Опубліковано: 15.12.2000
Автори: Боков Віктор Михайлович, Карпенко Лариса Володимірівна, Попова Маргарита Іванівна
МПК: B23H 1/00
Мітки: зовнішніх, поверхонь, електроерозійної, спосіб, внутрішніх, обробки
Текст:
...(фіг. 5) та внутрішньої (фіг. 6) поверхонь одночасно двох заготовок. Для обробки зовнішньої поверхні 1 при паралельному вступі в роботу зовнішнього чорнового 2 та внутрішнього чистового 3 елементів складеного електрода-інструмента дані елементи розташовуються з електроізоляцією 4 відносно один одного паралельно напрямку обробки, тобто так, як показано на фіг. 1, а робоча рідина нагнітається у торцевий міжелектродний зазор під технологічним...
Попередній патент: Пристрій для дугового зварювання
Наступний патент: Спосіб кодування та декодування, блок кодерів, блок декодерів, і система кодера та декодера
Випадковий патент: Система регулювання температури оливи та охолоджуючої рідини двигуна внутрішнього згоряння з утилізацією теплоти з тепловим акумулятором