Пристрій для очищення від окалини гарячекатаної штаби
Номер патенту: 45140
Опубліковано: 15.03.2005
Автори: Максаков Анатолій Іванович, РЯБКІН ЮРІЙ ЮРІЙОВИЧ, Мельник Станіслав Михайлович, Пелець Сергій Миколайович
Формула / Реферат
1.Пристрій для очищення від окалини гарячекатаної штаби, що містить ультразвуковий генератор, збуджувальний і відбивний хвилеводи, і ролики, які встановлені до і після ультразвукового генератора, який відрізняється тим, що відбивний хвилевід, виконаний у вигляді пластини, з'єднаної зі збуджувальним хвилеводом пружинними підвісками, збуджувальний і відбивний хвилеводи занурені у ванну з рідким середовищем.
2. Пристрій за п. 1, який відрізняється тим, що ролики, діаметр яких перевищує в 15-25 разів товщину штаби, встановлені з можливістю забезпечення згинання штаби.
Текст
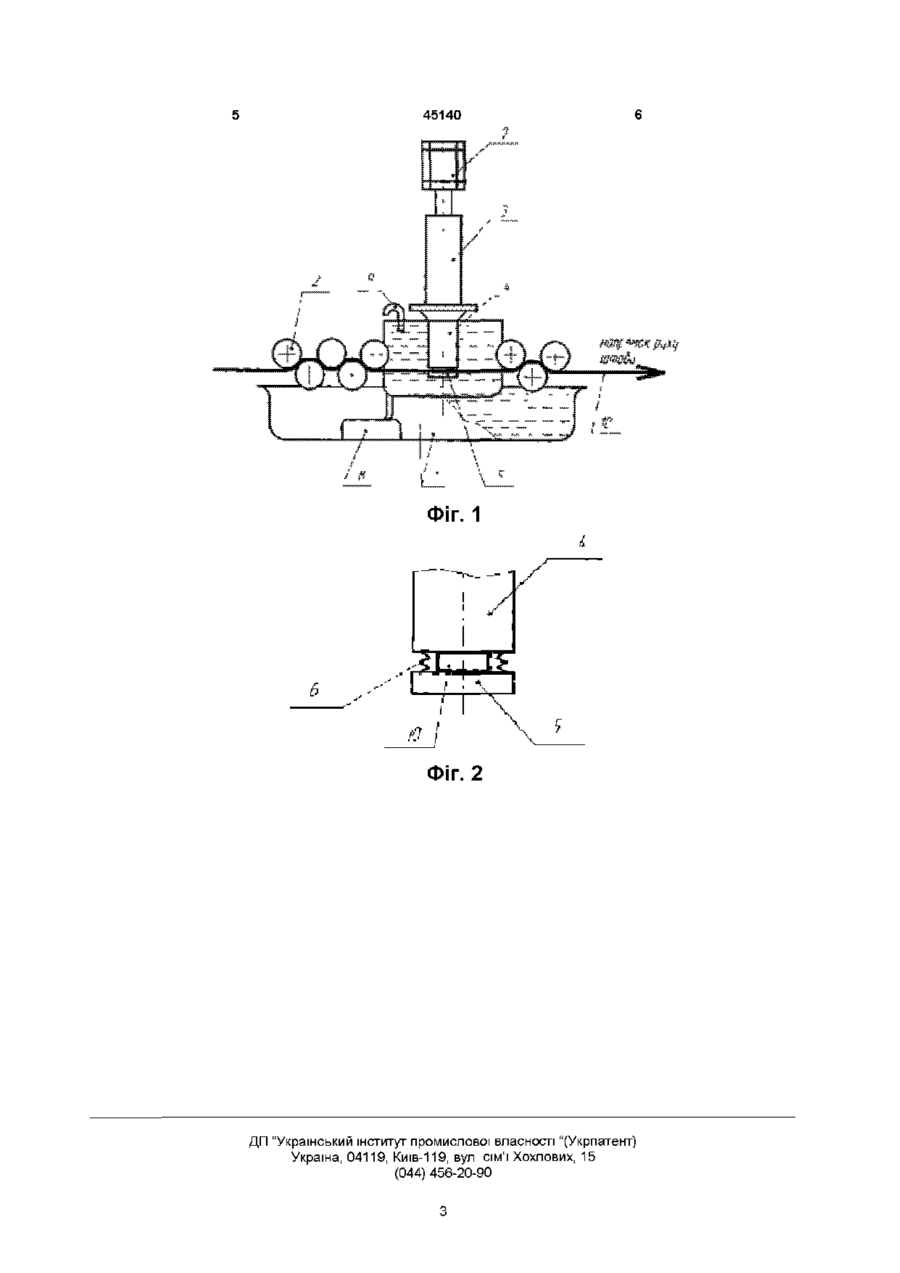
Пристрій для очищення від окалини гарячекатаної штаби, що містить ультразвуковий генератор, збуджувальний і відображальний хвилеводи, і ролики, які встановлені до і після ультразвукового генератора, який відрізняється тим, що відображальний хвилевід, виконаний у вигляді пластини, з'єднаної зі збуджувальним хвилеводом пружинними підвісками, збуджувальний і відображальний хвилеводи, занурені у ванну з рідким середовищем, а ролики, діаметр яких перевищує в 15-25 разів товщину штаби, встановлені з можливістю забезпечення згинання штаби Винахід відноситься до металургійного виробництва, а більш конкретно до устаткування для очищення поверхні прокату, і може бути використаним для очищення від окалини гарячекатаних штаб, переважно перерізом 5-ь 7 х 20-ь 30мм, які виготовляються із поліпшених середнє вуглецевих конструкційних сталей, зі змістом вуглецю 0,3 -ь 0,5% Відома ванна для очищення деталей ультразвуком, яка містить, власне, ванну, ущільнювальне кільце, діафрагму, сердечник, акустичну гуму й обмотку ультразвукового випромінювача (Долотов Г П , Кондаков Е А Оборудование термических цехов и лабораторий испытания металлов М Машиностроение, 1988 - 336 с , С 168) Вадами відомої ванни є - розміщення ультразвукового випромінювача під ванною, що вимагає ретельного ущільнення і не гарантує затікання вмісту ванни на випромінювач, - неможливість очищення довгих гарячекатаних штаб, тому що розміри навіть найбільш великих ванн, наприклад типу ВМ-400 не перевищують 1440 х 520 х 600мм Відома установка прохідного типу для ультразвукового обробляння напівфабрикатів на металургійних підприємствах, що містить раму-рольганг, генератор ультразвукових коливань типу УЗГ-1022 з магнетоскрикційним перетворювачем ПМС15А-18, установлений зверху над установкою, збу джувальний і відображальний хвилевід, пневмопривід для переміщення магнетоскрикційного перетворювача у вертикальному напрямку, дві пари тяпвних роликів, які складаються з ведучого і притискального колес, установлених симетрично з обох боків відображального хвилеводу на рамі основного рольганга, що виконаний у вигляді ролика з центральним отвором для двох півосей, які виконують одночасно роль чверть хвильової розв'язки Ведучі колеса встановлені з можливістю їхнього обертання за допомогою електродвигуна, черв'ячного редуктора і ланцюгової передачі (Биронт В С Применение ультразвука при термической обработке металлов - М Металлургия, 1977, - 169 с С 157 - 159) Ця установка є найбільш близькою за сукупністю ознак до пристрою, що заявляється, і тому прийнята як прототип Недоліком установки-прототипу є низький ступінь очищення поверхні штаби від окалини, тому що тяпвні ролики установлені так, що не забезпечують згинання штаби і механічне порушення суцільності окалини, так що подальше холодне калібрування штаби утруднюється, залишки окалини вминаються в поверхню при холодному калібруванні, що неприпустимо Крім того, виконання відображального хвилеводу у вигляді ролика з центральним отвором і двох півосей ускладнює конструкцію і неефективно, тому що забезпечує лише крапкове введення ультразвукової енергії в метал до того ж у повітряному середовищі о ю 45140 В основу винаходу поставлено задачу такого вуглецевих конструкційних сталей, зі змістом вугудосконалення пристрою для очищення від окалилецю 0,3 -ь 0,5%, містить ванну 1 заповнену рідким ни гарячекатаної штаби, що дозволило б підвищисередовищем з прорізами для введення штаби Ці ти ступінь очищення поверхні і якість холодно каліпрорізи перекриваються виступами роликів 2, що брованої штаби за рахунок попереднього механічпримикають Діаметр роликів у 15-ь 25 разів переного порушення суцільності окалини і збільшення вищує товщину оброблюваної штаби Ролики встаплощі дії ультразвукової енергії, яка вводиться одновлені до і після генератора ультразвукових коночасно в метал ливань 3 з магнетоскрикційним перетворювачем, який розміщено над ванною Збуджувальний 4 і віПоставлена задача вирішується завдяки тому, дображальний 5 хвилеводи (фіг 1 і 2), з'єднані що у відомому пристрої для очищення від окалини пружинними підвісками 6 Для переміщення магнегарячекатаної штаби, що містить ультразвуковий тоскрикційного перетворювача ультрозвукового гегенератор, збуджувальний і відображальний хвинератора призначений пневмопривід 7 Ванна 1 леводи, і ролики, які встановлені до і після ультрапостачена насосом 8 з поворотним патрубком 9 звукового генератора, новим є те, що відображадля повернення рідкого середовища у верхню часльний хвилевід, виконаний у вигляді пластини, тину ванни з'єднаної зі збуджувальним хвилеводом пружинними підвісками, збуджувальний і відображальний Пристрій для очищення від окалини гарячекахвилеводи занурені у ванну з рідким середовитаної штаби працює в такий спосіб щем, а ролики, діаметр яких перевищує в 15-ь25 Попередньо, за допомогою пнемопривода 7, разів товщину штаби, встановлені з можливістю установлюють генератор 3 ультразвукових колизабезпечення згинання штаби вань, збуджувальний 4 і відображальний 5 хвилеводи так, щоб при розтинанні пружинних ПІДВІСОК 6 Уже відомий пристрій для обробляння поверхгарячекатана штаба 10, поверхню якої необхідно ні металевої штаби, що містить розмотувач, мотаочистити від окалини, при русі виявлялася в зггклку, два ролики, розташованих симетрично площиненні зі збуджувальним 4 і відображальним 5 хвини переміщення металевої штаби з розмотувача леводами Ванну 1 заповнюють рідким середовина моталку і розміщених на обоймі з можливістю щем і включають насос 8 Через поворотний патповороту їх разом з обоймою на 270°, вакуумну карубок 9 рідке середовище заповнює верхню частимеру з електронно-плазмовими модулями в зонах ну ванни 1 і там під час роботи підтримується таконтакту вхідної і вихідної гілок штаби і системою кий рівень рідкого середовища, що дозволяє зануохолодження обойми з двома роликами (патент рити в нього штабу 10 при русі РФ № 2145912, МПК В21В 45/06) Однак два ролики навіть при їхньому спільному повороті на 270° Гарячекатану штабу задають у приведені в дію не забезпечують порушення суцільності окалини ролики 2, діаметр яких у 15-ь25 разів перевищує через значну відстань між розмотувачем і моталтовщину штаби і які встановлені з можливістю закою, так що відносна деформація ЗОВНІШНІХ ВОЛОбезпечення згинання штаби При обертанні ролиКОН виходить незначною ків, штаба згинається і переміщується зліва направо по кресленню фіг1, входить у верхню частину Завдяки тому, що в пристрої, що заявляється, ванни 1, проходить у зазор між збуджувальним 4 і діаметри роликів перевищують в 15-ь 25 разів товвідображальним 5 хвилеводами, при цьому, завдящину штаби, а самі ролики встановлені з можливіки пружинним підвіскам 6, забезпечується зггкненстю згинання штаби, досягається механічне поруня штаби 10, що очищається, зі збуджувальним 4 і шення суцільності шару окалини перед впливом відображальним 5 хвилеводами При згинанні штаультразвуку Виконання відображального хвилевоби в роликах, розміщених до генератора 3, окалиду у виді пластини, з'єднаної пружинними підвіскана механічно розпушується, а потім, при ультрами зі збуджувальним хвилеводом, розміщення звуковій обробці поверхні, легко очищається Можхвилеводів у ванні, яка заповнена рідким середоливі залишки окалини додатково руйнуються в ровище, дозволяє збільшити площу ультразвукової ликах, установлених за генератором 3 (по ходу руенергії, що вводиться одночасно в метал і підвиху штаби) щити якість і надійність очищення Пристрій для очищення від окалини гарячекатаної штаби зображено на кресленнях, де фіг 1 - принципова схема пристрою для очищення від окалини гарячекатаної штаби, фіг 2 - принципова схема взаємодії збуджувального й відображального хвилеводів Пристрій для очищення від окалини гарячекатаної штаби, переважно перерізом 5 -ь 7 х 20 -ь 30мм, яку виготовлено із поліпшених середнє При діаметрах роликів, що перевищують товщину штаби менш ніж у 15 разів, суттєво зростають зусилля, необхідні для згинання штаби й у ній можливе утворення мікротріщин При діаметрах роликів, що перевищують товщину штаби більш, ніж у 25 разів, не досягається повне розпушення окалини, якість очищення погіршується 45140 ФІГ. 1 Фіг. 2 ДП "Український інститут промислової власності "(Укрпатент) Україна, 04119, Киів-119, вул сім'ї Хохлових, 15 (044) 456-20-90
ДивитисяДодаткова інформація
Назва патенту англійськоюDevice for removal of slag from hot-rolled strip
Автори англійськоюMaksakov Anatolii Ivanovych, Riabkin Yurii Yuriiovych, Pelets Serhii Mykolaiovych, Melnyk Stanislav Mykhailovych
Назва патенту російськоюУстройство для очистки от окалины горячекатаной полосы
Автори російськоюМаксаков Анатолий Иванович, Рябкин Юрий Юрьевич, Пелец Сергей Николаевич, Мельник Станислав Михайлович
МПК / Мітки
МПК: B21B 45/04, B08B 3/12
Мітки: окалини, очищення, штаби, пристрій, гарячекатаної
Код посилання
<a href="https://ua.patents.su/3-45140-pristrijj-dlya-ochishhennya-vid-okalini-garyachekatano-shtabi.html" target="_blank" rel="follow" title="База патентів України">Пристрій для очищення від окалини гарячекатаної штаби</a>
Ділянка змотування гарячекатаної штаби
Номер патенту: 53400
Опубліковано: 15.01.2003
Автори: Барабаш Андрій Володимирович, Погребняк Микола Прокопович, Єлецьких Володимир Іванович, Білобров Юрій Миколайович, Колесников Юрій Миколайович, Стеч Володимир Станіславович
МПК: B21C 47/34
Мітки: штаби, гарячекатаної, змотування, ділянка
Формула / Реферат:
Ділянка змотування гарячекатаної штаби, що містить встановлені в технологічній послідовності летючі барабанні ножиці, кожен барабан яких обладнаний одним ножем, карусельну моталку, кілька підпільних моталок, розташованих послідовно один за одним і транспортні рольганги, при цьому карусельна моталка включає поворотний стіл із установленими на ній привідними барабанами, розвантажувальний візок з піднімальним роликовим столом і роликовий...
Ділянка високошвидкісного змотування нескінченної тонкої гарячекатаної штаби
Номер патенту: 53264
Опубліковано: 15.01.2003
Автори: Стеч Володимир Станіславович, Каушанський Ігор Борисович, Єлецьких Володимир Іванович, Барабаш Андрій Володимирович
МПК: B21C 47/34
Мітки: гарячекатаної, нескінченної, тонкої, високошвидкісного, штаби, змотування, ділянка
Формула / Реферат:
1. Ділянка високошвидкісного змотування нескінченної тонкої гарячекатаної штаби, що містить летючі ножиці, кілька моталок, розташованих під підлогою послідовно одна за одною, встановлені перед моталками задавальні ролики, кожні з яких, крім останніх, обладнані роздільним роликом, закріпленим у хитному важелі верхньої проводки, зчленованим з гідроциліндром хитання, і транспортні засоби між моталками, яка відрізняється тим, що вона обладнана...
Спосіб очищення від окалини плоскої заготовки
Номер патенту: 66601
Опубліковано: 17.05.2004
Автори: Сердюк Олексій Іванович, Діамантопуло Юлія Констянтинівна, Капланова Елена Василівна, Гладкий Антон Володимирович
МПК: B21B 45/04
Мітки: спосіб, плоскої, окалини, очищення, заготовки
Формула / Реферат:
Спосіб очищення від окалини плоскої заготовки, який включає очищення плоскої заготовки від окалини шляхом механічного впливу на неї, який відрізняється тим, що механічний вплив на шар окалини здійснюють методом кругової прокатки плоскої заготовки з одночасним локальним знакоперемінним навантаженням периферійної кільцевої частини заготовки.
Спосіб стабілізації форми гарячекатаної штаби
Номер патенту: 43354
Опубліковано: 17.12.2001
Автори: Поліщук Валентин Михайлович, Самохвалов Микола Іванович, Ботштейн Володимир Абрамович, Деркач Дмитро Олександрович
МПК: B21B 1/22, B21B 37/28
Мітки: спосіб, стабілізації, штаби, форми, гарячекатаної
Формула / Реферат:
1.Способ стабилизации формы горячекатаной полосы, включающий измерение параметров, определяющих форму полосы, и регулирование профиля рабочих валков изменением давления в гидроцилиндрах противоизгиба, отличающийся тем, что при получении первичного сигнала нарушения формы полосы одновременно воздействуют на форму полосы изменением давления в гидроцилиндрах противоизгиба и регулированием теплового профиля соответствующих участков бочки рабочих...
Пристрій для очищення каналізаційного тунелю від окалини
Номер патенту: 12883
Опубліковано: 28.02.1997
Автори: Бондарєв Микола Андрійович, Усачов Володимир Петрович, Привалов Микита Гнатович, Проценко Юрій Миколайович, Привалов Ігор Микитович
МПК: B21B 9/00
Мітки: окалини, очищення, пристрій, тунелю, каналізаційного
Формула / Реферат:
(57)1. Устройство для очистки канализационного тоннеля от окалины, содержащее средства рыхления и транспортирования окалины, установленные на гибком тянущем органе отличающееся тем, что оно снабжено вертикально установленной рамой с защитным покрытием, выполненной ввиде двух стоек, соединенных поперечинами, в которой с возможностью поворота смонтирована станина для установки...
Попередній патент: Вантажоупорний зупинник
Наступний патент: Фармацевтичний препарат моксифлоксацину та спосіб його одержання
Випадковий патент: Спосіб стабілізації рідких комплексних добрив