Спосіб стабілізації форми гарячекатаної штаби
Номер патенту: 43354
Опубліковано: 17.12.2001
Автори: Ботштейн Володимир Абрамович, Самохвалов Микола Іванович, Поліщук Валентин Михайлович, Деркач Дмитро Олександрович
Формула / Реферат
1.Способ стабилизации формы горячекатаной полосы, включающий измерение параметров, определяющих форму полосы, и регулирование профиля рабочих валков изменением давления в гидроцилиндрах противоизгиба, отличающийся тем, что при получении первичного сигнала нарушения формы полосы одновременно воздействуют на форму полосы изменением давления в гидроцилиндрах противоизгиба и регулированием теплового профиля соответствующих участков бочки рабочих валков секционированным охлаждением, а при появлении нулевого сигнала нарушения формы полосы давление в гидроцилиндрах противоизгиба уменьшают со скоростью
![]() ,
,
где t - постоянная времени звена регулирования теплового профиля (время, необходимое для стабилизации формы полосы путем регулирования профиля рабочего валка охлаждением соответствующих участков бочки при максимальном расходе охладителя и отключенной системе противоизгиба), с;
DР - необходимое для стабилизации формы полосы изменение давления в гидроцилиндрах противоизгиба (при отключенной системе управления тепловой профилировкой секционированным охлаждением), МН;
а воздействие на тепловой профиль рабочих валков секционированным охлаждением соответствующих участков их бочки оставляют без изменения, при этом уменьшение давления в гидроцилиндрах противоизгиба осуществляют до появления вторичного сигнала нарушения формы полосы, при появлении которого оставляют величину давления в гидроцилиндрах противоизгиба на уровне, предшествующем появлению вторичного сигнала, и возобновляют это уменьшение давления при получении нулевого сигнала нарушения формы полосы.
2. Способ по п.1, отличающийся тем, что уменьшение давления в гидроцилиндрах противоизгиба осуществляют до минимально возможного уровня.
3. Способ по п.1, отличающийся тем, что начальные значения расходов охладителя по секциям коллектора устанавливают на уровне их средней
производительности.
4. Способ по п.1, отличающийся тем, что при получении первичного сигнала нарушения формы полосы расход охладителя через сответствующую секцию коллектора изменяют до максимального или минимального значения.
Текст
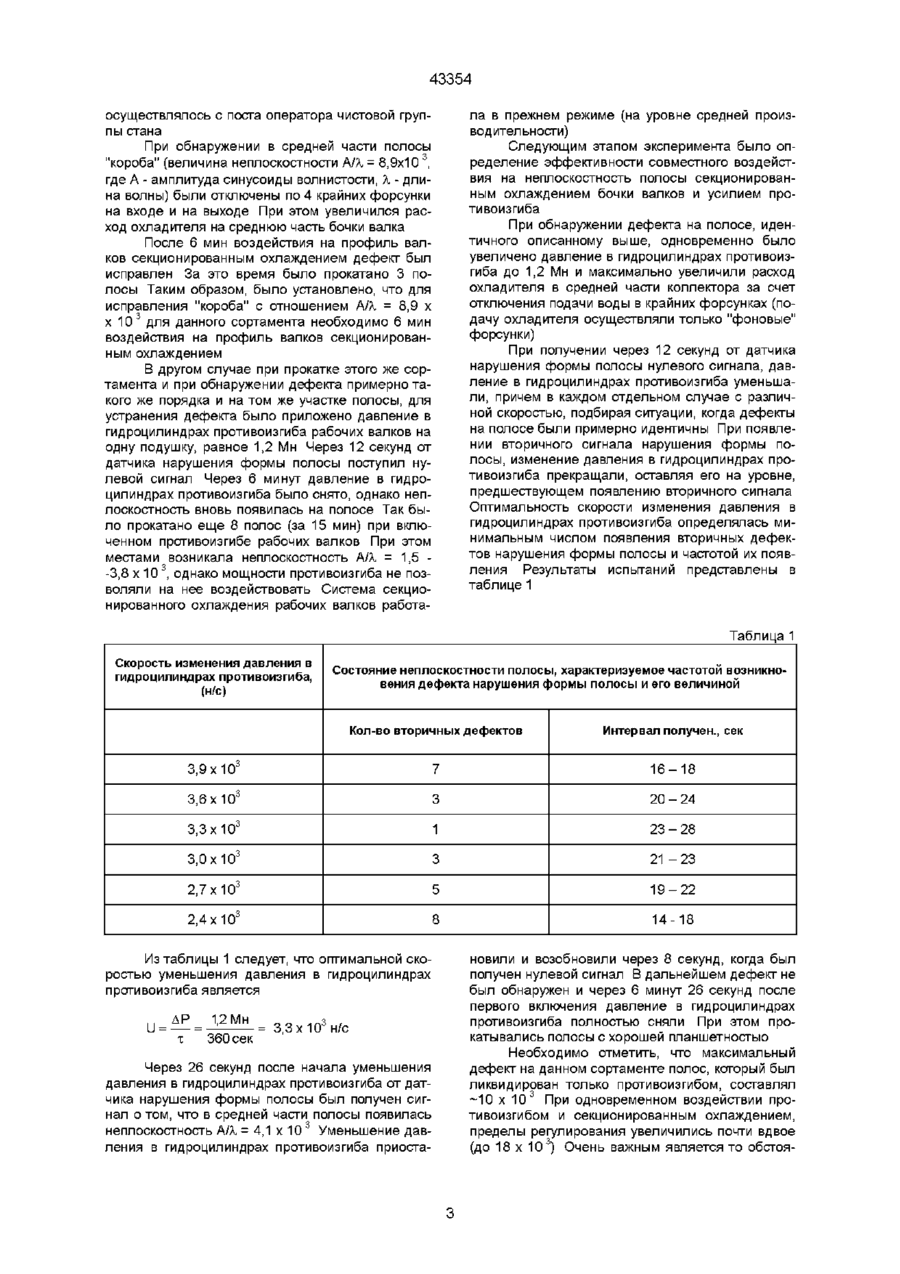
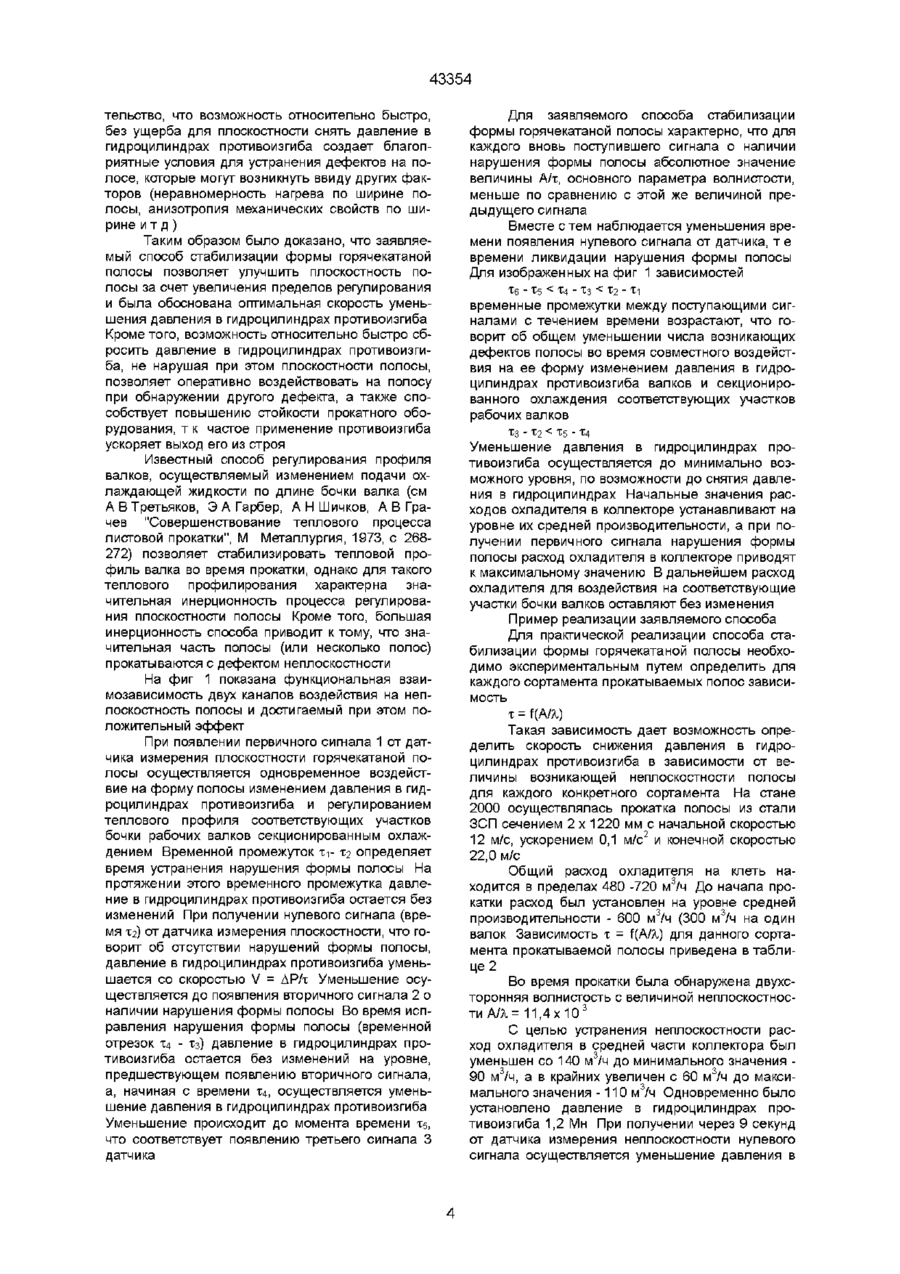
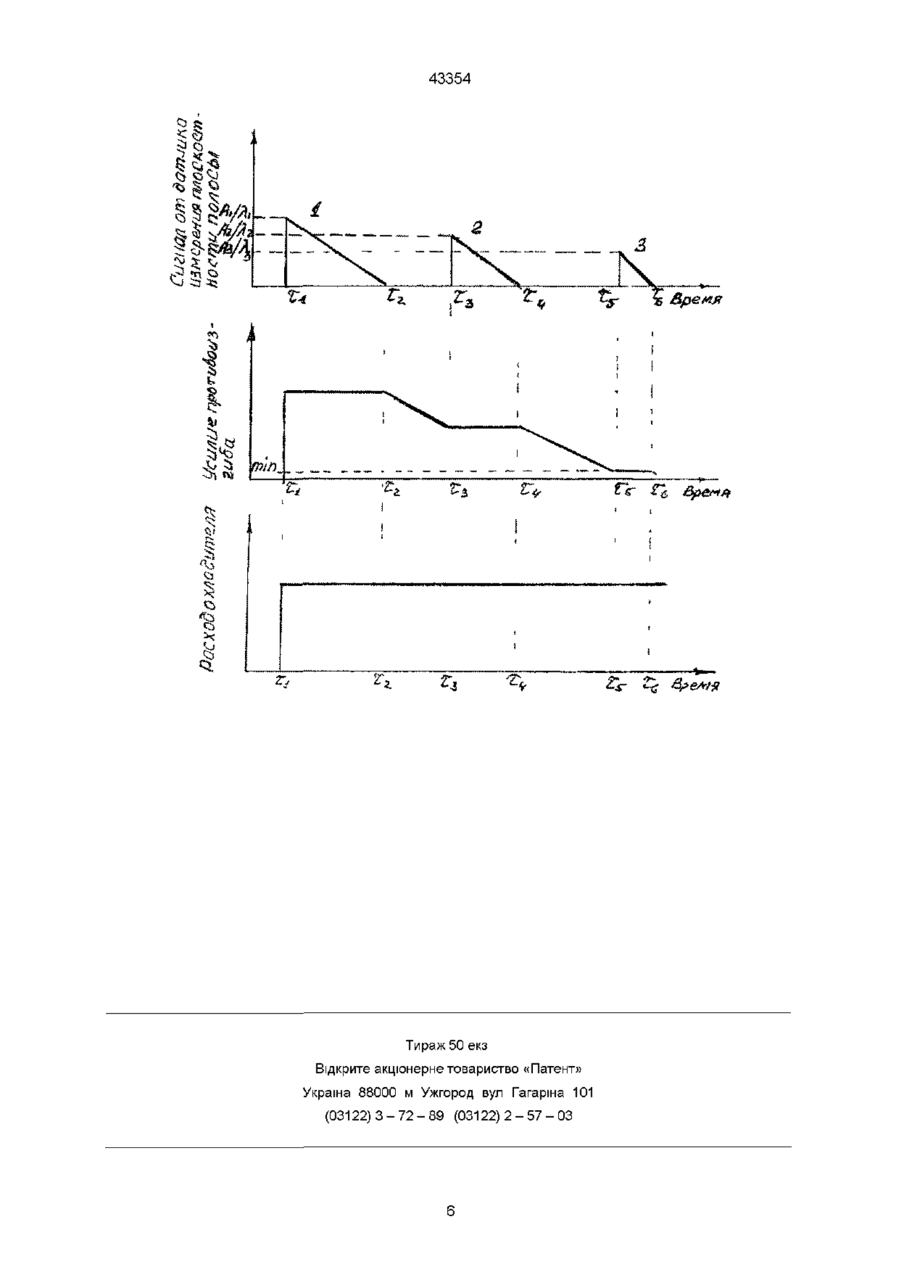
1 Способ стабилизации формы горячекатаной полосы, включающий измерение параметров, определяющих форму полосы, и регулирование профиля рабочих валков изменением давления в гидроцилиндрах противоизгиба, отличающийся тем, что при получении первичного сигнала нарушения формы полосы одновременно воздействуют на форму полосы изменением давления в гидроцилиндрах противоизгиба и регулированием теплового профиля соответствующих участков бочки рабочих валков секционированным охлаждением, а при появлении нулевого сигнала нарушения формы полосы давление в гидроцилиндрах противоизгиба уменьшают со скоростью Предполагаемое изобретение относится к технологии горячей прокатки и может быть использовано при регулировании поперечного профиля горячекатаной полосы Известен способ регулирования поперечного профиля листов при прокатке, основанный на регулировании прогиба рабочих валков с помощью силового противодействия на бочку опорного Tanya где х - постоянная времени звена регулирования теплового профиля (время, необходимое для стабилизации формы полосы путем регулирования профиля рабочего валка охлаждением соответствующих участков бочки при максимальном расходе охладителя и отключенной системе противоизгиба), с, ДР - необходимое для стабилизации формы полосы изменение давления в гидроцилиндрах противоизгиба (при отключенной системе управления тепловой профилировкой секционированным охлаждением), МН, а воздействие на тепловой профиль рабочих валков секционированным охлаждением соответствующих участков их бочки оставляют без изменения, при этом уменьшение давления в гидроцилиндрах противоизгиба осуществляют до появления вторичного сигнала нарушения формы полосы, при появлении которого оставляют величину давления в гидроцилиндрах противоизгиба на уровне, предшествующем появлению вторичного сигнала, и возобновляют это уменьшение давления при получении нулевого сигнала нарушения формы полосы 2 Способ по п 1, отличающийся тем, что уменьшение давления в гидроцилиндрах противоизгиба осуществляют до минимально возможного уровня 3 Способ по п 1, отличающийся тем, что начальные значения расходов охладителя по секциям коллектора устанавливают на уровне их средней производительности 4 Способ по п 1 , отличающийся тем, что при получении первичного сигнала нарушения формы полосы расход охладителя через сответствующую секцию коллектора изменяют до максимального или минимального значения или рабочего валка в направлении, противоположном усилию прокатки (см патент США № 3315506 кл 72-9, 1972) Основной недостаток известного способа заключается в том, что система противодействия на бочку валка должна отключаться перед выходом металла из валков и включаться после входа металла в валки, что обуславливает наличие О ю го го 43354 нерегулируемых участков по длине раската Кроме того, дополнительные опоры на бочку валков вызывают их местный износ, ухудшающий качество готовой продукции Наиболее близким к заявляемому изобретению по совокупности признаков является выбранный в качестве прототипа способ контроля формы полосы, реализуемый устройством для контроля формы (см патент США № 4648256, МПК4 В 21 В 37/10, 1985), в котором оптимальное усилие противоизгиба выбирают в зависимости от измеренных параметров теплового профиля валка и его износа Недостаток указанного способа заключается втом, что для устранения нарушения формы прокатываемой полосы в ряде случаев (в зависимости от величины неплоскостности, износа валка и его теплового профиля) требуется приложить к подушкам валков значительные усилия регулирования, что ухудшает условия эксплуатации подшипников валков и снижает их долговечность В основу заявляемого изобретения поставлена задача создания такого способа стабилизации формы горячекатаной полосы, который обеспечит увеличение пределов регулирования, что, в свою очередь, позволит улучшить плоскостность полосы Поставленная задача решается тем, что в известном способе стабилизации формы горячекатаной полосы, включающем измерение параметров, определяющих форму полосы, и регулирование профиля рабочих валков изменением давления в гидроцилиндрах противоизгиба, согласно заявляемому изобретению при получении первичного сигнала нарушения формы полосы одновременно воздействуют на форму полосы изменением давления в гидроцилиндрах противоизгиба и регулированием теплового профиля соответствующих участков бочки рабочих валков секционированным охлаждением, а при появлении нулевого сигнала нарушения формы полосы давление в гидроцилиндрах противоизгиба уменьшают со скоростью где х - постоянная времени звена регулирования теплового профиля (время, необходимое для стабилизации формы полосы путем регулирования профиля рабочего валка охлаждением соответствующих участков бочки при максимальном расходе охладителя и отключенной системе противоизгиба), с, ДР - необходимое для стабилизации формы полосы давления в гидроцилиндрах противоизгиба (при отключенной системе управления тепловой профилировкой секционированным охлаждением), Мн, а воздействие на тепловой профиль рабочих валков секционированным охлаждением соответствующих участков их бочки оставляют без изменения, при этом уменьшение давления в гидроцилиндрах противоизгиба осуществляют до появления вторичного сигнала нарушения формы полосы, при появления которого оставляют величину давления в гидроцилиндрах противоизгиба на уровне, предшествующем появлению вторичного сигнала, и возобновляют это уменьшение давления при получении нулевого сигнала нарушения формы полосы Распределение давления по длине бочки валка в процессе горячей прокатки постоянно изменяется Возникновение неравномерной деформации в поперечном направлении обусловлено поперечной разнотолщинностью подката, анизотропией химического состава и механических свойств по ширине полосы, неравномерностью нагрева и колебанием температуры вдоль бочки валков Перечисленные факторы находятся в сложной функциональной зависимости от поперечной разнотолщинности и волнистости полосы, что исключает возможность их устранения единым методом Изменяющиеся технологические параметры (толщина полосы, скорость, температура подката, коэффициент трения в очаге деформации) оказывают непосредственное и прямое влияние на размеры и форму полосы, а также косвенное - через тепловой профиль валков Непосредственное воздействие на полосу указанных параметров устраняется с помощью быстродействующих систем регулирования толщин, профиля и формы Косвенное воздействие в связи с инерционностью теплового профиля накапливается постоянно, что приводит к отклонениям от исходной настройки стана Следовательно, для получения точных горячекатаных полос современные станы целесообразно оснащать комплексными системами автоматического регулирования, способными устранять влияние нестабильности технологических параметров процесса на размеры и форму проката Одновременное воздействие на форму полосы двумя каналами регулирования - противоизгибом и секционированным охлаждением бочки валков - увеличивает возможности оператора стана эффективно воздействовать на профиль полосы Совместное воздействие этими каналами на форму полосы позволяет через небольшой интервал времени сбросить давление в гидроцилиндрах противоизгиба, что благоприятно отражается на стойкости валков и увеличивает пределы регулирования формы полосы противоизгибом Для определения возможности и эффективности совместного воздействия на форму полосы двух каналов регулирования проводились опытнопромышленные исследования На стане 2000 осуществлялась прокатка полосы 5 х 1950 мм из стали 09Г2СФБ с начальной скоростью 5,5 м/с, ускорением 0,04 м/с и конечной скоростью 9,5 м/с Валки охлаждались как со стороны входа, так и со стороны выхода полосы из очага деформации, причем коллектор со стороны входа оснащен 13 форсунками сечением 8 х 16 мм с возможностью отключения каждой форсунки, а со стороны выхода - 25 форсунками таким же сечением 8 x 1 6 мм, при этом 12 форсунок (через одну) являются "фоновыми" и осуществляют постоянное орошение бочки валков, а 13 форсунок, также как и на входе, оснащены индивидуальными запорными клапанами При открытых форсунках общий расход охладителя на клеть составлял 720 м3/ч (минимальный - 480 м3/ч, исходя из условий блокировки на минимальный расход охладителя на клеть) Управление работой каждой форсунки 43354 осуществлялось с поста оператора чистовой группы стана При обнаружении в средней части полосы "короба" (величина не плоскости ости А/Л, = 8,9x10 3, где А - амплитуда синусоиды волнистости, Л, - длина волны) были отключены по 4 крайних форсунки на входе и на выходе При этом увеличился расход охладителя на среднюю часть бочки валка После 6 мин воздействия на профиль валков секционированным охлаждением дефект был исправлен За это время было прокатано 3 полосы Таким образом, было установлено, что для исправления "короба" с отношением А/Л, = 8,9 х х 10 3 для данного сортамента необходимо 6 мин воздействия на профиль валков секционированным охлаждением В другом случае при прокатке этого же сортамента и при обнаружении дефекта примерно такого же порядка и на том же участке полосы, для устранения дефекта было приложено давление в гидроцилиндрах противоизгиба рабочих валков на одну подушку, равное 1,2 Мн Через 12 секунд от датчика нарушения формы полосы поступил нулевой сигнал Через 6 минут давление в гидроцилиндрах противоизгиба было снято, однако неплоскостность вновь появилась на полосе Так было прокатано еще 8 полос (за 15 мин) при включенном противоизгибе рабочих валков При этом местами возникала неплоскостность А/Л, = 1,5 -3,8 х 10 3, однако мощности противоизгиба не позволяли на нее воздействовать Система секционированного охлаждения рабочих валков работа ла в прежнем режиме (на уровне средней производительности) Следующим этапом эксперимента было определение эффективности совместного воздействия на неплоскостность полосы секционированным охлаждением бочки валков и усилием противоизгиба При обнаружении дефекта на полосе, идентичного описанному выше, одновременно было увеличено давление в гидроцилиндрах противоизгиба до 1,2 Мн и максимально увеличили расход охладителя в средней части коллектора за счет отключения подачи воды в крайних форсунках (подачу охладителя осуществляли только "фоновые" форсунки) При получении через 12 секунд от датчика нарушения формы полосы нулевого сигнала, давление в гидроцилиндрах противоизгиба уменьшали, причем в каждом отдельном случае с различной скоростью, подбирая ситуации, когда дефекты на полосе были примерно идентичны При появлении вторичного сигнала нарушения формы полосы, изменение давления в гидроцилиндрах противоизгиба прекращали, оставляя его на уровне, предшествующем появлению вторичного сигнала Оптимальность скорости изменения давления в гидроцилиндрах противоизгиба определялась минимальным числом появления вторичных дефектов нарушения формы полосы и частотой их появления Результаты испытаний представлены в таблице 1 Таблица 1 Скорость изменения давления в гидроцилиндрах противоизгиба, (н/с) Состояние неплоскостности полосы, характеризуемое частотой возникновения дефекта нарушения формы полосы и его величиной Кол-во вторичных дефектов Интервал получен., сек 3,9x10 3 7 16-18 3,6x10 3 3 20-24 3,3x10 3 1 23-28 3,0x10 3 3 21 - 2 3 2,7x10 3 5 19-22 2,4x10 3 8 14-18 Из таблицы 1 следует, что оптимальной скоростью уменьшения давления в гидроцилиндрах противоизгиба является U= ДР t 2 M H 360 сек =3,Зх103н/с Через 26 секунд после начала уменьшения давления в гидроцилиндрах противоизгиба от датчика нарушения формы полосы был получен сигнал о том, что в средней части полосы появилась не плоскости ость А/Л, = 4,1 х 10 3 Уменьшение давления в гидроцилиндрах противоизгиба приоста новили и возобновили через 8 секунд, когда был получен нулевой сигнал В дальнейшем дефект не был обнаружен и через 6 минут 26 секунд после первого включения давление в гидроцилиндрах противоизгиба полностью сняли При этом прокатывались полосы с хорошей планшетностыо Необходимо отметить, что максимальный дефект на данном сортаменте полос, который был ликвидирован только противоизгибом, составлял -10 х 10 При одновременном воздействии противоизгибом и секционированным охлаждением, пределы регулирования увеличились почти вдвое (до 18 х 10 3) Очень важным является то обстоя 43354 тельство, что возможность относительно быстро, без ущерба для плоскостности снять давление в гидроцилиндрах противоизгиба создает благоприятные условия для устранения дефектов на полосе, которые могут возникнуть ввиду других факторов (неравномерность нагрева по ширине полосы, анизотропия механических свойств по ширине и т д) Таким образом было доказано, что заявляемый способ стабилизации формы горячекатаной полосы позволяет улучшить плоскостность полосы за счет увеличения пределов регулирования и была обоснована оптимальная скорость уменьшения давления в гидроцилиндрах противоизгиба Кроме того, возможность относительно быстро сбросить давление в гидроцилиндрах противоизгиба, не нарушая при этом плоскостности полосы, позволяет оперативно воздействовать на полосу при обнаружении другого дефекта, а также способствует повышению стойкости прокатного оборудования, т к частое применение противоизгиба ускоряет выход его из строя Известный способ регулирования профиля валков, осуществляемый изменением подачи охлаждающей жидкости по длине бочки валка (см А В Третьяков, Э А Гарбер, А Н Шичков, А В Грачев "Совершенствование теплового процесса листовой прокатки", М Металлургия, 1973, с 268272) позволяет стабилизировать тепловой профиль валка во время прокатки, однако для такого теплового профилирования характерна значительная инерционность процесса регулирования плоскостности полосы Кроме того, большая инерционность способа приводит к тому, что значительная часть полосы (или несколько полос) прокатываются с дефектом неплоскостности На фиг 1 показана функциональная взаимозависимость двух каналов воздействия на неплоскостность полосы и достигаемый при этом положительный эффект При появлении первичного сигнала 1 от датчика измерения плоскостности горячекатаной полосы осуществляется одновременное воздействие на форму полосы изменением давления в гидроцилиндрах противоизгиба и регулированием теплового профиля соответствующих участков бочки рабочих валков секционированным охлаждением Временной промежуток х г Х2 определяет время устранения нарушения формы полосы На протяжении этого временного промежутка давление в гидроцилиндрах противоизгиба остается без изменений При получении нулевого сигнала (время хг) от датчика измерения плоскостности, что говорит об отсутствии нарушений формы полосы, давление в гидроцилиндрах противоизгиба уменьшается со скоростью V = ДР/х Уменьшение осуществляется до появления вторичного сигнала 2 о наличии нарушения формы полосы Во время исправления нарушения формы полосы (временной отрезок Х4 - хз) давление в гидроцилиндрах противоизгиба остается без изменений на уровне, предшествующем появлению вторичного сигнала, а, начиная с времени Х4, осуществляется уменьшение давления в гидроцилиндрах противоизгиба Уменьшение ПРОИСХОДИТ ДО МОМеНТа Времени Х5, что соответствует появлению третьего сигнала 3 датчика Для заявляемого способа стабилизации формы горячекатаной полосы характерно, что для каждого вновь поступившего сигнала о наличии нарушения формы полосы абсолютное значение величины А/х, основного параметра волнистости, меньше по сравнению с этой же величиной предыдущего сигнала Вместе с тем наблюдается уменьшения времени появления нулевого сигнала от датчика, т е времени ликвидации нарушения формы полосы Для изображенных на фиг 1 зависимостей Хб - Х5 < Х4 - Хз < Х2 - Х1 временные промежутки между поступающими сигналами с течением времени возрастают, что говорит об общем уменьшении числа возникающих дефектов полосы во время совместного воздействия на ее форму изменением давления в гидроцилиндрах противоизгиба валков и секционированного охлаждения соответствующих участков рабочих валков Хз - Х2 < Х5 - Х4 Уменьшение давления в гидроцилиндрах противоизгиба осуществляется до минимально возможного уровня, по возможности до снятия давления в гидроцилиндрах Начальные значения расходов охладителя в коллекторе устанавливают на уровне их средней производительности, а при получении первичного сигнала нарушения формы полосы расход охладителя в коллекторе приводят к максимальному значению В дальнейшем расход охладителя для воздействия на соответствующие участки бочки валков оставляют без изменения Пример реализации заявляемого способа Для практической реализации способа стабилизации формы горячекатаной полосы необходимо экспериментальным путем определить для каждого сортамента прокатываемых полос зависимость х = f (AA,) Такая зависимость дает возможность определить скорость снижения давления в гидроцилиндрах противоизгиба в зависимости от величины возникающей неплоскостности полосы для каждого конкретного сортамента На стане 2000 осуществлялась прокатка полосы из стали ЗСП сечением 2 х 1220 мм с начальной скоростью 12 м/с, ускорением 0,1 м/с2 и конечной скоростью 22,0 м/с Общий расход охладителя на клеть находится в пределах 480 -720 м3/ч До начала прокатки расход был установлен на уровне средней производительности - 600 м3/ч (300 м3/ч на один валок Зависимость х = f(A/A.) для данного сортамента прокатываемой полосы приведена в таблице 2 Во время прокатки была обнаружена двухсторонняя волнистость с величиной неплоскостности МХ= 1 1 , 4 х Ю 3 С целью устранения неплоскостности расход охладителя в средней части коллектора был уменьшен со 140 м3/ч до минимального значения 90 м3/ч, а в крайних увеличен с 60 м3/ч до максимального значения -110 м3/ч Одновременно было установлено давление в гидроцилиндрах противоизгиба 1,2 Мн При получении через 9 секунд от датчика измерения неплоскостности нулевого сигнала осуществляется уменьшение давления в 43354 гидроцилиндрах противоизгиба со скоростью 380 = А/Л, = 11,4x10 составляет 6 минут 20 секунд Из вышеизложенного следует сделать вывод о целесообразности использования одновременного воздействия давлением в гидроцилиндрах противоизгиба и охлаждением участков бочки валка при ликвидации не плоскости ости полосы При этом наблюдается резкое повышение эффективности исправления дефектов неплоскостности на полосе Заявляемый способ стабилизации формы горячекатаной полосы может быть реализован с помощью действующих систем противоизгиба рабочих валков и секционированных коллекторов для охлаждения валков Согласно данным промышленных экспериментов заявляемое изобретение, по сравнению с прототипом, обладает следующими преимуществами - существенно увеличивает пределы возможного устранения дефектов нарушения формы полосы, - позволяет гибко воздействовать, на несимметричные по ширине полосы дефекты (например, односторонняя "волна"), - повышает возможности воздействия на планшетность полос при появлении повторяющихся через небольшой интервал времени дефектов Заявляемый способ представляет собой значительный интерес для народного хозяйства, т к позволяет - улучшить качество проката, - повысить стойкость рабочих валков з Через 25 секунд после начала снижения давления в гидроцилиндрах противоизгиба был получен вторичный сигнал о наличии неплоскост3 ности полосы с параметрами А/Л, = 8,7 х 10 Снижение давления в гидроцилиндрах противоизгиба было остановлено и возобновлено через 6 секунд после получения от датчика нулевого сигнала В дальнейшем сигналов от датчика не поступало и через 4 минуты 5 секунд после включения давление в гидроцилиндрах противоизгиба было доведено до нулевого значения Таким образом, устранение неплоскостности полосы при одновременном воздействии давлением в гидроцилиндрах противоизгиба и охлаждением соответствующих участков бочки валка после появления первичного сигнала от датчика было осуществлено за 9 секунд Аналогичное время устранения дефекта достижимо и при воздействии на плоскостность лишь усилием противоизгиба, но в этом случае является невозможным дальнейшее снижение давления в гидроцилиндрах, что затрудняет возможность исправления этим же способом вторичных дефектов и негативно сказывается на стойкости рабочих валков Использование способа регулирования профиля валков за счет изменения подачи охлаждающей жидкости является инерционным процессом Время устранения неплоскостности с параметрами Таблица 2 А/ЯхЮ"3 8,7 9,1 9,6 10,2 11,4 11,6 13,2 15,6 17,0 Т, сек 210 250 270 340 380 450 560 610 670 43354 Тираж 50 екз Відкрите акціонерне товариство «Патент» Україна 88000 м Ужгород вул Гагаріна 101 (03122) 3 - 7 2 - 8 9 (03122) 2 - 5 7 - 0 3
ДивитисяДодаткова інформація
Автори англійськоюBotshtein Volodymyr Abramovych, Samokhvalov Mykola Ivanovych, Derkach Dmytro Oleksandrovych
Автори російськоюБотштейн Владимир Абрамович, Самохвалов Николай Иванович, Деркач Дмитрий Александрович
МПК / Мітки
МПК: B21B 1/22, B21B 37/28
Мітки: форми, штаби, стабілізації, спосіб, гарячекатаної
Код посилання
<a href="https://ua.patents.su/6-43354-sposib-stabilizaci-formi-garyachekatano-shtabi.html" target="_blank" rel="follow" title="База патентів України">Спосіб стабілізації форми гарячекатаної штаби</a>
Спосіб стабілізації форми штаби на стані кварто
Номер патенту: 33722
Опубліковано: 15.02.2001
Автори: Яланський Вячеслав Петрович, Трофімов Віталій Олександрович, Коваль Сергій Миколайович, Тилик Василь Трохимович, Солтан Андрій Станіславович, Піховкін Микола Миколайович, Путнокі Олександр Юліусович
МПК: B21B 37/28
Мітки: штаби, стані, кварто, форми, спосіб, стабілізації
Текст:
...знімають і відновлюють його першопочаткове значення у момент виходу штаби з валків. У тому випадку, якщо у відсутності штаби у кліті зазор між валками перебудовують з додатного на від'ємний, то, згідно з винаходом, зусилля гідрозрівноважування знімають і відновлюють його при зміні зазору з від ємного на додатний. Тобто у останньому випадку, якщо опісля виходу чергової штаби з валків зазор між валками залишається від'ємним, то...
Спосіб оцінювання форми штаби при прокатуванні

Номер патенту: 14354
Опубліковано: 25.04.1997
Автори: Федорінов Володимир Анатольович, Потапкін Віктор Федорович, Сатонін Олександр Володимирович, Рудь Володимир Павлович
МПК: B21B 37/16
Мітки: прокатуванні, оцінювання, форми, штаби, спосіб
Формула / Реферат:
Способ оценки формы полосы при прокатке, путем измерения относительного распределения натяжений по ее ширине, отличающийся тем, что, с целью упрощения реализации и расширения диапазона использования, прокатываемую полосу после выхода из валкой подвергают по ширине синхронным ударам телами с одинаковыми упругими свойствами и массой, сравнивают значения ударных импульсов, например, высоту подъема тел после удара о полосу, и по наличию...
Спосіб стабілізації форми штаби на стані кварто
Номер патенту: 34180
Опубліковано: 15.02.2001
Автори: Тилик Василь Трохимович, Солтан Андрій Станіславович, Піховкін Микола Миколайович, Путнокі Олександр Юліусович, Яланський Вячеслав Петрович, Коваль Сергій Миколайович, Трофімов Віталій Олександрович
МПК: B21B 37/28
Мітки: стані, стабілізації, штаби, кварто, форми, спосіб
Текст:
...підшипник знаходиться під навантаженням. Затверджуваний спосіб дає можливість скоротити сумарний час прикладання зусилля QB гідровигину, тому що, згідно винаходу, в момент виходу штаби з валків зусилля QB знімають, а в момент захвату валками слідуючої штаби відновлюють його задане значення, тобто у час пауз у прокатці штабів зусилля гідровигину відсутнє. QB = 0 і, як походить з (1), QP = QЗ. Скоротивши таким чином тривалість прикладання...
Спосіб регулювання виготовлення гарячекатаної стрічки
Номер патенту: 27345
Опубліковано: 15.09.2000
Автори: Сьоргел Гюнтер, Шмід Фрідманн
МПК: B21B 37/28
Мітки: виготовлення, спосіб, гарячекатаної, регулювання, стрічки
Текст:
...изменение выпуклости. В качестве критерия для перераспределения усилия прокатки отдельных клетей прокатного стана, в частности, стана для горячей прокатки полосы, используют идеальную прямую управления формы. Для разделения отдельных усилий прокатки для достижения необходимого в прокатном стане суммарного усилия прокатки используют вычисленное оптимирующей вычислительной машиной с помощью прямой управления формы распределение отдельных...
Вузол подушок чотирьохвалкової листової кліті

Номер патенту: 17812
Опубліковано: 03.06.1997
Автори: Клєвцов Олег Михайлович, Штехно Олег Миколайович, Карташов Анатолій Андрійович, Тилик Василь Трохимович, Ніколаєв Віктор Олександрович, Мовшович Вілорд Соломонович, Ємельяненко Анатолій Григорович, Кудрин Володимир Іванович, Васильєв Олександр Геннадійович
МПК: B21B 31/00
Мітки: вузол, кліті, листової, подушок, чотирьохвалкової
Формула / Реферат:
Узел подушек четырехвалковой листовой клети, содержащий подушки рабочих валков, установленные в расточках подушек опорных валков, гидравлическое устройство противоизгиба рабочих валков, совмещенное с уравновешивающим устройством, и содержащее плунжеры в подушках рабочих валков и систему подачи масла к плунжерам, отличающийся тем, что по оси гидравлического плунжера противоизгиба в расточке подушки верхнего рабочего валка установлен ползун с...