Спосіб виготовлення поліетиленової рукавної плівки

Формула / Реферат
1. Спосіб виготовлення поліетиленової рукавної плівки, згідно з яким полімер у вигляді гранул вручну або пневматично подають до бункера екструдера, звідки гранули під силою тяжіння просуваються вниз і заповнюють міжвитковий простір обертального шнека і далі за допомогою обертального шнека гранули просувають вздовж циліндра до формувальної кільцевої кутової головки, в якій розплав розсікають дорном і, виходячи, він має форму циліндра, після цього екструдат охолоджують зовні повітрям, що надходить з щілини порожнистого кільця, причому момент затвердіння розплаву фіксують появою характерної межі помутніння рукава - лінії кристалізації, до якої екструдат-рукав розтягують по довжині за допомогою тягнучих валків та роздувають повітрям, що міститься всередині рукава, по діаметру, витягнуту в двох або в одному напрямку плівку після лінії кристалізації продовжують охолоджувати повітрям навколишнього середовища, а потім поступово її складають за допомогою складаних щік, розбіжних під кутом, рух плівки та її витяжку здійснюють за допомогою тягнучих валків, які щільно притиснуті до плівки, далі рукав у складеному вигляді або розрізають по боках ножами та намотують на дві бобіни одинарним шаром, або не розрізають та намотують подвійним шаром на одну бобіну, який відрізняється тим, що використовують змішані гранули з поліетилену низького тиску та поліетилену високого тиску.
2. Спосіб за п. 1, який відрізняється тим, що для одержання плівок звичайного призначення співвідношення гранул поліетилену низького тиску та поліетилену високого тиску становить 40:60 або 50:50.
3. Спосіб за п. 1, який відрізняється тим, що для одержання плівок термоусадкових співвідношення гранул поліетилену низького тиску та поліетилену високого тиску становить 75:25±10.
4. Спосіб за п. 1, який відрізняється тим, що до змішаних гранул з поліетилену низького тиску та поліетилену високого тиску додають гранули лінійного поліетилену.
5. Спосіб за п. 4, який відрізняється тим, що для одержання плівок особливо міцних термоусадкових співвідношення гранул поліетилену низького тиску, поліетилену високого тиску та лінійного поліетилену становить 60:20:20±10.
6. Спосіб за п. 4, який відрізняється тим, що для одержання плівок прозорих з високою еластичністю співвідношення гранул поліетилену низького тиску, поліетилену високого тиску та лінійного полімеру становить 84:8:8±10.
Текст
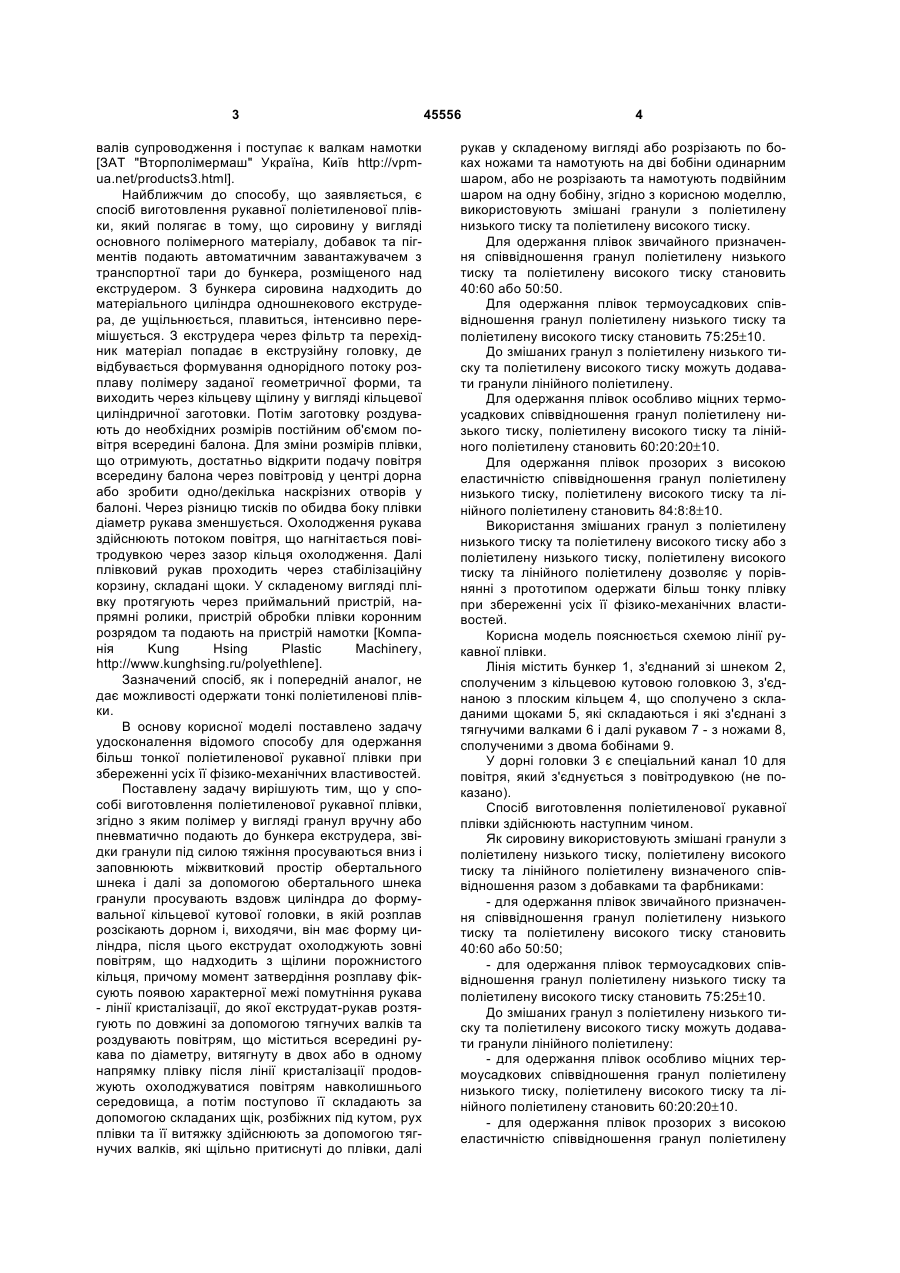
1. Спосіб виготовлення поліетиленової рукавної плівки, згідно з яким полімер у вигляді гранул вручну або пневматично подають до бункера екструдера, звідки гранули під силою тяжіння просуваються вниз і заповнюють міжвитковий простір обертального шнека і далі за допомогою обертального шнека гранули просувають вздовж циліндра до формувальної кільцевої кутової головки, в якій розплав розсікають дорном і, виходячи, він має форму циліндра, після цього екструдат охолоджують зовні повітрям, що надходить з щілини порожнистого кільця, причому момент затвердіння розплаву фіксують появою характерної межі помутніння рукава - лінії кристалізації, до якої екструдат-рукав розтягують по довжині за допомогою тягнучих валків та роздувають повітрям, що міститься всередині рукава, по діаметру, витягнуту в двох або в одному напрямку плівку після лінії кристалізації продовжують охолоджувати повітрям навколишнього середовища, а потім поступово її складають за допомогою складаних щік, розбіжних під кутом, рух плівки та її витяжку здійснюють за допомогою тягнучих валків, які щільно притиснуті до плівки, далі рукав у складеному вигляді або U 2 45556 1 3 валів супроводження і поступає к валкам намотки [ЗАТ "Вторполімермаш" Україна, Київ http://vpmua.net/products3.html]. Найближчим до способу, що заявляється, є спосіб виготовлення рукавної поліетиленової плівки, який полягає в тому, що сировину у вигляді основного полімерного матеріалу, добавок та пігментів подають автоматичним завантажувачем з транспортної тари до бункера, розміщеного над екструдером. З бункера сировина надходить до матеріального циліндра одношнекового екструдера, де ущільнюється, плавиться, інтенсивно перемішується. З екструдера через фільтр та перехідник матеріал попадає в екструзійну головку, де відбувається формування однорідного потоку розплаву полімеру заданої геометричної форми, та виходить через кільцеву щілину у вигляді кільцевої циліндричної заготовки. Потім заготовку роздувають до необхідних розмірів постійним об'ємом повітря всередині балона. Для зміни розмірів плівки, що отримують, достатньо відкрити подачу повітря всередину балона через повітровід у центрі дорна або зробити одно/декілька наскрізних отворів у балоні. Через різницю тисків по обидва боку плівки діаметр рукава зменшується. Охолодження рукава здійснюють потоком повітря, що нагнітається повітродувкою через зазор кільця охолодження. Далі плівковий рукав проходить через стабілізаційну корзину, складані щоки. У складеному вигляді плівку протягують через приймальний пристрій, напрямні ролики, пристрій обробки плівки коронним розрядом та подають на пристрій намотки [Компанія Kung Hsing Plastic Machinery, http://www.kunghsing.ru/polyethlene]. Зазначений спосіб, як і попередній аналог, не дає можливості одержати тонкі поліетиленові плівки. В основу корисної моделі поставлено задачу удосконалення відомого способу для одержання більш тонкої поліетиленової рукавної плівки при збереженні усіх її фізико-механічних властивостей. Поставлену задачу вирішують тим, що у способі виготовлення поліетиленової рукавної плівки, згідно з яким полімер у вигляді гранул вручну або пневматично подають до бункера екструдера, звідки гранули під силою тяжіння просуваються вниз і заповнюють міжвитковий простір обертального шнека і далі за допомогою обертального шнека гранули просувають вздовж циліндра до формувальної кільцевої кутової головки, в якій розплав розсікають дорном і, виходячи, він має форму циліндра, після цього екструдат охолоджують зовні повітрям, що надходить з щілини порожнистого кільця, причому момент затвердіння розплаву фіксують появою характерної межі помутніння рукава - лінії кристалізації, до якої екструдат-рукав розтягують по довжині за допомогою тягнучих валків та роздувають повітрям, що міститься всередині рукава по діаметру, витягнуту в двох або в одному напрямку плівку після лінії кристалізації продовжують охолоджуватися повітрям навколишнього середовища, а потім поступово її складають за допомогою складаних щік, розбіжних під кутом, рух плівки та її витяжку здійснюють за допомогою тягнучих валків, які щільно притиснуті до плівки, далі 45556 4 рукав у складеному вигляді або розрізають по боках ножами та намотують на дві бобіни одинарним шаром, або не розрізають та намотують подвійним шаром на одну бобіну, згідно з корисною моделлю, використовують змішані гранули з поліетилену низького тиску та поліетилену високого тиску. Для одержання плівок звичайного призначення співвідношення гранул поліетилену низького тиску та поліетилену високого тиску становить 40:60 або 50:50. Для одержання плівок термоусадкових співвідношення гранул поліетилену низького тиску та поліетилену високого тиску становить 75:25±10. До змішаних гранул з поліетилену низького тиску та поліетилену високого тиску можуть додавати гранули лінійного поліетилену. Для одержання плівок особливо міцних термоусадкових співвідношення гранул поліетилену низького тиску, поліетилену високого тиску та лінійного поліетилену становить 60:20:20±10. Для одержання плівок прозорих з високою еластичністю співвідношення гранул поліетилену низького тиску, поліетилену високого тиску та лінійного поліетилену становить 84:8:8±10. Використання змішаних гранул з поліетилену низького тиску та поліетилену високого тиску або з поліетилену низького тиску, поліетилену високого тиску та лінійного поліетилену дозволяє у порівнянні з прототипом одержати більш тонку плівку при збереженні усіх її фізико-механічних властивостей. Корисна модель пояснюється схемою лінії рукавної плівки. Лінія містить бункер 1, з'єднаний зі шнеком 2, сполученим з кільцевою кутовою головкою 3, з'єднаною з плоским кільцем 4, що сполучено з складаними щоками 5, які складаються і які з'єднані з тягнучими валками 6 і далі рукавом 7 - з ножами 8, сполученими з двома бобінами 9. У дорні головки 3 є спеціальний канал 10 для повітря, який з'єднується з повітродувкою (не показано). Спосіб виготовлення поліетиленової рукавної плівки здійснюють наступним чином. Як сировину використовують змішані гранули з поліетилену низького тиску, поліетилену високого тиску та лінійного поліетилену визначеного співвідношення разом з добавками та фарбниками: - для одержання плівок звичайного призначення співвідношення гранул поліетилену низького тиску та поліетилену високого тиску становить 40:60 або 50:50; - для одержання плівок термоусадкових співвідношення гранул поліетилену низького тиску та поліетилену високого тиску становить 75:25±10. До змішаних гранул з поліетилену низького тиску та поліетилену високого тиску можуть додавати гранули лінійного поліетилену: - для одержання плівок особливо міцних термоусадкових співвідношення гранул поліетилену низького тиску, поліетилену високого тиску та лінійного поліетилену становить 60:20:20±10. - для одержання плівок прозорих з високою еластичністю співвідношення гранул поліетилену 5 45556 низького тиску, поліетилену високого тиску та лінійного полімеру становить 84:8:8±10. Суміш підсушених гранул вручну подають до бункера 1 екструдера. Під дією сили тяжіння гранули просуваються вниз і заповнюють міжвитковий простір обертального шнека 2 у зоні І живлення. По мірі просування гранул вздовж у матеріалі розвиваються високі зсувні напруження, що викликають додаткове нагрівання полімеру (саморозігрів). Частина тепла підводиться конвекцією від нагрівачів різної конструкції (індукційні, інфрачервоні тощо). Гранули ущільнюються, нагріваються, частково плавляться. За допомогою обертального шнека 2 просувають полімер вздовж циліндра до зони II плавлення, де через зменшення глибини нарізки шнека в цій зоні зменшується вільний об'єм витка, відбувається подальше ущільнення та розплавлення частинок полімеру до розплавленої маси. Далі полімер просувають до зони III дозування, де розплав полімеру піддають інтенсивній змішувальній дії завдяки спеціальним конструктивним елементам шнека. У цій зоні глибина нарізки шнека мінімальна. Співвідношення об'єму витка в зоні дозування до об'єму витка в зоні живлення визначає коефіцієнт стискання. Для різних матеріалів конструюють шнеки з індивідуальним значенням коефіцієнта стискання для одержання оптимальних реологічних характеристик розплаву полімеру. Після цього полімер просувають до формувальної кільцевої кутової головки 3. У головці розплав розсікають дорном і, виходячи, він має форму циліндра. Для надання йому формостійкості екструдат-циліндр охолоджують зовні повітрям, що надходить з щілини порожнистого кільця 4. Момент затвердіння розплаву (а для полімеру, що кристалізується, - кристалізація) фіксують появою характерної межі помутніння рукава - лінії 11 крис Комп’ютерна верстка А. Крижанівський 6 талізації. До цієї лінії 11 екструдат-рукав розтягують по довжині за допомогою тягнучих валків 6 та роздувають повітрям, що міститься всередині екструдату-рукава по діаметру. Для початку роздування екструдату-рукава у дорні головки 3 є спеціальний канал 10 для повітря, який з'єднується з повітродувкою. Всередині екструдату-рукава повітря подають періодично по мірі його дифузії через плівку та витік через нещільності шарів плівки між тягнучими валками 6. Витягнуту в двох або в одному напрямку плівку після лінії 11 кристалізації продовжують охолоджуватися повітрям навколишнього середовища, а потім поступово її складають за допомогою складаних щік 5, розбіжних під деяким кутом. Рух плівки та її витяжку здійснюють за допомогою тягнучих валків 6, що щільно притиснуті до плівки. Далі екструдат-рукав у складеному вигляді можуть або розрізати по боках ножами 8 та намотувати на дві бобіни 9 одинарним шаром, або не розрізати та намотувати подвійним шаром на одну бобіну. При виробництві рукавних плівок використовують екструзійні установки з довгими шнеками для усунення пульсації розплаву. Плівки одержують після витяжки та роздування товщиною від 10 до 300мкм з коливанням товщини ±10%. Основною вимогою до екструзійних головок являється постійність опору текучому розплаву в каналах формуючого інструмента і, як наслідок цього, постійність швидкості виходу екструдату по всьому периметру формуючої щілини. Приклад Полімерна плівка товщиною 100мкм, одержана способом прототипу, витримує навантаження 18кг. У той же час таке саме навантаження витримує полімерна плівка товщиною 65мкм, одержана способом, що заявляється. Підписне Тираж 28 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюProcess for the manufacturing polyethylene tubular film
Автори англійськоюDotsenko Yurii Yuriiovych
Назва патенту російськоюСпособ изготовления полиэтиленовой рукавной пленки
Автори російськоюДоценко Юрий Юрьевич
МПК / Мітки
Мітки: плівки, рукавної, виготовлення, поліетиленової, спосіб
Код посилання
<a href="https://ua.patents.su/3-45556-sposib-vigotovlennya-polietilenovo-rukavno-plivki.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення поліетиленової рукавної плівки</a>
Спосіб виготовлення рукавної плівки
Номер патенту: 11510
Опубліковано: 25.12.1996
Автори: Телюкін Валерій Володимирович, Говтвян Михайло Кузьмич, Сенатос Володимир Олексійович
МПК: B29L 23/00, B29C 47/92
Мітки: плівки, рукавної, виготовлення, спосіб
Формула / Реферат:
Способ изготовления рукавной пленки, включающий экструзию заготовки из термопластичного полимера через формующую головку, регулировку параметров процесса формования по температуре пленки в зоне между линией затвердевания полимера н формующей головкой изменением скорости потока охлаждающего воздуха, сравнение регулируемой температуры с заданной и подачу пленки в валки тянущего устройства, отличающийся тем, что, с целью повышения...
Спосіб виготовлення рукавної полімерної плівки
Номер патенту: 11506
Опубліковано: 25.12.1996
Автори: Пєтухов Аркадій Дем'янович, Радченко Леонід Борисович, Сенатос Володимир Олексійович, Гапон Віктор Семенович
МПК: B29L 23/00, B29C 47/00
Мітки: плівки, рукавної, спосіб, виготовлення, полімерної
Формула / Реферат:
Способ изготовления рукавной полимерной пленки, заключающийся в экструзии рукава пленки вниз с последующим раздувом, охлаждении кольцевым слоем жидкости, обжиме рукава по периметру и намотке, отличающийся тем, что, с целью повышения качества пленки, раздув рукава пленки производят до диаметра, на превышающего удвоенного диаметра рукава в начале раздува, а обжим рукава осуществляют после охлаждения сплошным стекающим слоем жидкости участка...
Світлоперетворюючий склад для виготовлення екструзійної поліетиленової плівки
Номер патенту: 19330
Опубліковано: 25.12.1997
Автори: Ступін Ніколай Павловіч, Коровін Юрій Федорович, Сокальская Людміла Івановна, Шурмєль Людміла Бронєславовна, Сілкін Валерій Олександрович, Пастухова Іріна Владіміровна, М'ясніков Валерій Карпович, Жукова Неллі Гаріфовна, Зарайський Олександр Васильович, Охапкін Олександр Григорович
МПК: C09K 11/06
Мітки: плівки, поліетиленової, виготовлення, склад, екструзійної, світлоперетворюючий
Формула / Реферат:
Светопреобразующий состав для изготовления экструзионной полиэтиленовой пленки, включающий светопреобразователь - комплексное соединение нитрата европия с 1,10-фенантролином или 2,2I-дипиридилом, или 4,4 -диметил-2,2I- дипиридилом, отличающийся тем, что он дополнительно содержит парафин, при следующем соотношении компонентов, мас.%:
Екструзійна голівка для виробництва роздувної рукавної плівки
Номер патенту: 81589
Опубліковано: 10.01.2008
Автори: Байер Крістіан, Либовські Йохим, Гейнекер Михаель, Маглер Франц
МПК: B29C 47/20
Мітки: роздувної, голівка, рукавної, екструзійна, плівки, виробництва
Формула / Реферат:
1. Екструзійна головка (1) для виробництва розсувної рукавної плівки, що виготовлена з термопластичного полімеру і містить живильник розплаву (13), щонайменше один канал для розплаву в вигляді кільцевої щілини, розташованої концентрично відносно центральної осі екструзійної головки (1), з спіральними розподільниками (6, 7, 8), розташованими на обмежуючих стінках каналів для розплаву, причому спіральний розподільник (8) внутрішнього каналу (9)...
Спосіб виробництва поліетиленових упаковок
Номер патенту: 45555
Опубліковано: 10.11.2009
Автор: Доценко Юрій Юрійович
Мітки: поліетиленових, упаковок, виробництва, спосіб
Формула / Реферат:
1. Спосіб виробництва поліетиленових упаковок, який включає доставку сировини, змішування, виготовлення поліетиленової плівки, виготовлення упаковки, нанесення флексодруку, який відрізняється тим, що в цеху екструзії на ділянці змішування змішують гранули з поліетилену низького тиску, поліетилену високого тиску, добавки та барвники, подають суміш до екструдера, одержуючи рукав поліетиленової плівки у складеному вигляді, який або розрізають по...
Попередній патент: Спосіб виробництва поліетиленових упаковок
Наступний патент: Спосіб отримання специфічного імуноглобуліну людини проти вірусу гепатиту с (hcv)
Випадковий патент: Композиція жирової начинки для вафельного торта "львів'янка"