Спосіб виробництва поліетиленових упаковок

Формула / Реферат
1. Спосіб виробництва поліетиленових упаковок, який включає доставку сировини, змішування, виготовлення поліетиленової плівки, виготовлення упаковки, нанесення флексодруку, який відрізняється тим, що в цеху екструзії на ділянці змішування змішують гранули з поліетилену низького тиску, поліетилену високого тиску, добавки та барвники, подають суміш до екструдера, одержуючи рукав поліетиленової плівки у складеному вигляді, який або розрізають по боках ножами та намотують на дві бобіни одинарним шаром, або не розрізають та намотують подвійним шаром на одну бобіну, рулони плівки зберігають на добовому складі напівфабрикатів, вивозячи звідти до складу готової продукції, а потім в цехпереробки поліетиленової плівки або відразу в цех переробки поліетиленової плівки на упаковки, де поліетиленову плівку системою валів подають на паяльник та відрізний ніж, виставляючи довжину упаковки за допомогою ексцентрикового вала і здійснюючи її спайку та відрізання, після цього готові упаковки вивозять в цех флексодруку, де наносять фарбу на поліетиленову плівку за допомогою машини флексодруку, попередньо активуючи її коронарним розрядом, та вивозять на склад готової продукції.
2. Спосіб за п. 1, який відрізняється тим, що для одержання плівок звичайного призначення співвідношення гранул поліетилену низького тиску та поліетилену високого тиску становить 40:60 або 50:50.
3. Спосіб за п. 1, який відрізняється тим, що для одержання плівок термоусадкових співвідношення гранул поліетилену низького тиску та поліетилену високого тиску становить 75:25±10.
4. Спосіб за п. 1, який відрізняється тим, що до змішаних гранул з поліетилену низького тиску та поліетилену високого тиску додають гранули лінійного поліетилену.
5. Спосіб за п. 4, який відрізняється тим, що для одержання плівок особливо міцних термоусадкових співвідношення гранул поліетилену низького тиску, поліетилену високого тиску та лінійного поліетилену становить 60:20:20±10.
6. Спосіб за п. 4, який відрізняється тим, що для одержання плівок прозорих з високою еластичністю співвідношення гранул поліетилену низького тиску, поліетилену високого тиску та лінійного полімеру становить 84:8:8±10.
7. Спосіб за п. 1, який відрізняється тим, що в машині флексодруку за допомогою редукторного вала переносять фарбу з ванночки на анілоксовий вал, звідки фарбу подають на фотополімерне кліше, що розклеєно на друкувальному валу і що залишає відтиск на поліетиленовій плівці, а далі поліетиленову плівку пропускають через ділянку сушіння, де сушіння здійснюють шляхом випарювання спиртової основи.
Текст
1. Спосіб виробництва поліетиленових упаковок, який включає доставку сировини, змішування, виготовлення поліетиленової плівки, виготовлення упаковки, нанесення флексодруку, який відрізняється тим, що в цеху екструзії на ділянці змішування змішують гранули з поліетилену низького тиску, поліетилену високого тиску, добавки та барвники, подають суміш до екструдера, одержуючи рукав поліетиленової плівки у складеному вигляді, який або розрізають по боках ножами та намотують на дві бобіни одинарним шаром, або не розрізають та намотують подвійним шаром на одну бобіну, рулони плівки зберігають на добовому складі напівфабрикатів, вивозячи звідти до складу готової продукції, а потім в цех переробки поліетиленової плівки або відразу в цех переробки поліетиленової плівки на упаковки, де поліетиленову плівку системою валів подають на паяльник та відрізний ніж, виставляючи довжину упаковки за допомогою ексцентрикового вала і здійснюючи її спайку та відрізання, після цього готові упаковки вивозять в цех флексодруку, де наносять фарбу на поліетиленову плівку за допомогою машини флексодруку, попередньо активуючи її коронарним розрядом, та вивозять на склад готової продукції. U 2 (19) 1 3 вої продукції, автоматичний контролер ширини плівки, пристрій обрізання кромки для наступного використання плівки в пакувальних автоматах тощо. Спочатку виготовляють на екструдері різні види одношарової поліетиленової плівки шириною от 50 до 3000мм, Перехід з одного виду сировини на інший здійснюють зміною головок. Одержаний рукав розрізають за допомогою пристрою різки. З плівки виготовляють пакети на пакувальних автоматах. На упаковку або плівку наносять флексографічний друк на флексографічній друкувальній машині [http://www.apostrof.kz/pubs/458.html Казахстан, г. Алматы, Компания АПОСТРОФ КАЗАХСТАН]. Зазначеним способом одержують упаковки з недостатньо тонкої плівки. В основу корисної моделі поставлено задачу удосконалення відомого способу для одержання упаковок з більш тонкої поліетиленової рукавної плівки при збереженні усіх її фізико-механічних властивостей. Поставлену задачу вирішують тим, що у способі виробництва поліетиленових упаковок, який включає доставку сировини, змішування, виготовлення поліетиленової плівки, виготовлення упаковки, нанесення флексодруку, згідно з корисною моделлю, в цеху екструзії на ділянці змішування змішують гранули з поліетилену низького тиску, поліетилену високого тиску, добавки та барвники, подають суміш до екструдеру, одержуючи рукав поліетиленової плівки у складеному вигляді, який або розрізають по боках ножами та намотують на дві бобіни одинарним шаром, або не розрізають та намотують подвійним шаром на одну бобіну, рулони плівки зберігають на добовому складі напівфабрикатів, вивозячи звідти до складу готової продукції, а потім в цех переробки поліетиленової плівки або відразу в цех переробки поліетиленової плівки на упаковки, де поліетиленову плівку системою валів подають на паяльник та відрізний ніж, виставляючи довжину упаковки за допомогою ексцентрикового валу і здійснюючи її спайку та відрізання, після цього готові упаковки вивозять в цех флексодруку, де наносять фарбу на поліетиленову плівку за допомогою машини флексодруку, попередньо активуючи її коронарним розрядом, та вивозять на склад готової продукції. Для одержання плівок звичайного призначення співвідношення гранул поліетилену низького тиску та поліетилену високого тиску становить 40:60 або 50:50. Для одержання плівок термоусадкових співвідношення гранул поліетилену низького тиску та поліетилену високого тиску становить 75:25±10. До змішаних гранул з поліетилену низького тиску та поліетилену високого тиску можуть додавати гранули лінійного поліетилену. Для одержання плівок особливо міцних термоусадкових співвідношення гранул поліетилену низького тиску, поліетилену високого тиску та лінійного поліетилену становить 60:20:20±10. Для одержання плівок прозорих з високою еластичністю співвідношення гранул поліетилену низького тиску, поліетилену високого тиску та лінійного полімеру становить 84:8:8±10. 45555 4 В машині флексодруку за допомогою редукторного валу переносять фарбу з ванночки на анілоксовий вал, звідки фарбу подають на фотополімерне кліше, що розклеєно на друкувальному валу і що залишає відтиск на поліетиленовій плівці, а далі поліетиленову плівку пропускають через ділянку сушки, де сушку здійснюють шляхом випарювання спиртової основи. Використання змішаних гранул з поліетилену низького тиску та поліетилену високого тиску або з поліетилену низького тиску, поліетилену високого тиску та лінійного поліетилену дозволяє у порівнянні з прототипом одержати більш тонку плівку і, як наслідок, упаковку з неї при збереженні усіх фізико-механічних властивостей. Спосіб, що заявляється, дозволяє виготовити тонкі пакети з поліетиленової плівки. Корисна модель пояснюється схемою виробництва поліетиленових упаковок, яка містить склад 1 сировини, цех 2 екструзії, що має три ділянки: ділянку 3 змішування, ділянку 4 екструзії та добовий склад 5, цех 6 по переробці поліетиленової плівки, цех 7 флексодруку та склад 8 готової продукції. Спосіб виробництва поліетиленової плівки здійснюють наступним чином. На склад 1 сировини доставляють гранули з поліетилену низького тиску, поліетилену високого тиску, лінійного поліетилену, добавки та барвники, де їх сортують по видах та вивозять до цеху 2 екструзії. Цех 2 екструзії має три ділянки: ділянку 3 змішування, ділянку 4 екструзії та добовий склад 5. На ділянці 3 змішування змішують компоненти сировини у визначеній пропорції. Для одержання плівок звичайного призначення співвідношення гранул поліетилену низького тиску та поліетилену високого тиску становить 40:60 або 50:50. Для одержання плівок термоусадкових співвідношення гранул поліетилену низького тиску та поліетилену високого тиску становить 75:25±10. Для одержання плівок особливо міцних термоусадкових співвідношення гранул поліетилену низького тиску, поліетилену високого тиску та лінійного поліетилену становить 60:20:20±10. Для одержання плівок прозорих з високою еластичністю співвідношення гранул поліетилену низького тиску, поліетилену високого тиску та лінійного полімеру становить 84:8:8±10. Одержану суміш подають до екструдеру на ділянці 4 екструзії і одержують рукав поліетиленової плівки у складеному вигляді, який або розрізають по боках ножами та намотують на дві бобіни одинарним шаром, або не розрізають та намотують подвійним шаром на одну бобіну. При виробництві рукавних плівок використовують екструзійні установки з довгими шнеками для усунення пульсації розплаву. Поліетиленові плівки одержують після витяжки та роздування товщиною від 10 до 300мкм з коливанням товщини ±10%. Основною вимогою до екструзійних головок є постійність опору текучому розплаву в каналах формуючого інструмента і, як наслідок цього, постійність швидкості виходу екструдату по всьому периметру формуючої щілини. 5 45555 Рулони поліетиленової плівки зберігають на добовому складі 5 напівфабрикатів, а звідти ввозять або на склад 8 готової продукції, або відразу до цеху 6 по переробці поліетиленової плівки на упаковку - пакети, чохли, пілотки, косинки. В цеху 6 переробки поліетиленової плівки на упаковки її системою валів подають на паяльник та відрізний ніж, виставляючи довжину упаковки за допомогою ексцентрикового валу і здійснюючи її спайку та відрізання (не показано). Після цього готові упаковки вивозять в цех 7 флексодруку, де наносять фарбу на поліетиленову плівку за допомогою машини флексодруку, по Комп’ютерна верстка М. Ломалова 6 передньо активуючи її коронарним розрядом (ділянка 4 екструзії). В машині флексодруку за допомогою редукторного валу переносять фарбу з ванночки на анілоксовий вал, а звідки подають її на фотополімерне кліше, що розклеєно на друкувальному валу і що залишає відтиск на поліетиленовій плівці (не показано). Далі поліетиленову плівку пропускають через ділянку сушки, де сушку здійснюють шляхом випарювання спиртової основи. Після цього одержані упаковки вивозять на склад готової продукції. Підписне Тираж 28 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюProcess for the manufacturing plastic packages
Автори англійськоюDotsenko Yurii Yuriiovych
Назва патенту російськоюСпособ производства полиэтиленовых упаковок
Автори російськоюДоценко Юрий Юрьевич
МПК / Мітки
Мітки: поліетиленових, спосіб, упаковок, виробництва
Код посилання
<a href="https://ua.patents.su/3-45555-sposib-virobnictva-polietilenovikh-upakovok.html" target="_blank" rel="follow" title="База патентів України">Спосіб виробництва поліетиленових упаковок</a>
Багатошаровий ламінат для туб та подібних упаковок плівкового типу з інтегрованим в нього бар`єрним шаром та спосіб його виробництва
Номер патенту: 81786
Опубліковано: 11.02.2008
Автори: Шульц Детлев, Хольцмюллер Арно
МПК: B32B 15/08
Мітки: багатошаровий, інтегрованим, плівкового, типу, подібних, ламінат, туб, виробництва, упаковок, спосіб, бар`єрним, шаром, нього
Формула / Реферат:
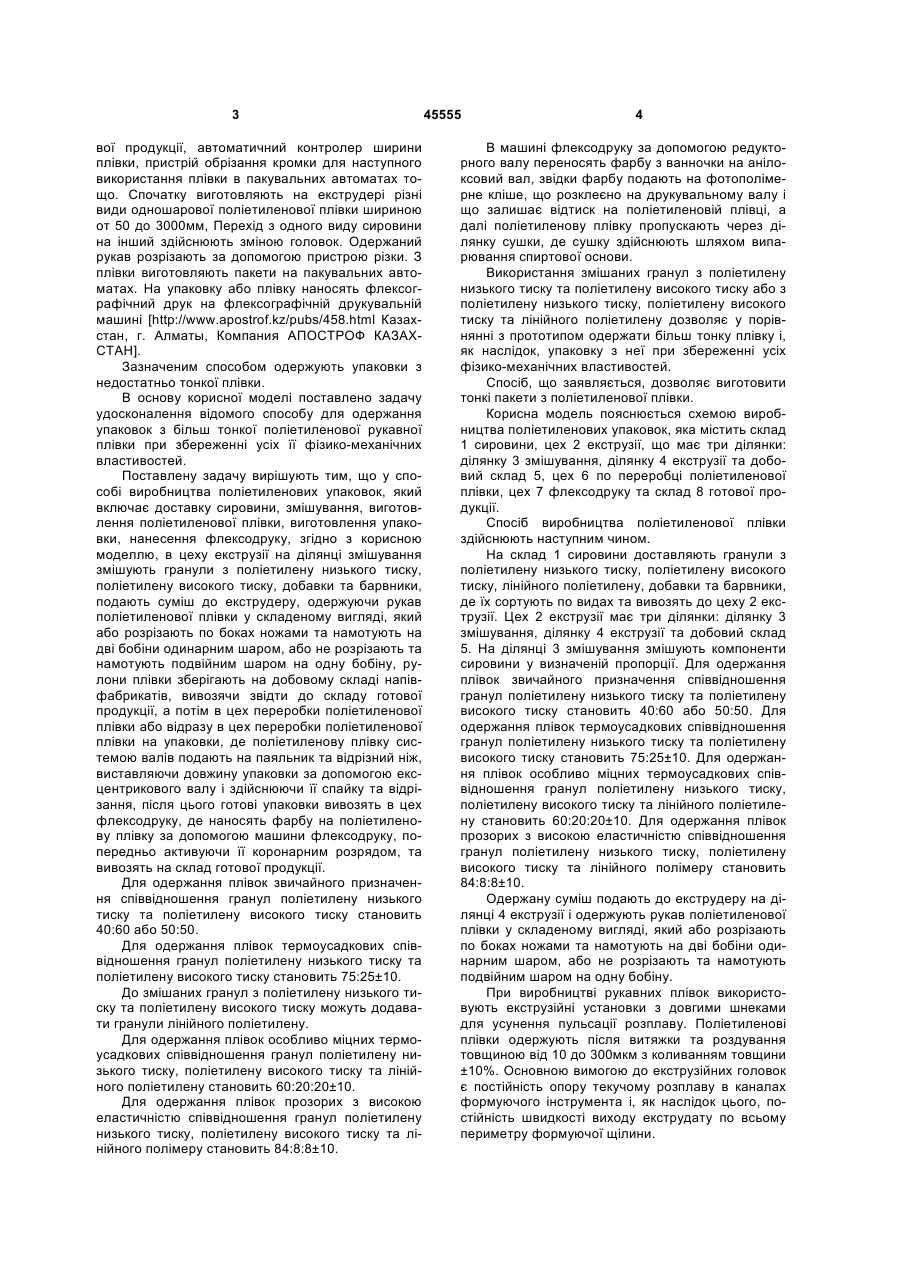
1. Багатошаровий ламінат для туб та подібних упаковок плівкового типу з інтегрованим в нього бар`єрним шаром (30), алюмінієвою фольгою (60), який відрізняється тим, що бар'єрний шар (30) виконаний з одного або декількох наступних матеріалів :- поліаміду (РА), сумішей поліаміду (РА) або сумішей поліаміду (РА) зі співполімером етилену з вініловим спиртом (EVOH) та/або...
Спосіб підготовки вторинної сировини з пет до виробництва упаковок для харчових продуктів
Номер патенту: 35118
Опубліковано: 26.08.2008
Автори: Куценко Олександр Вікторович, Желудов Ігор Миколайович, Савченко Віктор Степанович
МПК: C08J 11/00, B29B 17/00
Мітки: підготовки, харчових, упаковок, пет, продуктів, виробництва, вторинної, сировини, спосіб
Формула / Реферат:
1. Спосіб підготовки вторинної сировини з поліетилентерефталату до виробництва упаковок для харчових продуктів за допомогою твердофазної поліконденсації під вакуумом, який відрізняється тим, що першим пружинним транспортером подають подрібнену сировину з бункера завантаження сировини до магнітного сепаратора, де магнітною багатоступеневою сепарацією відділяють феромагнітні включення, після чого сировину подають до ємності з оболонкою і...
Спосіб ремонту поліетиленових газопроводів
Номер патенту: 65509
Опубліковано: 15.03.2006
Автори: Дубас Петро Андрійович, Труш Богдан Григорович
МПК: F16L 47/02, F16L 47/00
Мітки: газопроводів, ремонту, поліетиленових, спосіб
Формула / Реферат:
An apparatus for filling containers, said apparatus comprising a feed nozzle which may be placed over the feed orifice of the container, the feed nozzle being so constructed that the solids may be introduced under pressure and the container being surrounded by a cage, as well as a process for filling containers, in particular with finely divided solids having a high air content by arranging an air-permeable large container in an apparatus...
Спосіб ремонту поліетиленових трубопроводів з застосуванням терморезисторних муфт
Номер патенту: 65508
Опубліковано: 17.10.2005
Автори: Труш Богдан Григорович, Дубас Петро Андрійович
МПК: F16L 47/00, F16L 47/02
Мітки: муфт, трубопроводів, ремонту, поліетиленових, терморезисторних, застосуванням, спосіб
Формула / Реферат:
1. Апарат для наповнення контейнерів, зокрема, гранульованими, порошкоподібними або тонкоподрібненими твердими речовинами, з високим вмістом повітря, який має подавальну насадку, виконану з можливістю введення в подавальний отвір контейнера, який відрізняється тим, що подавальна насадка виконана з можливістю введення твердих речовин під тиском, а контейнер є повітропроникним та оточений корпусом (3), що складається з двох або декількох...
Спосіб прикріплення деталі до упаковки, спосіб виробництва пакета та пристрій для його здійснення, пристрій для використання у виробництві пакета, спосіб прикріплення деталей до стінок упаковок, пристрій для пр
Номер патенту: 66786
Опубліковано: 15.06.2004
Автори: Скіннер Едвард Алберт, Рочел Роберт Едвін, Уебер Джон
МПК: B65B 61/18
Мітки: деталі, стінок, упаковки, використання, пристрій, упаковок, здійснення, пакета, виробництві, спосіб, прикріплення, виробництва, деталей
Формула / Реферат:
1. Спосіб прикріплення деталі до упаковки, який включає утворення першого пакета шляхом формування першої упаковки, наповнення упаковки продуктом, запечатування заповненої упаковки і, потім, переміщення першої упаковки засобами пересування, який відрізняється тим, що далі у зазначених засобах пересування встановлюють засоби прикріплення без зміни названих засобів пересування, утворюють другий пакет шляхом формування другої упаковки,...
Попередній патент: Гідроагрегат верстата для намотування обмоток електродвигунів
Наступний патент: Спосіб виготовлення поліетиленової рукавної плівки
Випадковий патент: Апарат для попередньої дефекації дифузійного соку