Спосіб вимірювання кількості теплоти при плазмовому зварюванні
Номер патенту: 45631
Опубліковано: 25.11.2009
Автори: Грановський Олександр Вікторович, Гринь Олександр Григорович, Карпенко Володимир Михайлович, Макаренко Наталія Олексіївна

Формула / Реферат
Спосіб вимірювання кількості теплоти при плазмовому зварюванні, який полягає в тому, що дугу запалюють між неплавким електродом плазмотрона і зразком, а дріт подають аксіально в дугу, який відрізняється тим, що подачу дроту виконують зі швидкістю, яка забезпечує плавлення на видимому зовні плазмотрона вильоті дроту і визначають кількість тепла, що попадає в дріт:
![]() ,
,
де Q1 - кількість теплоти, що витрачується на розплавлення дроту;
![]() - густина матеріалу дроту;
- густина матеріалу дроту;
d - діаметр дроту;
V - швидкість подачі дроту;
DН - питоме підвищення тепловмісту дроту при його нагріванні від початкової температури до температури плавлення з урахуванням теплоти плавлення;
потім швидкість подачі дроту змінюють на величину DV і вимірюють нове значення видимого вильоту lВ2, а також виконують визначення кількості теплоти Q2, після чого знаходять питомий тепловий потік q в дріт на ділянці видимого вильоту:
![]()
де Q2 - кількість тепла, що витрачається на розплавлення дроту після зміни швидкості подачі дроту,
lВ1 і lB2 - довжина видимого вильоту дроту до і після зміни швидкості подачі дроту, відповідно;
після цього визначають тепловий потік QB в дріт на ділянці видимого вильоту:
QB = qlB,
де q - питомий тепловий потік;
потім визначають тепловий потік QПЛ в дріт в середині плазмотрона:
QПЛ = Q1-QВ;
після цього визначають тепловий потік QKC в дріт на ділянці каналу сопла:
QКС = qlКС,
де lКС - довжина каналу плазмоутворюючого сопла плазмотрона;
визначають тепловий потік QHEC в дріт на ділянці неплавкий електрод-сопло:
QНЕС = QПЛ - QКС;
а швидкість подачі збільшують до тих пір, доки питомий тепловий потік q перестає бути величиною постійною і починає збільшуватися, величину видимого вильоту дроту при цьому приймають за критичну, при якій починається шунтування плазмової дуги, а теплоту, що попадає в дріт за рахунок шунтування QШ, визначають за формулою:
QШ = Q1-QПЛ-QB,
де QВ розраховують за умови q = const,
QB = lBq.
Текст
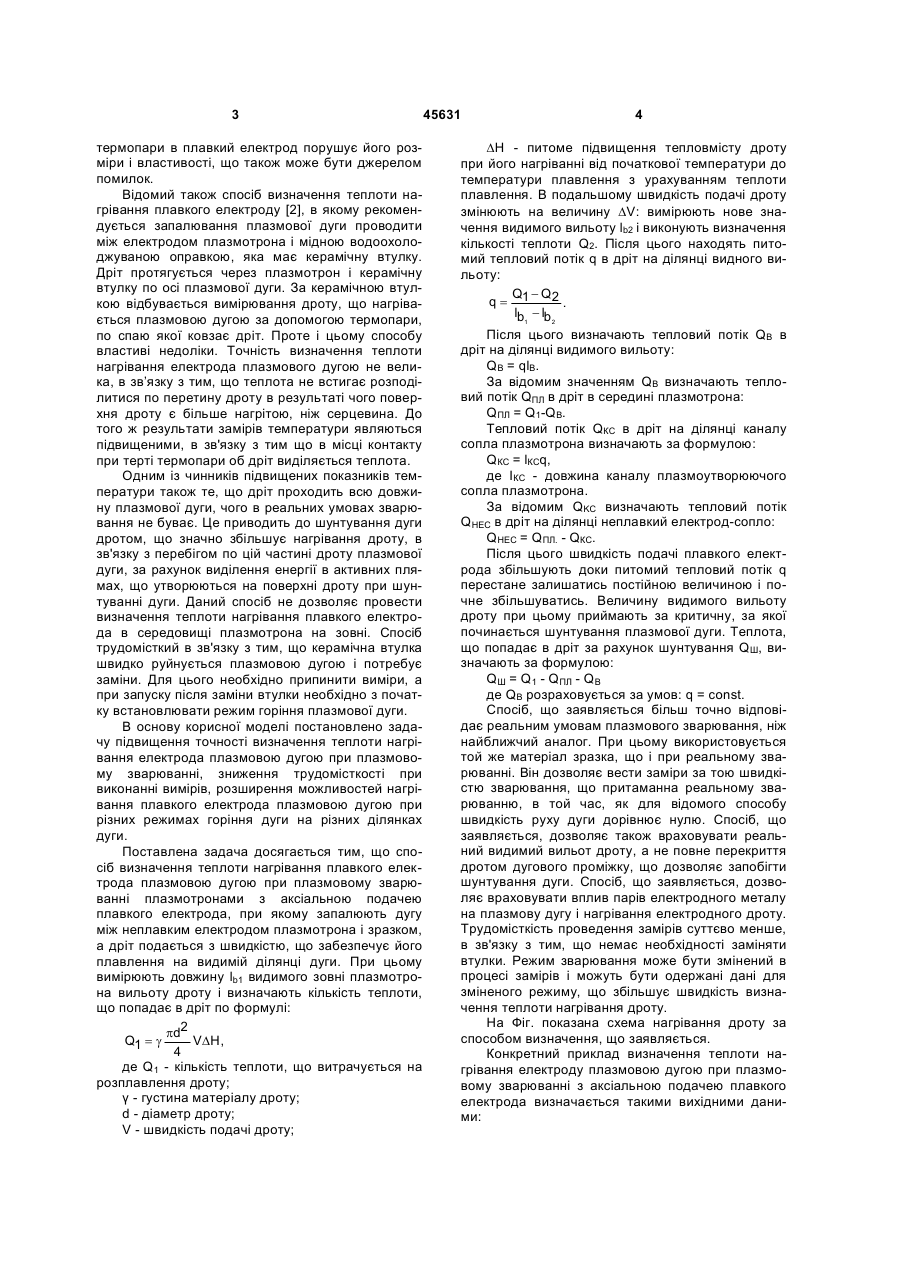
Спосіб вимірювання кількості теплоти при плазмовому зварюванні, який полягає в тому, що дугу запалюють між неплавким електродом плазмотрона і зразком, а дріт подають аксіально в дугу, який відрізняється тим, що подачу дроту виконують зі швидкістю, яка забезпечує плавлення на видимому зовні плазмотрона вильоті дроту і визначають кількість тепла, що попадає в дріт: 2 3 термопари в плавкий електрод порушує його розміри і властивості, що також може бути джерелом помилок. Відомий також спосіб визначення теплоти нагрівання плавкого електроду [2], в якому рекомендується запалювання плазмової дуги проводити між електродом плазмотрона і мідною водоохолоджуваною оправкою, яка має керамічну втулку. Дріт протягується через плазмотрон і керамічну втулку по осі плазмової дуги. За керамічною втулкою відбувається вимірювання дроту, що нагрівається плазмовою дугою за допомогою термопари, по спаю якої ковзає дріт. Проте і цьому способу властиві недоліки. Точність визначення теплоти нагрівання електрода плазмового дугою не велика, в зв’язку з тим, що теплота не встигає розподілитися по перетину дроту в результаті чого поверхня дроту є більше нагрітою, ніж серцевина. До того ж результати замірів температури являються підвищеними, в зв'язку з тим що в місці контакту при терті термопари об дріт виділяється теплота. Одним із чинників підвищених показників температури також те, що дріт проходить всю довжину плазмової дуги, чого в реальних умовах зварювання не буває. Це приводить до шунтування дуги дротом, що значно збільшує нагрівання дроту, в зв'язку з перебігом по цій частині дроту плазмової дуги, за рахунок виділення енергії в активних плямах, що утворюються на поверхні дроту при шунтуванні дуги. Даний спосіб не дозволяє провести визначення теплоти нагрівання плавкого електрода в середовищі плазмотрона на зовні. Спосіб трудомісткий в зв'язку з тим, що керамічна втулка швидко руйнується плазмовою дугою і потребує заміни. Для цього необхідно припинити виміри, а при запуску після заміни втулки необхідно з початку встановлювати режим горіння плазмової дуги. В основу корисної моделі постановлено задачу підвищення точності визначення теплоти нагрівання електрода плазмовою дугою при плазмовому зварюванні, зниження трудомісткості при виконанні вимірів, розширення можливостей нагрівання плавкого електрода плазмовою дугою при різних режимах горіння дуги на різних ділянках дуги. Поставлена задача досягається тим, що спосіб визначення теплоти нагрівання плавкого електрода плазмовою дугою при плазмовому зварюванні плазмотронами з аксіальною подачею плавкого електрода, при якому запалюють дугу між неплавким електродом плазмотрона і зразком, а дріт подається з швидкістю, що забезпечує його плавлення на видимій ділянці дуги. При цьому вимірюють довжину lb1 видимого зовні плазмотрона вильоту дроту і визначають кількість теплоти, що попадає в дріт по формулі: pd2 Q1 = g VDH , 4 де Q1 - кількість теплоти, що витрачується на розплавлення дроту; γ - густина матеріалу дроту; d - діаметр дроту; V - швидкість подачі дроту; 45631 4 DΗ - питоме підвищення тепловмісту дроту при його нагріванні від початкової температури до температури плавлення з урахуванням теплоти плавлення. В подальшому швидкість подачі дроту змінюють на величину DV: вимірюють нове значення видимого вильоту lb2 і виконують визначення кількості теплоти Q2. Після цього находять питомий тепловий потік q в дріт на ділянці видного вильоту: Q - Q2 q= 1 . lb - lb 1 2 Після цього визначають тепловий потік QB в дріт на ділянці видимого вильоту: QB = qlB. За відомим значенням QB визначають тепловий потік QПЛ в дріт в середині плазмотрона: QПЛ = Q1-QB. Тепловий потік QКС в дріт на ділянці каналу сопла плазмотрона визначають за формулою: QКС = lКСq, де ІКС - довжина каналу плазмоутворюючого сопла плазмотрона. За відомим QKC визначають тепловий потік QНЕС в дріт на ділянці неплавкий електрод-сопло: QНЕС = QПЛ. - QКС. Після цього швидкість подачі плавкого електрода збільшують доки питомий тепловий потік q перестане залишатись постійною величиною і почне збільшуватись. Величину видимого вильоту дроту при цьому приймають за критичну, за якої починається шунтування плазмової дуги. Теплота, що попадає в дріт за рахунок шунтування QШ, визначають за формулою: QШ = Q1 - QПЛ - QB де QB розраховується за умов: q = const. Спосіб, що заявляється більш точно відповідає реальним умовам плазмового зварювання, ніж найближчий аналог. При цьому використовується той же матеріал зразка, що і при реальному зварюванні. Він дозволяє вести заміри за тою швидкістю зварювання, що притаманна реальному зварюванню, в той час, як для відомого способу швидкість руху дуги дорівнює нулю. Спосіб, що заявляється, дозволяє також враховувати реальний видимий вильот дроту, а не повне перекриття дротом дугового проміжку, що дозволяє запобігти шунтування дуги. Спосіб, що заявляється, дозволяє враховувати вплив парів електродного металу на плазмову дугу і нагрівання електродного дроту. Трудомісткість проведення замірів суттєво менше, в зв'язку з тим, що немає необхідності заміняти втулки. Режим зварювання може бути змінений в процесі замірів і можуть бути одержані дані для зміненого режиму, що збільшує швидкість визначення теплоти нагрівання дроту. На Фіг. показана схема нагрівання дроту за способом визначення, що заявляється. Конкретний приклад визначення теплоти нагрівання електроду плазмовою дугою при плазмовому зварюванні з аксіальною подачею плавкого електрода визначається такими вихідними даними: 5 45631 6 Струм плазмової дуги Напруга плазмової дуги Швидкість зварювання Діаметр сопла плазмотрона Довжина каналу сопла Відстань неплавкого клкетроду до сопла Витрати аргону плазмоутворюючого захисного Полярність плазмової дуги Використовувався дріт марки ЗВ-06Х19Н10Т діаметром 1,2мм, для якої: густина γ = 7,81г/см3. Підвищення тепловмісту при нагріванні від 20°С до температури плавлення з урахуванням теплоти плавлення: DН = 1,175кДж/г. Подача дроту виконувалась з швидкістю 68м/год. Підвищена швидкість подачі дроту складала 81м/год. Як встановлено кількість теплоти, що вводиться в дріт при плазмовому зварюванні з аксіальною подачею плавкого електрода, не Комп’ютерна верстка Л. Купенко - 100А, - 48 В, - 42м/год, 9мм, - 7мм, - 4мм, - 5л/хв., -12л/хв., - зворотна. залежить від швидкості подачі, і дорівнює ОПЛ = 385,9 - 385,6 кДж/год. QПЛ визначена по способу, що прийнятий як найближчий аналог складає 405,2 - 366,7 кДж/год. Джерела інформації 1. Ерохин А.А. Основы сварки плавлением. Μ.: Машиностроение, 1973. - 102с. 2. Акулов А.И. Нагрев электродного метала при плазменно-дуговой сварке плавящимся електродом в аргоне // Автоматическая сварка. 1983. - №2. - С.8-10. Підписне Тираж 28 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of measurement of quantity of heat at plasma welding
Автори англійськоюKarpenko Volodymyr Mykhailovych, Hranovskyi Oleksandr Viktorovych, Hryn Oleksandr Hryhorovych, Makarenko Natalia Oleksiivna
Назва патенту російськоюСпособ измерения количества теплоты при плазменной сварке
Автори російськоюКарпенко Владимир Михайлович, Грановский Александр Викторович, Гринь Александр Григорьевич, Макаренко Наталья Алексеевна
МПК / Мітки
МПК: B23K 35/00
Мітки: зварюванні, вимірювання, теплоти, кількості, спосіб, плазмовому
Код посилання
<a href="https://ua.patents.su/3-45631-sposib-vimiryuvannya-kilkosti-teploti-pri-plazmovomu-zvaryuvanni.html" target="_blank" rel="follow" title="База патентів України">Спосіб вимірювання кількості теплоти при плазмовому зварюванні</a>
Пристрій для вимірювання кількості теплоти
Номер патенту: 46085
Опубліковано: 15.05.2002
Автор: Садлаєв Олег Османович
МПК: G01K 17/00, G01K 17/12
Мітки: пристрій, теплоти, вимірювання, кількості
Формула / Реферат:
Пристрій для вимірювання кількості споживаної теплообмінником теплоти, який обладнаний регулятором витрати з поворотним робочим органом, під'єднаним до трубопроводу, що підключений до прямої і зворотної ліній опалення, який містить у собі дросель, що включений у трубопровід між точками під'єднання до нього теплообмінника, і два з'єднаних з інтегратором датчики температури, що встановлені на трубопроводі відповідно перед точками під‘єднання до...
Пристрій для формування газопорошкового потоку при плазмовому напиленні
Номер патенту: 34447
Опубліковано: 11.08.2008
Автори: Солодкий Сергій Павлович, Пащенко Валерій Миколайович, Кузнєцов Валерій Дмитрович, Свистун Сергій Вікторович
Мітки: газопорошкового, пристрій, формування, напиленні, плазмовому, потоку
Формула / Реферат:
Пристрій для формування газопорошкового потоку при плазмовому напиленні, що містить плазмотрон, порошкопровід, вісь якого розміщена радіально під кутом до осі дугового каналу плазмотрона, який відрізняється тим, що він додатково містить керуючу магнітну систему, що зафіксована відносно соплової системи плазмотрона.
Спосіб формування газопорошкового потоку при плазмовому нанесенні покриттів
Номер патенту: 29480
Опубліковано: 10.01.2008
Автори: Свистун Сергій Вікторович, Пащенко Валерій Миколайович, Кузнєцов Валерій Дмитрович
Мітки: формування, нанесенні, покриттів, плазмовому, газопорошкового, спосіб, потоку
Формула / Реферат:
Спосіб формування газопорошкового потоку при плазмовому нанесенні покриття шляхом запалювання електричної дуги в дуговому каналі, нагрівання електричною дугою плазмоутворювального газу, який її обдуває, формування плазмового потоку, введення дисперсного матеріалу у потік плазми, який відрізняється тим, що початкову та більшу частину основної ділянки дуги розміщують на вхідній, а меншу частину основної ділянки дуги та її приелектродну ділянку...
Спосіб формування газопорошкового потоку при плазмовому напиленні феромагнітного матеріалу
Номер патенту: 34448
Опубліковано: 11.08.2008
Автори: Пащенко Валерій Миколайович, Свистун Сергій Вікторович, Кузнєцов Валерій Дмитрович
Мітки: потоку, спосіб, матеріалу, напиленні, газопорошкового, плазмовому, феромагнітного, формування
Формула / Реферат:
Спосіб формування газопорошкового потоку при плазмовому напиленні феромагнітного матеріалу шляхом радіального введення дисперсного матеріалу у плазмовий струмінь розпилювача посередньої дії із залишковою тангенційною складовою швидкості газового потоку, який відрізняється тим, що до кінцевої ділянки стовпа дуги і початкової ділянки плазмового струменя прикладають зовнішнє поперечне біжуче магнітне поле із напрямком переміщення максимуму...
Спосіб вимірювання кількості спирту етилового
Номер патенту: 37084
Опубліковано: 10.11.2008
Автори: Сосницький Віталій Володимирович, Кизюн Григорій Олександрович, Шиян Петро Леонідович, Олійнічук Сергій Тимофійович, Щуцький Ігор Валентинович, Міщенко Олексій Семенович, Яковець Іван Іванович, Рудаков Володимир Константинович
МПК: C12F 5/00
Мітки: етилового, вимірювання, спирту, кількості, спосіб
Формула / Реферат:
Спосіб вимірювання кількості спирту етилового, що передбачає послідовне вимірювання фактичного об'єму спирту, його середньої температури, визначення об'ємної частки етилового спирту в середній пробі, приведення її до температури 20 °С та вирахування кількості безводного спирту при температурі 20 °С з використанням довідникових табличних даних, який відрізняється тим, що вимірювання всіх названих величин проводять в одну стадію...
Попередній патент: Полімерна композиція
Наступний патент: Укриття арочне надувне (намет)
Випадковий патент: Спосіб пуску ракети з пускової установки наземного комплексу