Спосіб з’єднання валів
Номер патенту: 46470
Опубліковано: 15.05.2002
Автори: Гулаков Сергій Володимирович, Щербаков Сергій Володимирович
Формула / Реферат
1. Спосіб з'єднання валів, що включає механічний зв'язок ведучого вала з веденим його роз'єднанням при перевищенні передавального моменту вище заданого значення, який відрізняється тим, що в осьовий отвір першого вала вставляють кінець другого, попередньо виконавши на ньому циліндричний виступ з косим зрізом протилежної від торця сторони і далі здійснюють нагрівання локальним джерелом зовнішньої поверхні першого вала в області (зоні) над косим зрізом другого вала.
2. Спосіб за п. 1, який відрізняється тим, що локальне нагрівання здійснюють з використанням електричної дуги, плазменого струменя, полум'я газового пальника.
3. Спосіб за п. 1, який відрізняється тим, що кут косого зрізу щодо осі вала складає 60 - 85 градусів.
Текст
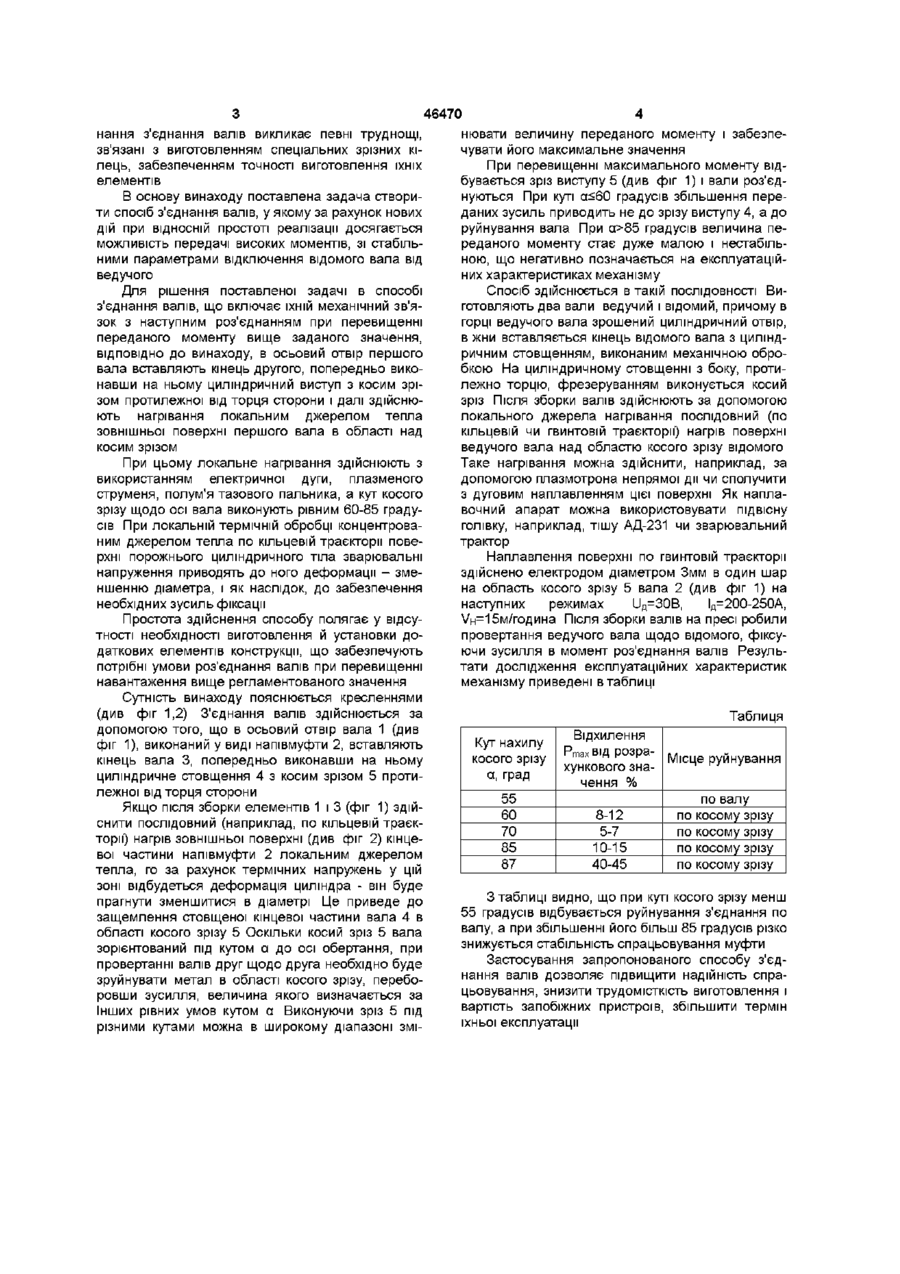
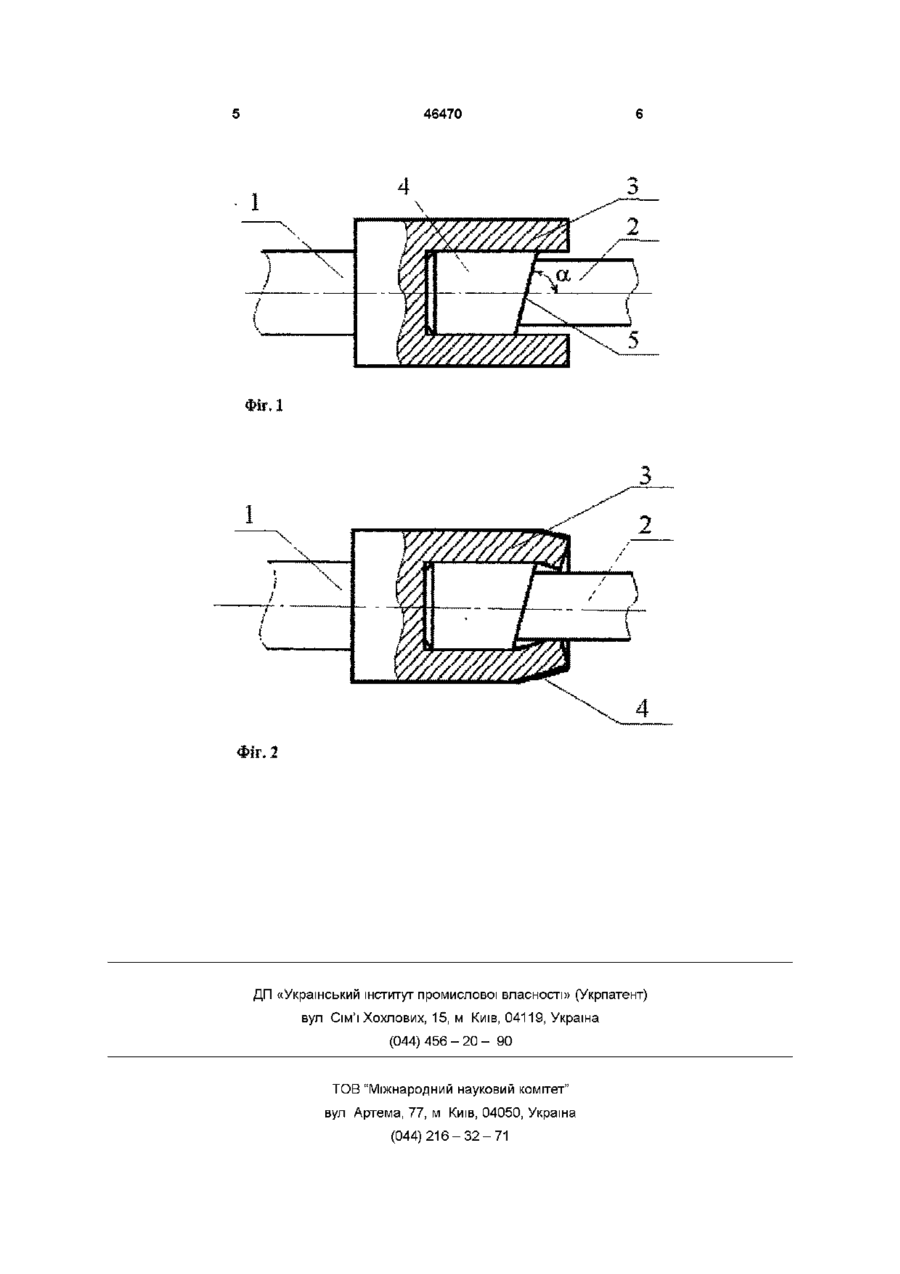
1 Спосіб з'єднання валів, що включає механічний зв'язок ведучого вала з веденим його роз'єднанням при перевищенні передавального моменту вище заданого значення, який відрізняється тим, що в осьовий отвір першого вала вставляють кінець другого, попередньо виконавши на ньому циліндричний виступ з косим зрізом протилежної від торця сторони і далі здійснюють нагрівання локальним джерелом зовнішньої поверхні першого вала в області (зоні) над косим зрізом другого вала 2 Спосіб за п 1, який відрізняється тим, що локальне нагрівання здійснюють з використанням електричної дуги, плазменого струменя, полум'я газового пальника 3 Спосіб за п 1, який відрізняється тим, що кут косого зрізу щодо осі вала складає 60 - 85 градусів Винахід відноситься до області машинобудування, а саме, до способів з'єднання валів, що забезпечують передачу регламентованого обертаючого моменту У процесі експлуатації устаткування для передачі робочих зусиль від привода до виконавчого органа застосовуються різні способи з'єднання валів У роботі прокатних станів, у ковальськопресовому виробництві та ш можуть виникати позаштатні ситуації, що приводять до перевантажень привода збільшенню робочих зусиль, що може викликати серйозні поломки дорогого технологічного устаткування Так, наприклад, при перекосі заготівлі, що прокочується у прокатній клеті, при прослизанні одного з валків щодо прокату різко зростають навантаження в головному приводі клеті, що може привести до поломки станини, прокатного валка чи елементів привода перевантаження верстатів М Машинобудування, 1968 С 112 мал 8) При перевищенні робочих навантажень понад установлені значення кулачки напівмуфт вийдуть із взаємного зачеплення, відключаючи привод від виконавчого пристрою Реалізація способу обмежена недостатньою надійністю і складністю конструкції, відносно низкою величиною вимикаючого моменту Відомий спосіб з'єднання валів за допомогою запобіжних шпинделів (сб наукових праць ПДТУ «Захист металургійних машин від поломок», Маріуполь, 1997 С 91-105), що полягає у виконанні на шпинделі ослабленої зони, що руйнується при збільшенні навантаження понад задане значення Застосування способу обмежується високою трудомісткістю і вартістю його реалізації, МІНЛИВІСТЮ вимикаючого моменту Відомий спосіб з'єднання валів за допомогою механічного зв'язку, забезпеченого запобіжною муфтою, що містить елементи, що руйнуються, у виді зрізних кілець, установлених на напівциліндричні цапфи, руйнування яких відбувається при перевищенні переданого моменту вище заданого значення (див Аргюх В Г Точність запобіжників для металургійних машин Маріуполь, ПДТУ, 2000 - мал 1 8 - прототип) Описаний метод характеризується високою складністю і трудомісткістю його реалізації Вали, з'єднані по зазначеному методу, забезпечують передачу регламентованого моменту Однак вико Тому, у даний час при проектуванні такого устаткування передбачається установка в приводах і виконавчих органах запобіжних пристроїв, наприклад, муфт граничного моменту Відомий спосіб запобігання поломок елементів приводу при перевищенні робочих навантажень, що полягає в установці на кінцях ведучого і відомого валів кулачкових напівмуфт, одна з яких закріплена нерухомо, а інша має можливість подовжнього переміщення і притискається до першого за допомогою пружини з заданим зусиллям, (см В К Толпежніков Запобіжні пристрої від О (О 46470 нання з єднання валів викликає певні труднощі, зв'язані з виготовленням спеціальних зрізних кілець, забезпеченням точності виготовлення їхніх елементів В основу винаходу поставлена задача створити спосіб з'єднання валів, у якому за рахунок нових дій при ВІДНОСНІЙ простоті реалізації досягається можливість передачі високих моментів, зі стабільними параметрами відключення відомого вала від ведучого Для рішення поставленої задачі в способі з'єднання валів, що включає їхній механічний зв'язок з наступним роз'єднанням при перевищенні переданого моменту вище заданого значення, ВІДПОВІДНО до винаходу, в осьовий отвір першого вала вставляють кінець другого, попередньо виконавши на ньому циліндричний виступ з косим зрізом протилежної від торця сторони і далі здійснюють нагрівання локальним джерелом тепла зовнішньої поверхні першого вала в області над косим зрізом При цьому локальне нагрівання здійснюють з використанням електричної дуги, плазменого струменя, полум'я тазового пальника, а кут косого зрізу щодо осі вала виконують рівним 60-85 градусів При локальній термічній обробці концентрованим джерелом тепла по кільцевій траєкторії поверхні порожнього циліндричного тіла зварювальні напруження приводять до ного деформації - зменшенню діаметра, і як наслідок, до забезпечення необхідних зусиль фіксації Простота здійснення способу полягає у відсутності необхідності виготовлення й установки додаткових елементів конструкції, що забезпечують потрібні умови роз'єднання валів при перевищенні навантаження вище регламентованого значення Сутність винаходу пояснюється кресленнями (див фіг 1,2) З'єднання валів здійснюється за допомогою того, що в осьовий отвір вала 1 (див фіг 1), виконаний у виді напівмуфти 2, вставляють кінець вала 3, попередньо виконавши на ньому циліндричне стовщення 4 з косим зрізом 5 протилежної від торця сторони Якщо після зборки елементів 1 і 3 (фіг 1) здійснити послідовний (наприклад, по кільцевій траєкторії) нагрів зовнішньої поверхні (див фіг 2) кінцевої частини напівмуфти 2 локальним джерелом тепла, го за рахунок термічних напружень у цій зоні відбудеться деформація циліндра - він буде прагнути зменшитися в діаметрі Це приведе до защемлення стовщеної кінцевої частини вала 4 в області косого зрізу 5 Оскільки косий зріз 5 вала зорієнтований під кутом а до осі обертання, при провертанні валів друг щодо друга необхідно буде зруйнувати метал в області косого зрізу, переборовши зусилля, величина якого визначається за Інших рівних умов кутом а Виконуючи зріз 5 під різними кутами можна в широкому діапазоні змі нювати величину переданого моменту і забезпечувати його максимальне значення При перевищенні максимального моменту відбувається зріз виступу 5 (див фіг 1) і вали роз'єднуються При куті а^60 градусів збільшення переданих зусиль приводить не до зрізу виступу 4, а до руйнування вала При а>85 градусів величина переданого моменту стає дуже малою і нестабільною, що негативно позначається на експлуатаційних характеристиках механізму Спосіб здійснюється в такій ПОСЛІДОВНОСТІ ВИГОТОВЛЯЮТЬ два вали ведучий і відомий, причому в горці ведучого вала зрошений циліндричний отвір, в жни вставляється кінець відомого вала з циліндричним стовщенням, виконаним механічною обробкою На циліндричному стовщенні з боку, протилежно торцю, фрезеруванням виконується косий зріз Після зборки валів здійснюють за допомогою локального джерела нагрівання послідовний (по кільцевій чи гвинтовій траєкторії) нагрів поверхні ведучого вала над областю косого зрізу відомого Таке нагрівання можна здійснити, наприклад, за допомогою плазмотрона непрямої дії чи сполучити з дуговим наплавленням цієї поверхні Як наплавочний апарат можна використовувати підвісну голівку, наприклад, тішу АД-231 чи зварювальний трактор Наплавлення поверхні по гвинтовій траєкторії здійснено електродом діаметром Змм в один шар на область косого зрізу 5 вала 2 (див фіг 1) на наступних режимах ІІ д =30В, Ід=200-250А, \/н=15м/година Після зборки валів на пресі робили провертання ведучого вала щодо відомого, фіксуючи зусилля в момент роз'єднання валів Результати дослідження експлуатаційних характеристик механізму приведені в таблиці Таблиця Кут нахилу косого зрізу а, град 55 60 70 85 87 Відхилення Ртах ВІД рОЗраХуНКОВОГО значення % 8-12 5-7 10-15 40-45 Місце руйнування по по по по по валу косому зрізу косому зрізу косому зрізу косому зрізу З таблиці видно, що при куті косого зрізу менш 55 градусів відбувається руйнування з'єднання по валу, а при збільшенні його більш 85 градусів різко знижується стабільність спрацьовування муфти Застосування запропонованого способу з'єднання валів дозволяє підвищити надійність спрацьовування, знизити трудомісткість виготовлення і вартість запобіжних пристроїв, збільшити термін їхньої експлуатації 46470 ФІГ. 1 Фіг. 2 ДП «Український інститут промислової власності» (Укрпатент) вул Сім'ї Хохлових, 15, м Київ, 04119, Україна (044) 456 - 20 - 90 ТОВ "Міжнародний науковий комітет" вул Артема, 77, м Київ, 04050, Україна (044)216-32-71
ДивитисяДодаткова інформація
Автори англійськоюBurlaka Serhii Volodymyrovych, Hulakov Serhii Volodymyrovych, Scherbakov Serhii Volodymyrovych
Автори російськоюБурлака Сергей Владимирович, Гулаков Сергей Владимирович, Щербаков Сергей Владимирович
МПК / Мітки
МПК: F16D 9/00
Мітки: з'єднання, валів, спосіб
Код посилання
<a href="https://ua.patents.su/3-46470-sposib-zehdnannya-valiv.html" target="_blank" rel="follow" title="База патентів України">Спосіб з’єднання валів</a>
Верстат для виготовлення заготовок типу ступінчастих валів обкочуванням
Номер патенту: 43135
Опубліковано: 15.11.2001
Автори: Маковецький Олександр Вікторович, Перезва Сергій Миколайович
МПК: B21D 21/00
Мітки: верстат, типу, обкочуванням, виготовлення, валів, ступінчастих, заготовок
Формула / Реферат:
Верстат для виготовлення заготовок типу ступінчастих валів обкочуванням, який містить фундамент, два інструментальних вузли, а також пристрій локального нагріву, який відрізняється тим, що розширює технологічні можливості механообробного обладнання з одночасною обробкою двох поверхонь за рахунок оснащення верстата механізмом переміщення заготовок, механізмами затиску заготовки, розміщеними між інструментальними вузлами, які мають можливість...
Спосіб балансування одноколінчатих валів
Номер патенту: 1576
Опубліковано: 25.07.1994
Автор: Осадченко Василь Семенович
МПК: G01M 1/12
Мітки: балансування, валів, спосіб, одноколінчатих
Формула / Реферат:
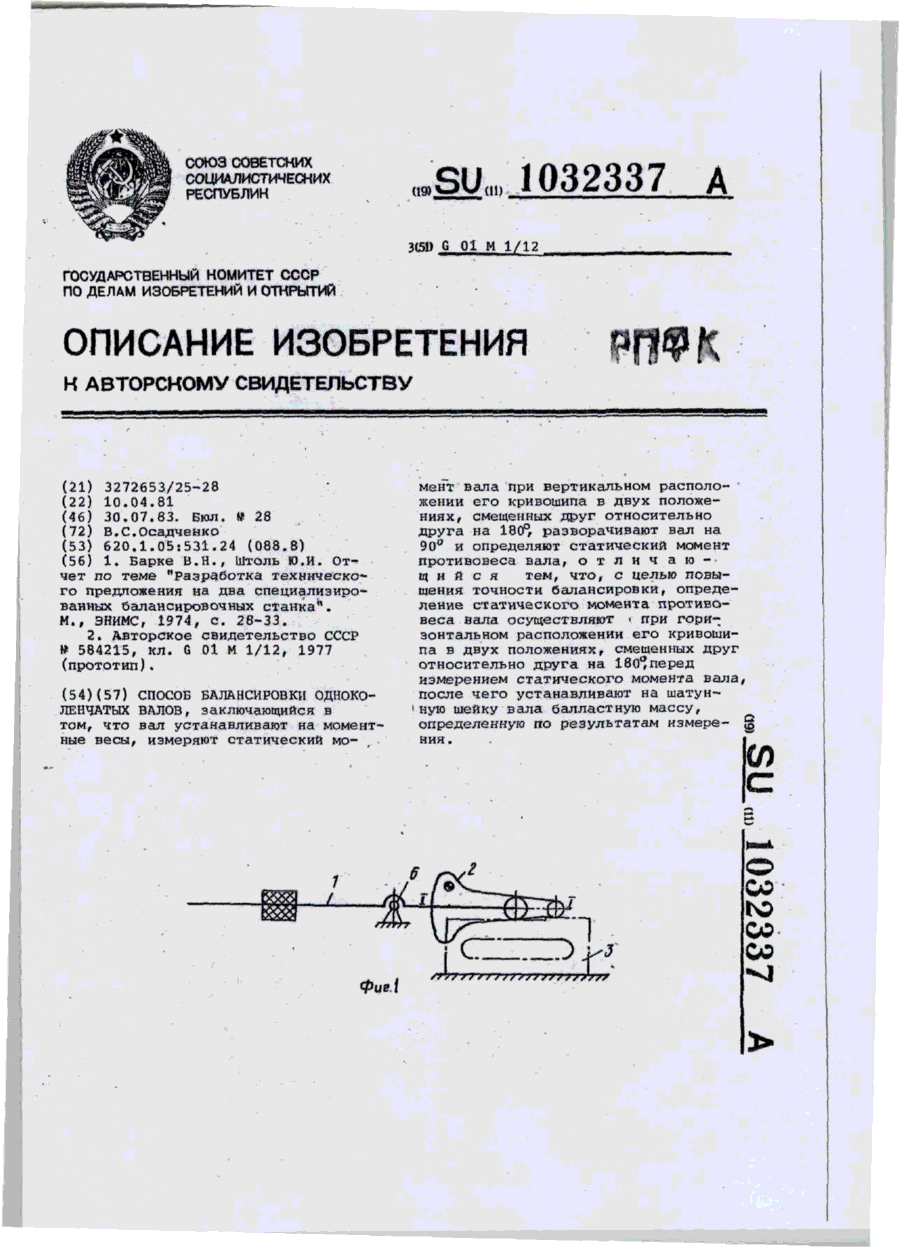
Способ балансировки одноколенчатых валов, заключающийся в том, что вал устанавливают на моментные весы, измеряют статический момент вала при вертикальном расположении его кривошипа в двух положениях, смещенных друг относительно друга на 180°, разворачивают вал на 90° и определяют статический момент противовеса вала, отличающийся тем, что, с целью повышения точности балансировки, определение статического момента противовеса вала осуществляют...
Спосіб зміцнення колінчатих валів
Номер патенту: 18690
Опубліковано: 25.12.1997
Автори: Россінський Олександр Михайлович, Гуйва Володимир Антонович, Пилипенко Володимир Михайлович, Уманський Григорій Петрович, Любченко Анатолій Петрович, Осінцева Алєвтіна Лєонтьєвна, ЗАЙОНЧКОВСЬКИЙ ВАЛЕНТИН МИКОЛАЙОВИЧ, Соболь Валентин Миколайович, Новік Рафаіл Абрамович, Туровський Михайло Львович, Айдаров Василій Васильович
МПК: C21D 1/09
Мітки: зміцнення, валів, колінчатих, спосіб
Формула / Реферат:
Способ упрочнения коленчатых валов, преимущественно из высокопрочного чугуна, включающий закалку лучом лазера 50-70% поверхности цилиндрической части шеек вала с созданием упрочненных зон в виде полос, расположенных по винтовой линии, объемный отпуск при 250-350° и последующую обкатку поверхности шеек и галтелей роликами, отличающийся тем, что перед созданием упрочненных зон в виде полос на расстоянии h1 = (2-4)s от начала второй галтели этой...
Пристрій для контролю геометрії корінних та шатунних шийок колінчастих валів
Номер патенту: 24232
Опубліковано: 07.07.1998
Автори: Семкович Олександр Дмитрович, Сенчук Степан Романович, Оліскевич Мирослав Степанович
МПК: G01B 5/08
Мітки: шатунних, геометрії, валів, шийок, колінчастих, контролю, корінних, пристрій
Формула / Реферат:
Пристрій для контролю геометрії корінних та шатунних шийок колінчастих валів, що складається з двох основ, вимірювального засобу і механізму його переміщення відносно відповідної шатунної шийки, який відрізняється тим, що пристрій складається з двох співвісних, кінематично незв'язаних центрозмішувачів, кожен з яких виконаний у вигляді вала з нерухомою на ньому планшайбою і нерухомим у ній центром; з двох поводкових шайб, які можуть обертатися...
Захисний пристрій при наплавленні шліцьових і гладких валів різних типорозмірів
Номер патенту: 20247
Опубліковано: 15.07.1997
Автори: Єранкін Олександр Никифорович, Кислий Володимир Павлович, Голуб Борис Іванович
МПК: F16P 1/00
Мітки: типорозмірів, захисний, пристрій, наплавленні, гладких, валів, різних, шліцьових
Формула / Реферат:
1. Захисний пристрій при наплавленні шліцьових і гладких валів різних типорозмірів, який має лобову кришку, з світлофільтром в спостережницькому вікні, шарнірне з'єднання з розтрубом повітроводу, який відрізняється тим, що лобова кришка додатково шарнірно з'єднана з вилкою, шток якої встановлений з можливістю переміщення в шарнірі, закріпленому на розтрубі повітроводу, при цьому, вилка з двох боків оснащена гірляндними шторками, наприклад,...
Попередній патент: Машина для збирання льону
Наступний патент: Спосіб прогнозування перебігу реактивних артритів у дітей
Випадковий патент: Агоністи змішаної дії на основі глюкозозалежного інсулінотропного пептиду для лікування порушень обміну речовин і ожиріння