Пристрій для калібрування напівкруглих канавок шліцьових валів

Формула / Реферат
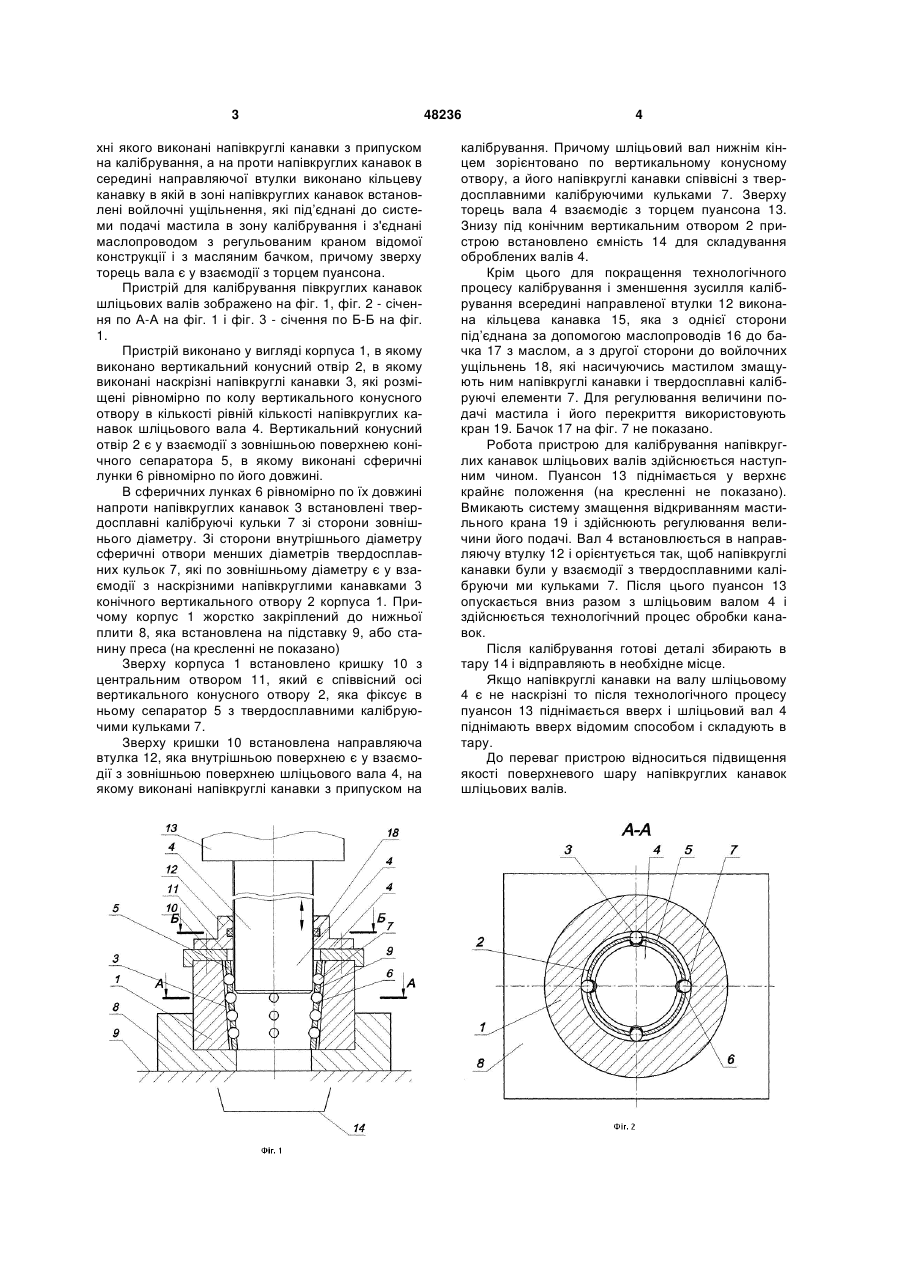
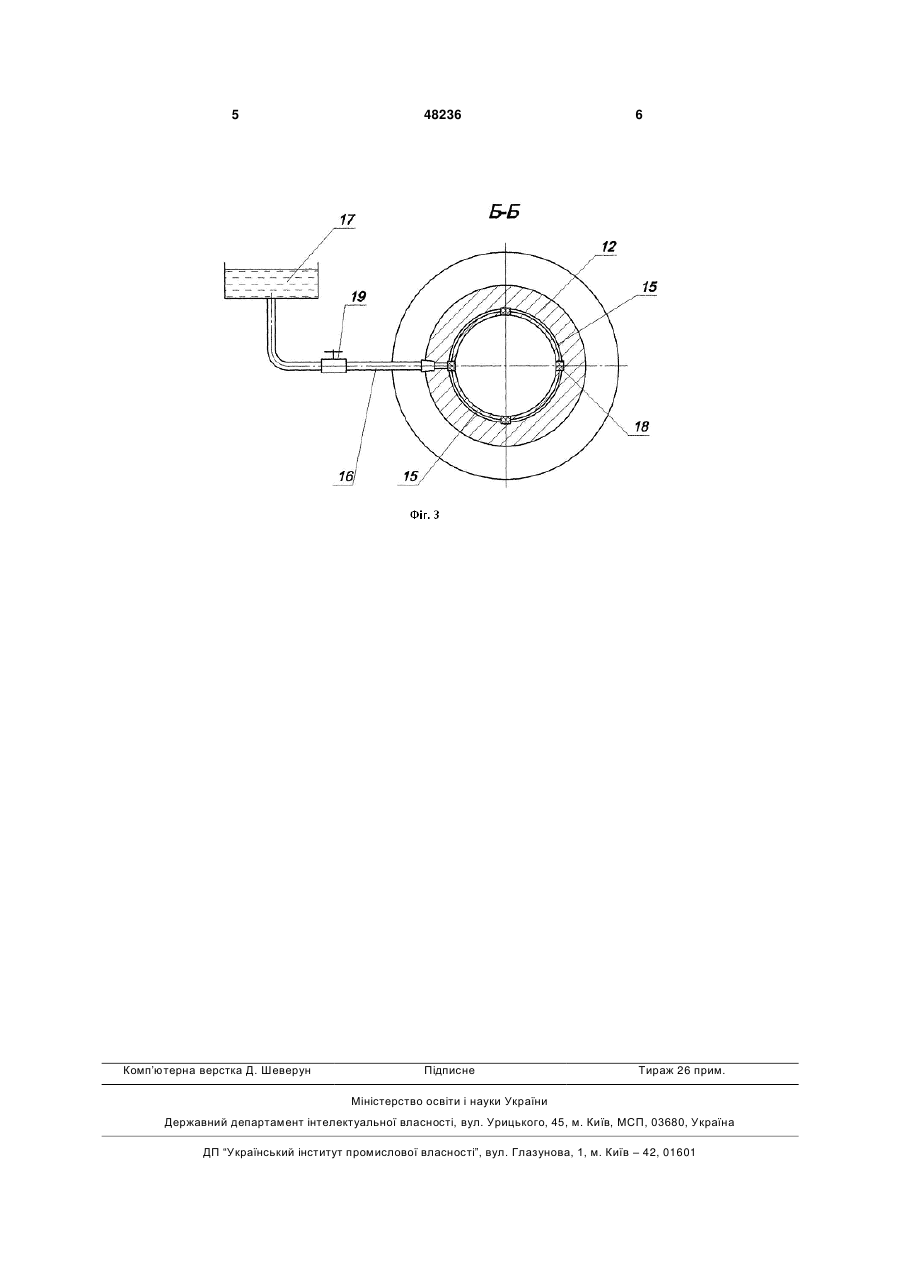
Пристрій для калібрування напівкруглих канавок шліцьових валів, який виконано у вигляді корпусу, установчих, затискних і напрямних елементів, приводу інструмента - пуансона і дорна, в якому вставлені твердосплавні калібруючі елементи, виконані у вигляді кульок з можливістю осьового переміщення, який відрізняється тим, що в корпусі виконано наскрізний вертикальний конусний отвір, в якому виконані наскрізні напівкруглі канавки, які розміщені рівномірно по колу на внутрішній поверхні вертикального конусного отвору в кількості, рівній кількості напівкруглих канавок шліцьового вала, при цьому вертикальний конусний отвір взаємодіє з зовнішньою поверхнею конічного сепаратора, в якому виконані сферичні лунки рівномірно по їх довжині співвісно напівкруглим канавкам конусного отвору корпусу, в які вставлені твердосплавні калібруючі елементи з боку зовнішньої його поверхні, а з боку внутрішньої поверхні отвори менші діаметрів кульок, які взаємодіють з напівкруглими канавками конічного отвору корпусу, причому корпус жорстко закріплений до нижньої плити, на якому зверху співвісно конічному отвору встановлено напрямну втулку, яка внутрішнім діаметром взаємодіє з зовнішнім діаметром шліцьового вала, а по зовнішній поверхні якого виконані напівкруглі канавки з припуском на калібрування, а навпроти напівкруглих канавок всередині напрямної втулки виконано кільцеву канавку, в якій в зоні напівкруглих канавок встановлені повстяні ущільнення, які під'єднані до системи подачі мастила в зону калібрування і з'єднані маслопроводом з регульованим краном відомої конструкції і з масляним бачком, причому зверху торець вала взаємодіє з торцем пуансона.
Текст
Пристрій для калібрування напівкруглих канавок шліцьових валів, який виконано у вигляді корпусу, установчих, затискних і напрямних елементів, приводу інструмента - пуансона і дорна, в якому вставлені твердосплавні калібруючі елементи, виконані у вигляді кульок з можливістю осьового переміщення, який відрізняється тим, що в корпусі виконано наскрізний вертикальний конусний отвір, в якому виконані наскрізні напівкруглі канавки, які розміщені рівномірно по колу на внутрішній поверхні вертикального конусного отвору в кількості, рівній кількості напівкруглих канавок шліцьового вала, при цьому вертикальний конусний отвір взаємодіє з зовнішньою поверхнею конічного сепаратора, в якому виконані сферичні лунки рів 3 хні якого виконані напівкруглі канавки з припуском на калібрування, а на проти напівкруглих канавок в середині направляючої втулки виконано кільцеву канавку в якій в зоні напівкруглих канавок встановлені войлочні ущільнення, які під’єднані до системи подачі мастила в зону калібрування і з'єднані маслопроводом з регульованим краном відомої конструкції і з масляним бачком, причому зверху торець вала є у взаємодії з торцем пуансона. Пристрій для калібрування півкруглих канавок шліцьових валів зображено на фіг. 1, фіг. 2 - січення по А-А на фіг. 1 і фіг. 3 - січення по Б-Б на фіг. 1. Пристрій виконано у вигляді корпуса 1, в якому виконано вертикальний конусний отвір 2, в якому виконані наскрізні напівкруглі канавки 3, які розміщені рівномірно по колу вертикального конусного отвору в кількості рівній кількості напівкруглих канавок шліцьового вала 4. Вертикальний конусний отвір 2 є у взаємодії з зовнішньою поверхнею конічного сепаратора 5, в якому виконані сферичні лунки 6 рівномірно по його довжині. В сферичних лунках 6 рівномірно по їх довжині напроти напівкруглих канавок 3 встановлені твердосплавні калібруючі кульки 7 зі сторони зовнішнього діаметру. Зі сторони внутрішнього діаметру сферичні отвори менших діаметрів твердосплавних кульок 7, які по зовнішньому діаметру є у взаємодії з наскрізними напівкруглими канавками 3 конічного вертикального отвору 2 корпуса 1. Причому корпус 1 жорстко закріплений до нижньої плити 8, яка встановлена на підставку 9, або станину преса (на кресленні не показано) Зверху корпуса 1 встановлено кришку 10 з центральним отвором 11, який є співвісний осі вертикального конусного отвору 2, яка фіксує в ньому сепаратор 5 з твердосплавними калібруючими кульками 7. Зверху кришки 10 встановлена направляюча втулка 12, яка внутрішньою поверхнею є у взаємодії з зовнішньою поверхнею шліцьового вала 4, на якому виконані напівкруглі канавки з припуском на 48236 4 калібрування. Причому шліцьовий вал нижнім кінцем зорієнтовано по вертикальному конусному отвору, а його напівкруглі канавки співвісні з твердосплавними калібруючими кульками 7. Зверху торець вала 4 взаємодіє з торцем пуансона 13. Знизу під конічним вертикальним отвором 2 пристрою встановлено ємність 14 для складування оброблених валів 4. Крім цього для покращення технологічного процесу калібрування і зменшення зусилля калібрування всередині направленої втулки 12 виконана кільцева канавка 15, яка з однієї сторони під’єднана за допомогою маслопроводів 16 до бачка 17 з маслом, а з другої сторони до войлочних ущільнень 18, які насичуючись мастилом змащують ним напівкруглі канавки і твердосплавні калібруючі елементи 7. Для регулювання величини подачі мастила і його перекриття використовують кран 19. Бачок 17 на фіг. 7 не показано. Робота пристрою для калібрування напівкруглих канавок шліцьових валів здійснюється наступним чином. Пуансон 13 піднімається у верхнє крайнє положення (на кресленні не показано). Вмикають систему змащення відкриванням мастильного крана 19 і здійснюють регулювання величини його подачі. Вал 4 встановлюється в направляючу втулку 12 і орієнтується так, щоб напівкруглі канавки були у взаємодії з твердосплавними калібруючи ми кульками 7. Після цього пуансон 13 опускається вниз разом з шліцьовим валом 4 і здійснюється технологічний процес обробки канавок. Після калібрування готові деталі збирають в тару 14 і відправляють в необхідне місце. Якщо напівкруглі канавки на валу шліцьовому 4 є не наскрізні то після технологічного процесу пуансон 13 піднімається вверх і шліцьовий вал 4 піднімають вверх відомим способом і складують в тару. До переваг пристрою відноситься підвищення якості поверхневого шару напівкруглих канавок шліцьових валів. 5 Комп’ютерна верстка Д. Шеверун 48236 6 Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюDevice for calibration of semicircular grooves of spline shafts
Автори англійськоюKruk Volodymyr Vasyliovych
Назва патенту російськоюУстройство для калибрования полукруглых канавок шлицевых валов
Автори російськоюКрук Владимир Васильевич
МПК / Мітки
МПК: B24B 39/00
Мітки: канавок, валів, шліцьових, пристрій, напівкруглих, калібрування
Код посилання
<a href="https://ua.patents.su/3-48236-pristrijj-dlya-kalibruvannya-napivkruglikh-kanavok-shlicovikh-valiv.html" target="_blank" rel="follow" title="База патентів України">Пристрій для калібрування напівкруглих канавок шліцьових валів</a>
Контрольний пристрій для заміру внутрішніх напівкруглих шліцьових канавок

Номер патенту: 33825
Опубліковано: 10.07.2008
Автори: Шевчук Оксана Степанівна, Гевко Богдан Матвійович, Крук Володимир Володимирович, Дзюра Володимир Олексійович
МПК: G01B 5/20
Мітки: внутрішніх, заміру, шліцьових, пристрій, канавок, контрольний, напівкруглих
Формула / Реферат:
Контрольний пристрій для заміру внутрішніх напівкруглих шліцьових канавок, що містить корпус, в якому виконані радіальні канали для гідропласта, установні напрямні, кріпильні і затискні елементи, індуктивні датчики, що під’єднані до аналого-цифрового перетворювача і комп'ютера, який відрізняється тим, що корпус виконано у вигляді багатогранної вертикальної призми, кількість граней якої дорівнює кількості шліцьових канавок і кількість...
Самовстановлюваний пристрій для дорнування внутрішніх напівкруглих гвинтових канавок
Номер патенту: 38956
Опубліковано: 26.01.2009
Автори: Дзюра Володимир Олексійович, Диня Володимир Іванович, Гевко Богдан Матвійович, Шевчук Оксана Степанівна
МПК: B21B 19/00, B23D 43/00
Мітки: напівкруглих, пристрій, самовстановлюваний, канавок, дорнування, гвинтових, внутрішніх
Формула / Реферат:
Самовстановлюваний пристрій для дорнування внутрішніх напівкруглих гвинтових канавок, що виконаний у вигляді циліндричного корпусу з центральним отвором, в лівому торці якого розміщена пружина стиснення, яка є у пружній взаємодії з хвостовиком інструмента та кріпильних елементів, який відрізняється тим, що в циліндричному корпусі центральний отвір виконаний наскрізним, а в ньому рівномірно по колу розміщені внутрішні напівкруглі шліцеві...
Дорн для обробки напівкруглих гвинтових канавок
Номер патенту: 33063
Опубліковано: 10.06.2008
Автори: Шевчук Оксана Степанівна, Гевко Богдан Матвійович, Дзюра Володимир Олексійович, Крук Володимир Володимирович
МПК: B21C 37/06
Мітки: канавок, напівкруглих, дорн, гвинтових, обробки
Формула / Реферат:
Дорн для оброблення напівкруглих гвинтових канавок, який виконаний у вигляді оправки з хвостовиком, твердосплавних дорнуючих елементів у вигляді кульок, елементів кріплення і направлення, крім цього оправка виконана у вигляді ступінчастого вала різних діаметрів, верхня робоча частина оправки дорна виконана у вигляді конічного ступеня конусністю, рівною величині підйому на одну кульку, яка внизу завершена виступаючим циліндричним пояском...
Пристрій для калібрування осьових півкруглих канавок деталей машин
Номер патенту: 30973
Опубліковано: 25.03.2008
Автори: Крук Володимир Васильович, Шевчук Оксана Степанівна, Дзюра Володимир Олексійович, Гевко Богдан Матвійович
МПК: B24B 39/00
Мітки: півкруглих, пристрій, канавок, калібрування, деталей, осьових, машин
Формула / Реферат:
Пристрій для калібрування осьових півкруглих канавок деталей машин, який виконано у вигляді корпуса, оправки, хвостовика, дорнуючих установлювальних, затискних і направляючих елементів, приводу інструмента - дорна, в якому встановлено твердосплавні калібруючі елементи з можливістю осьового переміщення, який відрізняється тим, що пристрій оснащений пристроєм-супутником, який виконано у вигляді нижньої і верхньої планшайби, в шести отворах якої...
Пристрій для контролю параметрів шліцьових валів
Номер патенту: 23330
Опубліковано: 25.05.2007
Автори: Геник Ігор Степанович, Гевко Роман Богданович, Дзюра Володимир Олексійович, Гевко Іван Богданович, Брощак Іван Іванович
МПК: G01B 3/20
Мітки: контролю, шліцьових, параметрів, пристрій, валів
Формула / Реферат:
Пристрій для контролю параметрів шліцьових валів, який виконаний у вигляді плити, стійок, ділильної головки, приводу, індикаторних головок, механізмів установлення і переміщення, задньої бабки з підтискним центром, який відрізняється тим, що на плиті жорстко встановлено рухомий блок з можливістю осьового переміщення за допомогою гвинта і циліндричної направляючої осі, які є паралельні між собою і з лівого кінця жорстко закріплені у лівій...
Попередній патент: Спосіб отримання структурованого продукту пастоподібного
Наступний патент: Спосіб отримання структурованого продукту пастоподібного
Випадковий патент: Сушарка сипких матеріалів